Wir sind bestrebt,
Ihre geschäftlichen Ziele zu verstehen
und Ihre Projektvorteile zu maximieren
Ihre geschäftlichen Ziele zu verstehen
und Ihre Projektvorteile zu maximieren


In der Flüssigkeitskühlung von Rechenzentren ist deionisiertes Wasser das gängige Kühlmedium. Die Anforderungen an die Oberflächenbehandlung auf Kundengezeichnen umfassen oft nur wenige Worte – doch genau diese entscheiden darüber, ob die Kühlplatte unter Betriebsbedingungen ihre konstruierte Lebensdauer erreicht.
Nach Erhalt der Zeichnung gehen wir üblicherweise in drei Schritten vor.
1. Die Absicht verstehen – was soll die „Vernickelung“ bei Kupfer-Kühlplatten bewirken?
Der Kunde gibt „vernickeln“ vor, um das Kupfer vom deionisierten Wasser zu trennen und Korrosion zu verhindern. Die Vernickelung ist jedoch nicht das Ende der Kette – wir fragen nach:
·Ist die Schichtdicke spezifiziert? Falls nicht, empfehlen wir sie basierend auf der Lebensdaueranforderung.
·Wird eine Porositätsprüfung verlangt? Die Beschichtung kann Poren aufweisen, durch die deionisiertes Wasser eindringt und lokale Durchbrüche verursacht.
·Gibt es Vorgaben zur Reinheit nach der Vernickelung? Rückstände von Sulfat- und Chloridionen wirken als Korrosionskeime.
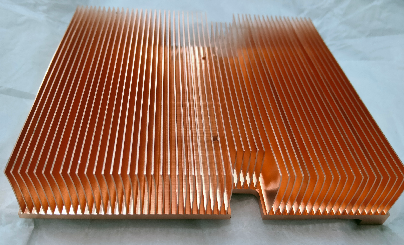
![]()
Abbildung 1 – Vernickelte Kühlplatte
Unser Ansatz: Wir übersetzen die „Vernickelung“ in eine überprüfbare Parameterliste und stimmen diese mit dem Kunden ab. Wir gehen weder davon aus, dass der Kunde alles versteht, noch dass der Lieferant automatisch alles richtig macht.
2. Blinde Flecken aufzeigen – was in der Zeichnung steht, aber möglicherweise nicht ausreicht
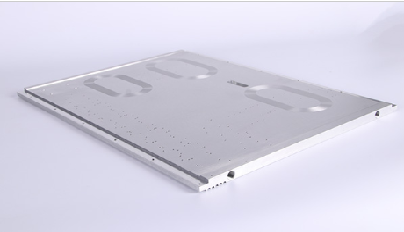
Beispiel: Ein Kunde gibt auf der Zeichnung vor: „Aluminiumteile eloxieren, Schichtdicke 15 μm“.
Wir fragen nach: Ist eine Farbvorgabe erforderlich? Nach dem Eloxieren kann die Oberfläche naturfarben oder eingefärbt sein, was beim Kunden zu unterschiedlichen Farberwartungen bei der Abnahme führen kann. Noch wichtiger ist die Gleichmäßigkeit der Schichtdicke – ob die Innenwände der Mikrokanäle vollständig bedeckt sind, beeinflusst die Wärmeabfuhr und die gleichmäßige Korrosionsbeständigkeit.
Der Kunde hatte bisher nur auf die äußere Farbe geachtet, ohne zu erkennen, dass die Schichtdickengleichmäßigkeit spezifiziert werden muss. Wir ergänzen daher die Anforderung: Schichtdickentoleranz ±15 %, stichprobenartige Untersuchung durch Aufschluss der Mikrokanalbereiche.
3. Optionen aufzeigen – nicht die eine Lösung, sondern eine Abwägung der Risiken
Beispiel: Ein Kunde schreibt vor: „Kupfer und Aluminium gemischt, jeweils mit standardmäßiger Oberflächenbehandlung“.
Unsere Bewertung: Die Potenzialdifferenz zwischen Kupfer und Aluminium bildet im deionisierten Wasser einen galvanischen Korrosionskreislauf, wobei die Aluminiumseite beschleunigt angegriffen wird. Das ist jedoch kein „Geht nicht“, sondern erfordert „zusätzliche Maßnahmen“:
·Option A – Physikalische Trennung: Einsatz isolierender Verbindungsstücke an den Flüssigkeitsanschlüssen, um die Potenzialdifferenz zu unterbrechen.
·Option B – Absicherung durch Korrosionsinhibitoren: Zugabe von Inhibitoren zum Kühlmedium, dynamische Zyklustests gemäß ASTM D2570 zur Überprüfung der Kompatibilität.
·Option C – Einheitliches Material: Vollständig aus Kupfer oder vollständig aus Aluminium, um das galvanische Problem zu umgehen; Neubewertung von Wärmewiderstand und Kosten.
Der Kunde wählt entsprechend seiner Risikopräferenz, wir begleiten die Validierung.
Schlussbemerkung
Wenige Worte zur Oberflächenbehandlung verbergen eine ganze Kette von Entscheidungen über Material, Schichtdicke, Prozess und Prüfung. Wir sind kein reiner „fertigen nach Zeichnung“-Lieferant, sondern ein Partner, der die Zeichnung gründlich liest, blinde Stellen identifiziert und die Prüfpunkte vervollständigt.
Wenn Sie eine Zeichnung vorliegen haben, können wir diese gemeinsam durchgehen und alle Punkte markieren, die abgestimmt und verifiziert werden müssen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Auf dem Weg zu Exascale-AI-Rechenleistung sind Huaweis CloudMatrix 384 Super-Node und NVIDIAs GB200 NVL72 Cluster zu zwei weltweit beachteten technologischen Gipfeln geworden. Sie repräsentieren nicht nur unterschiedliche Hardware-Integrationsfähigkeiten, sondern offenbaren tiefgreifend zwei grundlegende Philosophien zum Aufbau von Supercomputing-Systemen.
