Ein professionelles Team
für die Bearbeitung von
für die Bearbeitung von
Aluminiumlegierungsprodukten
bietet Ihnen einen 7×24-Stunden-Service.

Aluminiumlegierungsprodukten
bietet Ihnen einen 7×24-Stunden-Service.
Material
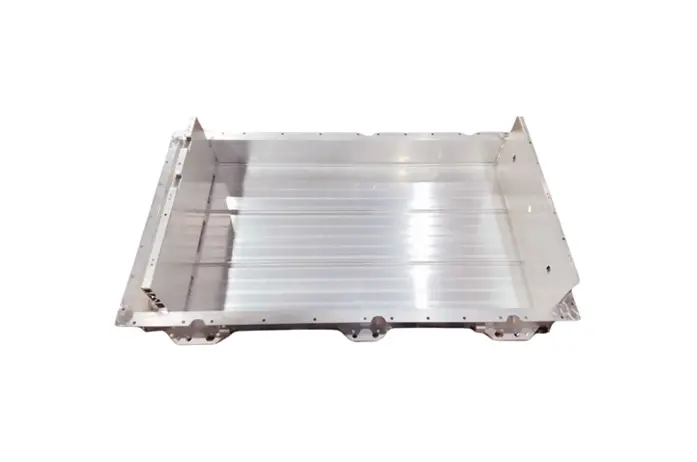
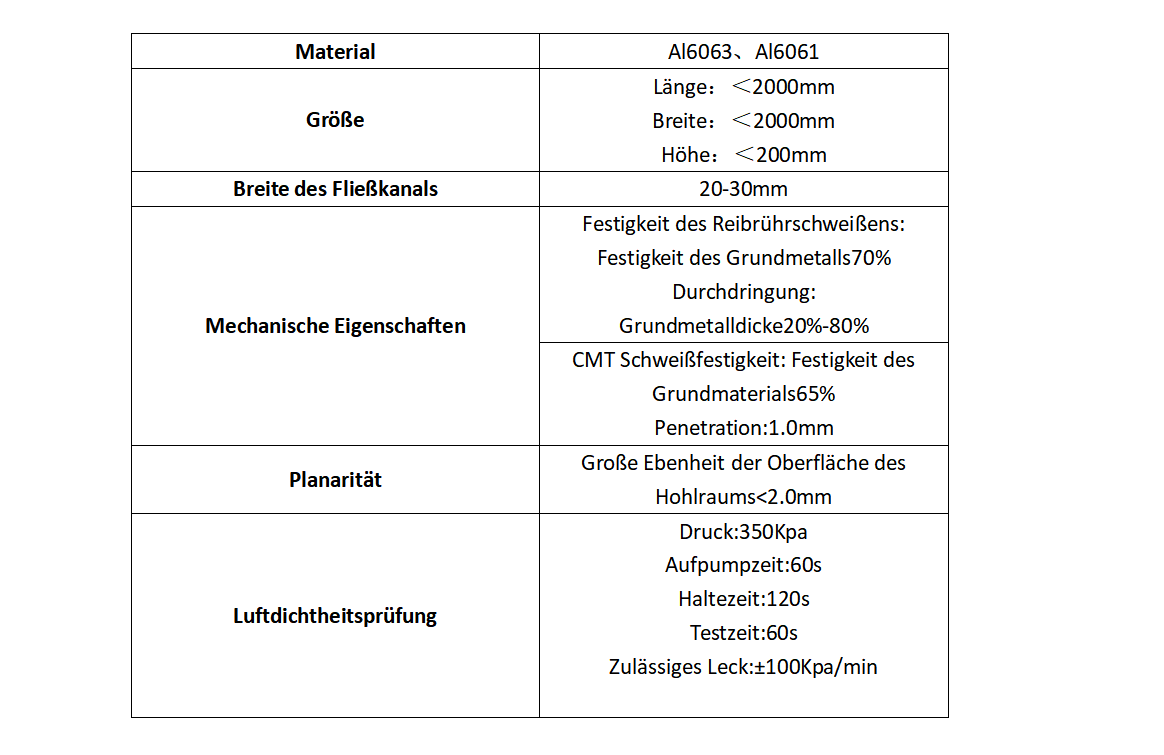
Aluminiumprofil 6061/6063
Verfahren
Aluminiumprofilschweißen
Dichtungsniveau
IP67/68
Oberflächenbehandlung
Pulverspritzen, Lackieren, Isolieresterspritzen, PVC-Spritzen
Qualitätskontrolle
Vollständige Inspektion
Anwendung
Pkw, Nutzfahrzeuge, leichte Lkw, schwere Lkw
OEM
Akzeptiert




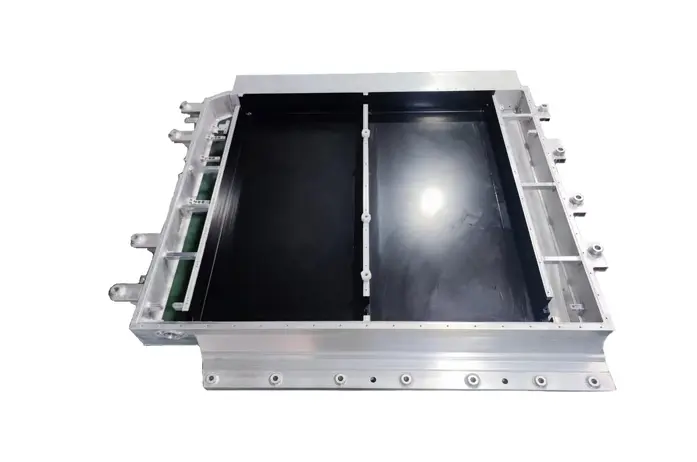
Designpunkte von der FSW-Flüssigkeitskühlplatte
1、Strömungskanaldesign: Das Design der Strömungskanäle der Kühlplatte erfolgt unter Berücksichtigung des Herstellungsverfahrens, der Betriebsbedingungen des Produkts, der Verteilung des thermischen Widerstands und anderer Faktoren, einschließlich der Größe der Kühlplatte, der Struktur der Strömungskanäle und der Position der Ein- und Ausgänge.
2、Das Strömungskanaldesign muss die folgenden Anforderungen des Rührreibschweißverfahrens erfüllen:
Deckplatten-Schweißstruktur: Hauptsächlich Überlapp-, Stumpfstoß- und nicht-planare Schweißstrukturen. Der Stumpfstoß ist die übliche Schweißstruktur von wassergekühlten Platten und bietet das beste Schweißergebnis. Der Überlappschritt der Deckplatte sollte nicht weniger als 1 mm betragen, um ein Zusammenbrechen während des Schweißprozesses zu vermeiden.
Deckplatten-Bearbeitungszugabe: Da die Oberfläche nach dem Schweißen plan gefräst wird, sollte die Dicke der Deckplatte in der Regel eine CNC-Bearbeitungszugabe haben. Die übliche Dicke der Deckplatte beträgt 2 bis 3 mm, wobei eine Zugabe von etwa 0,5 mm verbleibt, um einem Druck von bis zu 1 Megapascal standzuhalten.
Schweißnahtkanten-Zugabe: Die Ränder der Schweißnaht sollten eine Zugabe für den Rührkopf des Rührreibschweißverfahrens haben. Bei einer Deckplatte von 3 mm Dicke sollten die Ränder mindestens eine Zugabe von 5 mm haben, um ein Zusammendrücken der Kanten beim Schweißen zu vermeiden. Es ist ratsam, vor der Gestaltung mit den Schweißtechnikern Rücksprache zu halten.
Scan to follow
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试