Der eine Ansatz wird als "kontinuierliches hohes Fieber" metaphorisch beschrieben und steht vor der extremen thermischen Herausforderung, die unter der stabilen Betriebslast von 384 dicht gepackten Chips entsteht. Der andere wird als "intermittierende Epilepsie" charakterisiert und muss heftige, gepulste Wärmeströme bändigen, die entstehen, wenn 72 Top-GPUs synchron arbeiten. Diese unterschiedlichen "Krankheitsbilder" führen letztendlich zu völlig unterschiedlichen "Therapien" – also Kühllösungen – und veranschaulichen klar zwei zentrale Ingenieurphilosophien: Das Duell zwischen deterministischer Systemtechnik und agiler Ökosystem-Innovation. Für jedes Unternehmen in der Lieferkette ist das Verständnis dieses Duells der Schlüssel zur Definition der eigenen künftigen Rolle.
1- Die Ursache des Kernunterschieds – Die "Diagnose" bestimmt die "Therapie"
Am Ausgangspunkt des Designs schlugen Huawei und NVIDIA unterschiedliche Wege ein, was ihre jeweiligen Wärmequellen-Charakteristiken direkt prägte:

Tabelle 1: Vergleich der Wärmequellen-Charakteristika der beiden technologischen Pfade
Dieser Unterschied zwischen "kontinuierlichem hohen Fieber" und "intermittierender Epilepsie" ist keineswegs zufällig. Er spiegelt wider, dass Huawei als Herausforderer beschlossen hat, die Gesamtsystemleistung als Kernziel anzugehen und um jeden Preis den Durchbruch zur maximal möglichen Rechendichte in einem einzigen Rack zu schaffen. NVIDIA hingegen, als etablierter Marktführer, hat die Aufgabe, ein effizient zusammenarbeitendes und leicht zu verbreitendes Ökosystem aufzubauen, während es gleichzeitig den absoluten Leistungsvorsprung seiner Einzelchips sicherstellt.
2- Die Materialisierung der Ingenieurphilosophie – Zwei Pfade der Flüssigkühlung
Die beiden unterschiedlichen Designphilosophien manifestieren sich am deutlichsten in den entscheidenden Flüssigkühlungslösungen und prägen den gesamten Technologiestack vom Chip bis zum Rechenzentrumsraum.
a. Huawei: Die Flüssigkühlungspraxis deterministischer Systemtechnik
Dies ist eine von oben nach unten umgesetzte Designphilosophie, die für das systemweite Ziel der Deterministik geschaffen wurde. Ihr Kern liegt darin, die Wärmeabfuhr nicht nur als Zubehör, sondern als kritischen Teil der Infrastruktur ganzheitlich, integriert und mit hoher Zuverlässigkeit zu realisieren.
Abbildung 1: Huawei Ascend 384 Super-Node
· Chip-Level-Präzision und zuverlässige Verbindung: Um die effiziente Wärmeübertragung vom Chip zum Kühlkörper zu gewährleisten, konzentriert sich Huawei auf die technische Optimierung der Grenzflächenmaterialien. Obwohl öffentliche Dokumente zeigen, dass das Unternehmen in diesem Bereich (z.B. mit hochsphärischen Siliziumkarbid-Füllstoffen) über wegweisende Patentreserven verfügt, sind die konkreten Anwendungsdetails im Super-Node nicht öffentlich. Sicher ist, dass deren Lösung extrem niedrige Grenzflächenwiderstände und langfristige Zuverlässigkeit für die Herausforderung des "kontinuierlichen hohen Fiebers" anstrebt.
· System-Level-Redundanz und intelligente Steuerung: Es werden redundante Designs wie z.B. ringförmige Flüssigkeitsversorgung eingesetzt, und ein eigenentwickelter Flüssigkühlungs- und Wärmemanagement-Controller (TMU) fungiert als systemischer "Schaltzentrale". Dieser Controller ermöglicht eine unterbrechungsfreie (0-Sekunden) Umschaltung zwischen Leitungen und nutzt KI für Fehlervorhersagen. Auf diese Weise gewährleistet er durch softwaredefinierte Ansätze die Deterministik und Zuverlässigkeit der Wärmeabfuhrkette – ein typisches Beispiel für systemtechnisches Denken.
· Infrastruktur-Integration ("Kälte-Strom-Fusion"): Auf Rack-Ebene werden die Flüssigkühlungs-Verteilungseinheit (CDU) und die Hochspannungs-Stromverteilungseinheit (PDU) physikalisch integriert und einheitlich verwaltet. Dieses "integrierte Kühl- und Stromdesign" ist die ultimative technische Antwort auf extrem hohe Leistungsdichten pro Rack, die Vereinfachung der Bereitstellung und die Verbesserung der Energieeffizienz (Senkung des PUE). Es verkörpert die physische Umsetzung des deterministischen Designs vom Konzept zur realen Form.
b. NVIDIA: Der Flüssigkühlungsrahmen agiler Ökosystem-Innovation
Dies ist eine Designphilosophie, die den GPU-Kern in den Mittelpunkt stellt und durch die Definition offener Standards das globale Ökonomie befähigt. Ihr Kern liegt darin, einen validierten "Bauplan" bereitzustellen, der die Anwendungsschwelle für die gesamte Branche senkt und effiziente, flexible Skalierbarkeit ermöglicht.
· Chip-Level-Standardisierung und Referenzdesign (VRD): NVIDIA stellt für seine GPUs (z.B. die Blackwell-Serie) detaillierte thermische Referenzdesigns bereit, die physikalische Abmessungen des Kühlkörpers, die thermische Verlustleistung (TDP), Durchflussmenge, Druckverlust und andere Leistungsschnittstellen klar definieren. Dies liefert allen Kühlungsherstellern eine "Standardantwort", kapselt die Komplexität in Standardkomponenten und sichert so Kompatibilität und eine qualitative Grundlinie für die Basiskomponenten.
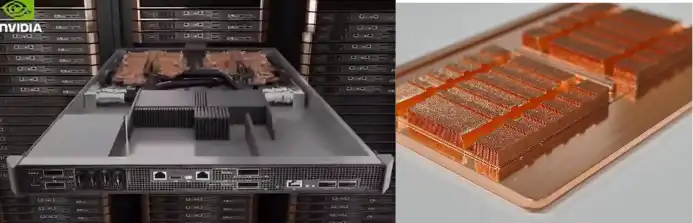
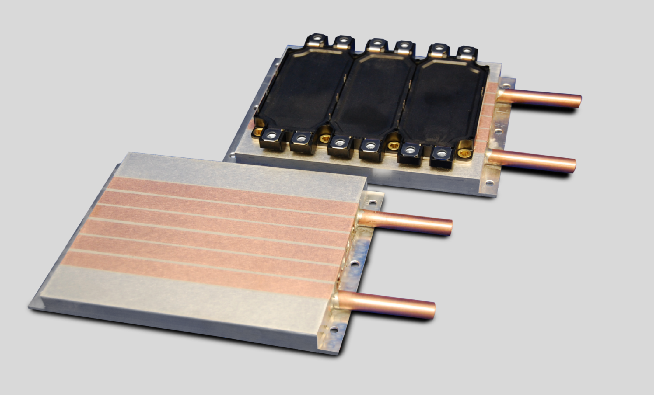
Abbildung 2: NVIDIA Server-Modul und Mikrokanal-Flüssigkühlkörper
· Ökosystem-Level-Kollaboration und Lösungszertifizierung: Enge Zusammenarbeit mit führenden Wärmemanagement- und Infrastrukturanbietern wie Vertiv und Boyd zur gemeinsamen Entwicklung und Zertifizierung von Rack-Level-Flüssigkühlungslösungen. Beispielsweise ist Vertivs "Tier 2 Ready"-Rack-Lösung ein vorab validiertes Produkt, das auf dem NVIDIA-Bauplan basiert. Sie ermöglicht es Rechenzentrumsbetreibern, Flüssigkühlungscluster wie Standardgeräte zu beschaffen und schnell einsatzbereit zu erhalt en.
· Digitaler Zwilling und beschleunigte Bereitstellung: Über die NVIDIA Omniverse-Plattform werden digitale Zwillinge und Simulationstools für Rechenzentrums-Flüssigkühlungssysteme bereitgestellt. Kunden können Kühllösungen in einer virtuellen Umgebung entwerfen, validieren und optimieren, was die Kosten und Risiken physischer Validierung erheblich reduziert und den Prozess von der Entwicklung bis zur Bereitstellung agil gestaltet.
Um diese beiden Pfade klarer zu verstehen, sind deren Kernunterschiede hier gegenübergestellt:

Tabelle 2: Huawei-Modell vs. NVIDIA-Modell: Überblick der Schlüsselunterschiede
3- Die Lehren der Geschichte und die künftige Konvergenz
Der Wettbewerb zwischen diesen beiden Pfaden ist in der Technologiegeschichte kein Einzelfall. Im Kern handelt es sich um eine weitere klassische Ausprägung des Gegensatzes zwischen systemintegrativer Innovation und plattformökologischer Innovation. Huawei ähnelt dem Apple der Steve-Jobs-Ära, indem es nach absoluter Kontrolle über das Produkterlebnis von der obersten bis zur untersten Ebene strebt. NVIDIA hingegen ähnelt eher dem heutigen Google Android, indem es durch die Festlegung von Kernstandards (Android-System/GPU-Architektur) den Wohlstand des gesamten Ökosystems antreibt.
Für die Branche liegt der künftige Trend wahrscheinlich nicht in der vollständigen Verdrängung des einen durch den anderen Ansatz, sondern in einer gewissen Konvergenz:
· Bei nationalen oder unternehmenskritischen Projekten, die extreme Rechenleistung anstreben, bleibt der Reiz des deterministischen Systemengineering ungebrochen.
· Im breiten kommerziellen Cloud-Computing-Markt wird sich die agile Ökosystem-Innovation aufgrund ihrer Geschwindigkeits- und Kostenvorteile weiter ausdehnen.
· Der funkelnde Funke der Erkenntnis könnte in der Schnittmenge entstehen: der Integration tieferer Maßschneiderung und kooperativer Optimierung in offene Ökosystem-Standards.
4- Schlussfolgerung
Der Wettstreit zwischen Huawei und NVIDIA im Bereich der Wärmeabfuhr ist daher im Wesentlichen ein Aufeinandertreffen zweier Kernkompetenzen im KI-Zeitalter: Die eine Seite strebt durch tiefe Integration von Systemtechnik nach deterministischer, maximaler Leistung. Die andere Seite treibt durch den Aufbau offener Standards und eines Ökosystems die agile Innovation und schnelle Verbreitung in der Industrie voran. Dieses Duell zeichnet den Teilnehmern in der Lieferkette klare Pfade vor: Sollen sie als "Spezialeinheit" tiefe Bindungen eingehen und konkrete, systemweite Festungen erobern? Oder als "Hauptarmee" in das Ökosystem eintreten und auf der weiten Ebene der Standards Märkte erschließen? Letztendlich hängt der Ausgang nicht nur von der Technologie selbst ab, sondern noch mehr vom Einblick in die Entwicklungslogik der Industrie und von der klaren Definition der eigenen Position in der künftigen Landkarte.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
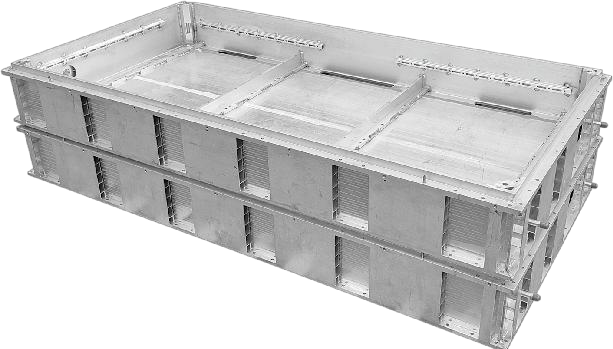
Wenn die „Größe“ der Batteriezelle zum Konsens wird, wird die „Stärke“ des Packs zum neuen Schlachtfeld
Die Energiespeicherbranche erlebt einen Sprung bei der Zellkapazität – der Wechsel von 280Ah hin zu 500Ah+ ist bereits Realität. Während sich die Branche auf die „Größe“ der Zelle konzentriert, rückt die „Stärke“ des Packs – also seine mechanische Tragfähigkeit und Fähigkeit zur Sicherheitsbeherrschung – in den Fokus des Wettbewerbs. Unabhängig davon, wie sich die Chemie oder Kapazität der Zelle entwickelt, müssen deren Ausdehnungskräfte, thermische Durchgehen-Energie und mechanische Lasten letztlich vom Untergehäuse des Packs, der mechanischen Basis, getragen werden.
Dieser Artikel beleuchtet aus der Perspektive des Strukturdesigns, wie das Untergehäuse des Packs differenzierten mechanischen und thermischen Anforderungen angesichts divergierender Zelltechnologiepfade begegnen und nachhaltig anpassbare Engineering-Kompetenzen aufbauen kann.
1 – Mechanische Analyse der drei technologischen Pfade: Das Dreiecks-Dilemma aus Last, Wärme und Raum
Die gestiegene Zellkapazität verändert direkt die Randbedingungen für das Pack-Systemdesign. Das Untergehäuse als „Skelett“ und „Haut“ des Systems muss drei Grundfragen neu beantworten:
a. Mechanische Analyse für 587Ah (Hochintegrationspfad)
Kernanforderung: Eine Energiedichte von ≥6 MWh in einem standard 20-Fuß-Container zu erreichen, treibt extrem kompakte Layouts wie „4 Spalten, 8 Cluster“ voran.
Herausforderungen für das Untergehäuse:
· Optimierung der Struktur-Tragfähigkeit: Bei erhöhter Gesamtmasse und reduzierten Stützpunkten muss das Gehäuse die Kraftübertragungspfade optimieren, um Gesamtsteifigkeit und lokale Festigkeit in kritischen Bereichen für Stabilität bei Transport und Betrieb zu gewährleisten.
· Integration der thermischen Managementstruktur: Das Flüssigkühlsystem ist tief mit dem Gehäuseboden und der Tragstruktur integriert – es dient sowohl als Kern des Wärmemanagements als auch als teilweise tragendes Element. Das Design muss dauerhafte Kühldichtigkeit unter langfristiger Strukturbelastung und thermischer Zyklisierung sicherstellen.
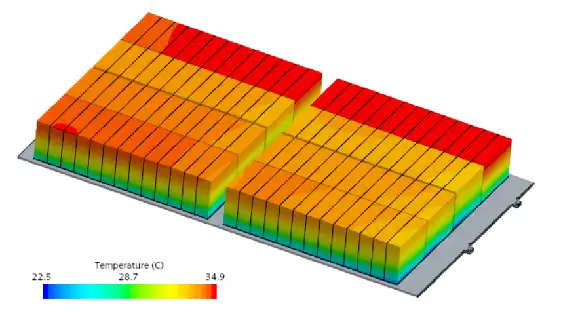
Abbildung 1: Simulation des Untergehäuses eines Energiespeicher-Packs
· Präzise Raumkoordination: Das Gehäuse muss in begrenztem Raum angemessene Toleranzen für Zellausdehnung, thermische Verschiebungen elektrischer Verbindungen und Feuerlöschleitungen vorsehen, um ein zuverlässiges Nebeneinander aller Subsysteme im kompakten Layout zu ermöglichen.
b. Thermo-mechanische Analyse des 684Ah-Pfads (Übergroße Kapazität)
Kernanforderung: Minimierung der Kosten pro Wh durch Maximierung der Einzelzellenkapazität, was jedoch physikalische Zentralisierungseffekte mit sich bringt.
Herausforderungen für das Untergehäuse:
· ‚Fokus‘-Effekt der Ausdehnungskräfte: Die Ausdehnungskraft einer einzelnen Zelle steigt nicht linear, sondern nahezu exponentiell mit der Kapazität. Der interne Rahmen des Gehäuses erfordert ein stärkeres und gleichmäßigeres ‚Bindungssystem‘, um die konzentrierten Ausdehnungsspannungen auf das gesamte Gehäuse zu verteilen und lokale plastische Verformungen zu vermeiden.
· ‚Gleichmäßigkeits‘-Dilemma im Wärmemanagement: Größere Wärmequellen benötigen effizientere Wärmeleitpfade. Das Material, die Dicke der Gehäusebodenplatte und das Design der Kontaktfläche zum Zellenboden (z.B. Kompressionsrate der Wärmeleitpads) werden entscheidend. Bei thermischem Durchgehen stellen die größere freigesetzte Energie höhere Anforderungen an die gerichtete Ableitfähigkeit der Druckentlastungskanäle und die Feuerwiderstandsdauer interner Brandschutztrennwände.
· Strukturelle Reaktion auf Gewichtskonzentration: Die schwereren Einzelzellen verändern die gesamten Vibrationsmodi des Packs. Das Untergehäuse erfordert neue Ermüdungssimulationen, um eine Lockerung von Verbindungselementen oder Strukturrissen durch Resonanz bei bestimmten Frequenzen zu verhindern.
c. Fertigungsanpassung für den 392Ah-Pfad (Robuster Übergangspfad)
Kernanforderung: Ausgewogenes Verhältnis von Leistung, Kosten und Liefereffizienz, um eine umfassend validierte Marktlösung bereitzustellen.
Herausforderungen für das Untergehäuse:
· Stabile Umsetzung einer ausgereiften Lösung: Basierend auf einem bewährten Design- und Fertigungssystem wird durch strenge Prozesskontrolle Produktkonsistenz sichergestellt, um einen schnellen und stabilen Massenproduktionsrhythmus zu unterstützen.
· Tiefgreifende Lieferketten-Synergie: Durch Nutzung etablierter Zuliefernetzwerke und mittels Materialauswahl, Prozessoptimierung und Massenbeschaffung wird die umfassende Kosteneffizienz des Produkts kontinuierlich gesteigert.
2 – Differenziertes Ingenieurdenken als Antwort:
Angesichts mehrerer Technologiepfade können Untergehäuse-Lieferanten nicht für jeden Weg ein neues technisches System aufbauen. Die eigentliche Lösung liegt in einer plattformbasierten, präzisen Reaktion – mit skalierbarem, modularisiertem Design, um verschiedene Anforderungen effizient anzupassen.
a. Fokus auf gemeinsame physikalische Prinzipien und Kooperationsmodelle
Die Zellenentwicklung folgt stabilen physikalischen Gesetzen. Wir haben einen gemeinsamen Bewertungsprozess auf Basis von Kernparametern etabliert. Unter Einbeziehung von Material- und Strukturdaten ermöglicht dies eine schnelle Einschätzung der Machbarkeit neuer Zellen, eine frühzeitige Identifizierung von Kompatibilitätsrisiken, eine Fokussierung der Designrichtung und eine Reduzierung späterer Nacharbeiten.

Abbildung 2: Untergehäuse für 587Ah-Energiespeicher-Pack
b. Aufbau eines flexiblen Systems aus „Standard-Schnittstellen + konfigurierbaren Modulen“
Um den kundenspezifischen Anforderungen durch divergierende Technologiepfade zu begegnen, haben wir ein klares Designsystem mit standardisierten Schnittstellen und intern konfigurierbaren Modulen etabliert:
· Einheitliche externe Schnittstellen: Montagepositionierung zum Energiespeicher-Container, elektrische Durchführungen, Anschlüsse für das Kühlsystem usw. halten sich strikt an gängige Branchenspezifikationen, um Kompatibilität und Montagekonsistenz auf Systemebene sicherzustellen.
· Konfigurierbare interne Struktur: Wir bieten eine Reihe interner Stützkomponenten und integrierter Wärmemanagement-Lösungen, die flexibel je nach Zellengröße und Anordnung kombiniert werden können.
· Integriertes Wärmemanagement-Modul: Das thermische Managementmodul ist modular aufgebaut. Kernziel ist die optimierte Temperaturregelung und Temperaturhomogenität der Zellen, wodurch es flexibel an die thermischen Anforderungen verschiedener Technologiepfade angepasst werden kann.
c. Einführung flexibler Fertigungslinien nach dem Prinzip „Fertigung als Teil des Designs“
Um der Vielfalt der Technologiepfade gerecht zu werden, ist unser Fertigungssystem um eine skalierbare Grundplattform und modulare Montage organisiert:
· Fertigung der Grundgehäuse-Plattform: Sie gewährleistet Präzision und Konsistenz der Hauptstruktur und bietet so eine zuverlässige Basis für verschiedene Konfigurationen.
· Modulare Montageeinheiten: Sie ermöglichen die flexible Auswahl und Montage entsprechender interner Stütz- und Wärmemanagementmodule basierend auf Zellengröße und Anordnung. Durch diesen Aufbau können wir auf derselben Produktionslinie effizient zwischen Produkten unterschiedlicher Technologiepfade wechseln und Kunden so bei der Bewältigung von Lieferketten- und Logistik-Herausforderungen unterstützen, die sich aus der parallelen Entwicklung mehrerer Pfade ergeben.
3 – Neudefinition des Werts des Untergehäuses: Vom passiven Träger zum aktiven Enabler
Das Untergehäuse entwickelt sich vom passiven Behälter zum systemkritischen Ermöglichungsbauteil, das Sicherheit, Energiedichte und Lebenszykluskosten direkt beeinflusst:
a. Sichere Tragstruktur: Durch Bereitstellung zuverlässiger struktureller Kanäle und Montagebasen für systemweite Druckentlastung und Brandschutztrennwände bildet es gemeinsam mit der Kontrolle der thermischen Ausbreitung einen mehrstufigen Sicherheitsschutz.
b. Unterstützung der Energiedichte: Leichtbau- und hochfeste Designs reduzieren Eigengewicht und Platzbedarf und schaffen so mehr Leistungsspielraum für Zellen und Kühlsystem.
c. Gewährleistung langfristiger Zuverlässigkeit: Strukturelle Integrität und Ermüdungsfestigkeitsauslegung befähigen das System, anhaltenden Herausforderungen wie Langzeitzyklen und Transportvibrationen standzuhalten.
4 – Fazit: Eine Brücke schlagen zwischen divergierender Upstream-Entwicklung und bestimmter Downstream-Anwendung
Mit der Weiterentwicklung der Zellentechnologie streben Energiespeichersysteme kontinuierlich nach mehr Sicherheit, höherer Dichte und geringeren Kosten. Das Untergehäuse muss eine zuverlässige und anpassungsfähige Basis bieten und durch Modularität sowie flexible Fertigung auf verschiedene Technologiepfade reagieren. Der Branchenwettbewerb verlagert sich zunehmend auf systemisches Engineering, wobei das Pack-Gehäuse ein Schlüsselelement darstellt.

Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Während der jahrzehntelangen Entwicklung von Rechenzentren blieb Luftkühlung die vorherrschende Wahl. Mit der Einführung der NVIDIA GB200-Serie wird dieses Gleichgewicht jedoch grundlegend durchbrochen. Wenn die Rechendichte neue Höhen erreicht, können traditionelle Kühlmethoden den Anforderungen nicht mehr gerecht werden. Flüssigkühlung rückt endgültig aus dem Hintergrund in den Vordergrund und wird zur entscheidenden Infrastruktur für KI-Rechenleistung.
1 – Grundlegender Wandel auf der Nachfrageseite
a. Leistungsdichte durchbricht kritische Schwelle
Die Leistungsdichte des GB200 NVL72-Racks wird voraussichtlich über 30 kW pro Rack liegen – ein Wert, der die Kühllimit von traditioneller Luftkühlung (15–20 kW) weit übersteigt. Dies bedeutet:
· Zwangsläufige Technologiewahl: Flüssigkühlung wird von „überlegenswert“ zur „einzigen Option“.
· Qualitativer Wandel des Marktvolumens: Jede GB200-Installation bedeutet einen gesicherten Bedarf an Flüssigkühlung.
· Deutliche Werterhöhung: Der Wert des Flüssigkühlsystems pro einzelnes Rack erreicht eine Größenordnung von mehreren hunderttausend RMB.
b. Anforderungen an die Zuverlässigkeit steigen
Mit steigender Rechendichte pro Rack wächst auch der geschäftliche Wert, den es trägt, exponentiell. Die Zuverlässigkeit des Flüssigkühlsystems betrifft direkt:
· Geschäftskontinuität: Ein einziger Kühlungsausfall kann Rechenleistungsverluste in Millionenhöhe verursachen.
· Systemlebensdauer: Pro 10 °C Temperaturerhöhung halbiert sich die Lebensdauer elektronischer Komponenten.
· Leistungsstabilität: Die Kühleffizienz bestimmt direkt, ob Chips dauerhaft ihre Spitzenleistung halten können.
2 – Umfassend gesteigerte technische Anforderungen
a. Sprungartig erhöhte Anforderungen an die Kühlleistung
Der GB200 stellt bisher unerreichte Anforderungen an das Kühlsystem:
· Verdopplung der Wärmeleitfähigkeit
· Die Wärmeleitfähigkeit der Kühlplatte muss das 3- bis 5-fache herkömmlicher Lösungen erreichen
· Der Kontaktwiderstand muss um eine Größenordnung reduziert werden
.")
Abbildung 1 – Mikrokanal-Flüssigkühlplatte
b. Präzise Durchflusskontrolle
· Eine Durchflussregelgenauigkeit von innerhalb ±1 % muss erreicht werden
· Unterstützung dynamischer Durchflussanpassung für verschiedene Lastprofile
c. Temperaturhomogenität
· Die Temperaturdifferenz auf der Chip-Oberfläche muss innerhalb von 5 °C kontrolliert werden
· Lokale Hotspots müssen vermieden werden, um die Systemstabilität zu gewährleisten
3 – Sprunghaft gestiegene Systemintegrationskomplexität
Flüssigkühlsysteme haben sich von einfachen Komponentenlieferungen zu komplexen Systemprojekten entwickelt:
a. Traditionelles Modell:
· Bereitstellung standardisierter Kühlplatten
· Einfache Rohrverbindungen
· Grundlegende Überwachungsfunktionen
b. GB200-Ära:
· Rack-weites Flüssigkühl-Architekturdesign
· Intelligentes Durchflussverteilungssystem
· Echtzeit-Überwachung des Systemzustands
· Fähigkeit zur vorausschauenden Wartung

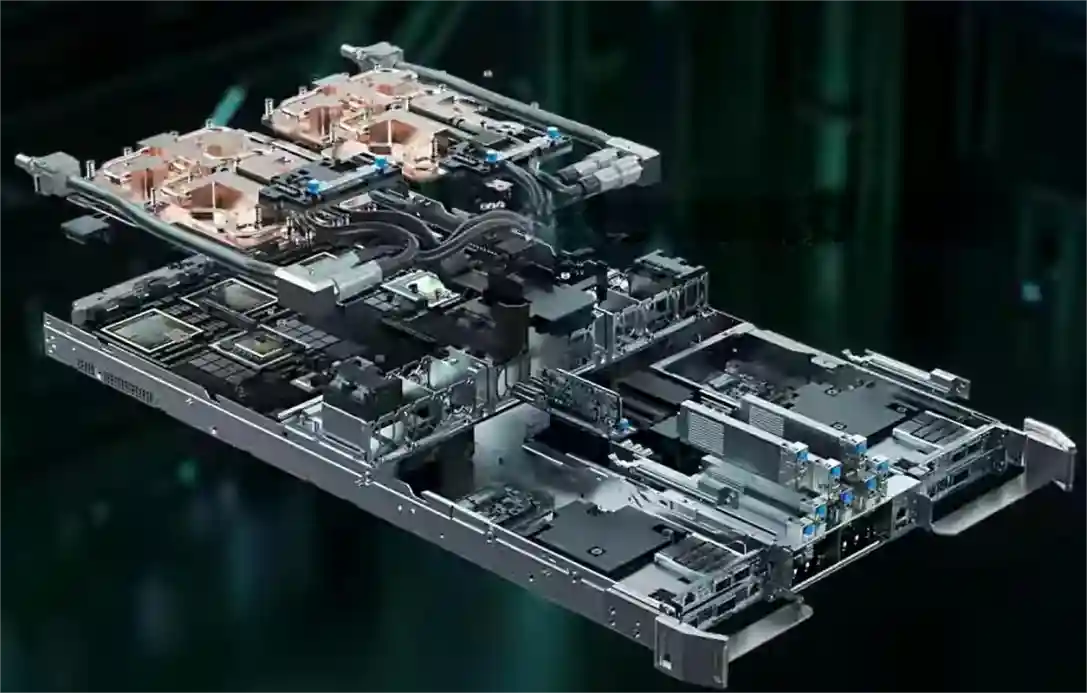
Abbildung 2 – NVIDIA GB200-Rack
4 – Umfassend gesteigerte Wettbewerbsbarrieren
In der neuen Marktumgebung müssen Unternehmen höhere Hürden überwinden:
a. Technologische Barrieren
Flüssigkühlungsunternehmen müssen die Grenzen einzelner Disziplinen durchbrechen und ein interdisziplinäres Technologieportfolio aufbauen. Die tiefe Integration multidisziplinärer Technologien – wie Mikrokanal-Design, Materialwissenschaften und Strömungsmechanik – ist zur Grundvoraussetzung geworden. Die Fähigkeit zur chipgenauen thermischen Simulation und Optimierung prüft zudem die technologische Tiefe eines Unternehmens. Es handelt sich nicht mehr um einfache Verfahrensverbesserungen, sondern um systemische Projekte, die langfristige F&E-Investitionen erfordern.
b. Zertifizierungsbarrieren
Das industrielle Zertifizierungssystem wird immer strenger. Unternehmen müssen nicht nur strenge Zuverlässigkeitstests der Server-Hersteller bestehen, sondern auch die technische Zertifizierung des Chip-Herstellers (OEM) erhalten. Diese doppelte Zertifizierung validiert nicht nur die technische Leistung des Produkts, sondern prüft auch das Qualitätsmanagement und die Fähigkeit zur kontinuierlichen, stabilen Lieferung. Sie ist zum erforderlichen Passierschein für den Eintritt in die kritische Lieferkette geworden.
c. Servicebarrieren
Da Flüssigkühlsysteme zum Kernsubsystem aufgestiegen sind, ist die Servicefähigkeit zu einem entscheidenden Wettbewerbsfaktor geworden. Unternehmen müssen ein landesweites Schnellreaktionsnetzwerk aufbauen und ein professionelles 24/7-Betriebs- und Wartungssystem etablieren. Diese Servicefähigkeit erfordert nicht nur rechtzeitigen technischen Support, sondern vor allem vorbeugende Wartung und Notfallbehandlung in Form einer kompletten Service-Lösung – um so zum wirklich vertrauenswürdigen Partner der Kunden zu werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
In der Entwicklungsgeschichte der Rechenarchitektur kommen einige Momente nicht leise. Die Vorstellung des NVIDIA GB200 NVL72 ist ein solcher Moment – nicht nur ein neues Produkt, sondern eine vollständige Neudefinition des Server-Begriffs.
Dreißig Jahre lang bedeutete "Server" eine standardisierte Gehäuseeinheit: mit Hauptplatine, CPU, Speicher, Festplatten und Erweiterungskarten, verbunden über Industrieschnittstellen. Gemessen in "U", gestapelt in Racks, vernetzt über Kabel. Doch der GB200 NVL72 zersetzt diese Definition im Kern.
Sein Wesen ist nicht länger "ein Server", sondern ein "Rechensystem" in Rack-Form. Traditionelle Komponenten werden dekonstruiert und durch NVLink-C2C, Flüssigkühlung und Rack-Strommanagement in eine untrennbare Einheit reintegriert. Dies ist kein Upgrade, sondern ein Paradigmenwechsel.
1 - Was ist ein "Server"? Die Antwort wandelt sich
Dreißig Jahre lang war ein Server ein standardisiertes Gehäuse: Hauptplatine, CPU, Speicher, Festplatten, Erweiterungskarten – alle nach Industriestandards austauschbar.
Doch GB200 ändert dies fundamental:
· Rechenkern nicht mehr separate CPU/GPU, sondern GB200 Superchip – eine integrierte CPU-GPU-Einheit
· Verbindung nicht über PCIe, sondern über Anpassung NVLink-Backplanes
· Kühlung nicht optional, sondern integriertes Flüssigkühlsystem
· Bereitstellungseinheit wechselt vom "Gehäuse" zum "Rack"
Traditionelle Serverkomponenten werden "zerlegt" und auf Rack-Ebene neu integriert. Keine Evolution, sondern Rekonstruktion.
Tabelle 1 - Neudefinition der physischen Architektur: Vom "Gehäuse" zum "Rack"

2 - Die drei Säulen der „Rack-Level-Architektur“
Das traditionelle Serverdesign balanciert und kompromittiert innerhalb eines geschlossenen Gehäuses. Die durch den GB200 repräsentierte Rack-Level-Architektur hingegen betrachtet Kühlung, Konnektivität und Stromversorgung in einer neuen Dimension als komplettes System im Top-Level-Design. Es geht nicht mehr um das Stapeln von Komponenten, sondern um eine systemweite Tiefenintegration. Dies basiert auf der synergetischen Innovation von drei Kernpfeilern.
Säule 1: Vom „Networking“ zum „Backplane-Bus“
In traditionellen Rechenzentren sind Server eigenständige Knoten, die über Netzwerke (wie Ethernet) kommunizieren. Im GB200 NVL72 hat der NVLink-Fabric im Rack die Rolle des Busses auf einem Mainboard übernommen und wird zum „Rückgrat“, das alle Recheneinheiten verbindet. Dies ermöglicht, dass 72 GPUs im Rack wie eine einzige riesige GPU zusammenarbeiten, mit optimierter Kommunikationsbandbreite und Latenz um Größenordnungen.
Säule 2: Kühlung wird vom „Support-System“ zum „Kern-Subsystem“
Wenn die Rechendichte von einigen Dutzend Kilowatt auf über hundert Kilowatt pro Rack steigt, stößt traditionelle Luftkühlung an ihre Grenzen. Flüssigkühlung ist kein optionales „Support-System“ mehr, sondern ein Kernsubsystem, gleichwertig mit Rechenleistung und Konnektivität. Ihr Design entscheidet direkt über die Performance und Stabilität des Gesamtsystems und ist der Schlüssel von „funktionsfähig“ zu „hochleistungsfähig“.
Säule 3: „Zentralisierung und Restrukturierung“ von Management und Stromversorgung
Der GB200 nutzt eine rackweite zentrale Stromversorgung und Verwaltung. Dies zielt nicht nur auf eine höhere Stromwandlungseffizienz ab, sondern definiert auch die Systemkopplung neu. Es führt zu vereinfachter Verkabelung und einer einheitlichen Managementansicht, erweitert jedoch auch die Fehlerdomäne von einem einzelnen Server auf das gesamte Rack und stellt neue Anforderungen an den Betrieb.
3 - Neustrukturierung und Verlagerung der Wertschöpfungskette
Die „Rack-Level-Architektur“, verkörpert durch den GB200, wirkt weit über die Technologie selbst hinaus und zeichnet klar den Verlauf einer neuen branchenweiten Wertschöpfungskette nach. Traditionelle Wertverteilungen werden aufgebrochen, neue Wertschöpfungszentren entstehen bei der systemweiten Integration und der Software-Hardware-Synergie.
Server-Hersteller: Strategischer Wandel vom ‚Definierer‘ zum ‚Integrator‘
Traditionelle Server-Giganten wie Dell und HPE sehen ihre Kernwerte schwinden. Deren einstige Überlebensgrundlage – Mainboard-Design, Systemoptimierung und Standardfertigung – verliert in hochgradig kundenspezifischen,Werkseitig integriert Systemen wie dem GB200 an Bedeutung.
Doch in der Krise liegen neue strategische Chancen:
· Wertverlagerung nach oben: Der Wettbewerbsfokus verschiebt sich vom Server-Innendesign zu Rack-Level-Flüssigkühlung, Stromversorgungseffizienz und Strukturlayout.
· Wertausweitung: Die Kernkompetenz erweitert sich von der Hardware-Fertigung hin zu professionellen Services für Massenbereitstellung, plattformübergreifendes Betriebsmanagement und Integration in bestehende IT-Landschaften.
Dies bedeutet eine Transformation der Rolle: Vom „Definierer“ standardisierter Produkte zum „höherwertigen Integrator und Enabler“ komplexer Systeme.
‚Strategischer Einkauf‘ der Cloud-Anbieter: Balance zwischen Abhängigkeit und Autonomie
Für Hyperscaler ist der GB200 sowohl strategische Notwendigkeit als auch Warnung.
· Kurzfristige Taktik: Als ultimative Rechenleistungs-Referenz ist der GB200-Einkauf eine zwingende Wahl, um die Marktnachfrage nach top KI-Leistung zu bedienen.
· Langfristige Strategie: Um Lieferkettenrisiken und Vendor-Lock-in zu vermeiden, sind eigenentwickelte KI-Chips (wie TPU, Trainium, Inferentia) zur Kernstrategie für künftige Autonomie geworden.
Ihr Verhalten spiegelt die komplexe Abwägung zwischen Effizienz und Autonomie, kurzfristigem Markt und langfristiger Kontrolle wider.
Entwicklung der Entscheidungsfindung bei Endkunden: Von der Bewertung der ‚Komponenten‘ zur Bewertung des ‚Outputs‘
Für technische Entscheidungsträger (CTOs, technische VPs) vollzieht sich ein fundamentaler Wandel im Beschaffungsparadigma.
Traditionelle Einkaufsliste:
· CPU-Kerne und Taktfrequenz
· GPU-Modell und -Anzahl
· Speicher- und Storage-Kapazität sowie -Geschwindigkeit
Heutige strategische Überlegungen:
· Effizienzkennzahlen: Leistung pro Watt, gesamte Modelltrainingszeit
· Gesamtbetriebskosten (TCO): Umfassende Kosten inkl. Hardware, Energie, Betrieb und Personal
· Geschäftsagilität: Zeitzyklus von der Bereitstellung bis zum Ergebnis
Dieser Wandel markiert den entscheidenden Übergang der Technologiebeschaffung von einer Cost-Center- zu einer Produktivitäts-Investitions-Mentalität.
Der GB200 definiert die Recheneinheit neu – vom „Server“ zum „Rack“. Dies ist mehr als ein Leistungsupgrade, es ist ein vollständiger Architekturparadigmenwechsel. Das Streben nach Effizienz übertrifft das reine Komponentenstapeln, die Wertschöpfungskette der Branche wird neu strukturiert. In diesem Wandel ist nur eines sicher: Sich anpassen oder zurückbleiben.
Eine neue Ära des Rechnens hat begonnen.

Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
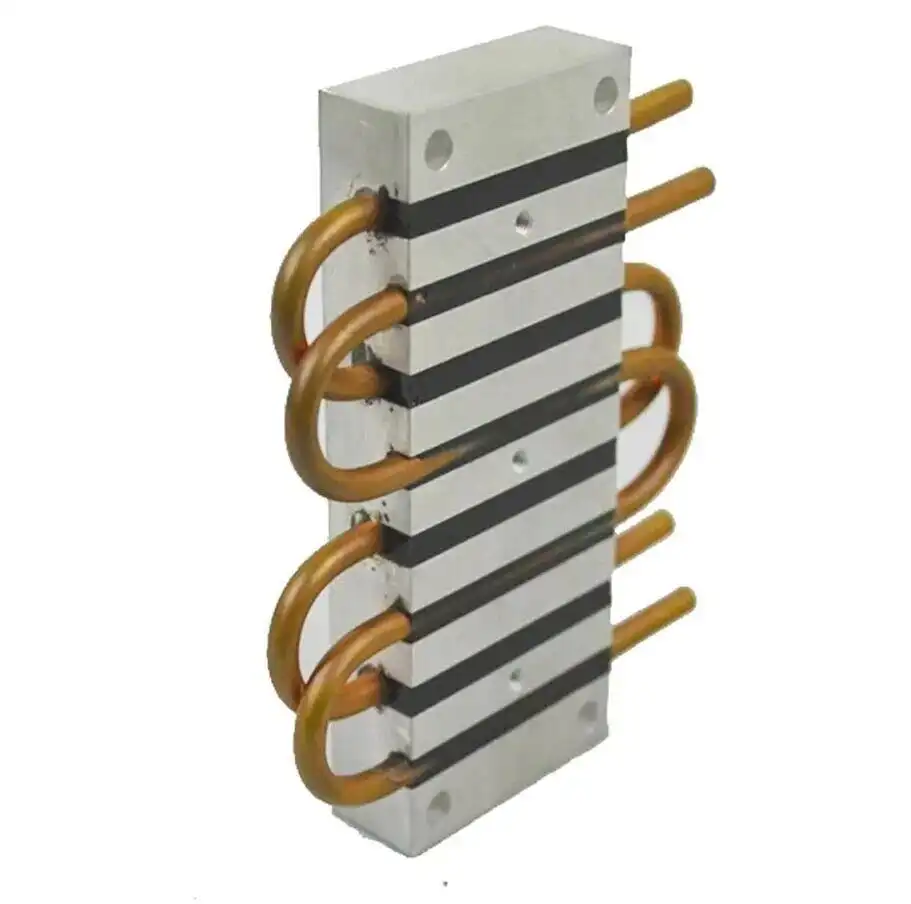
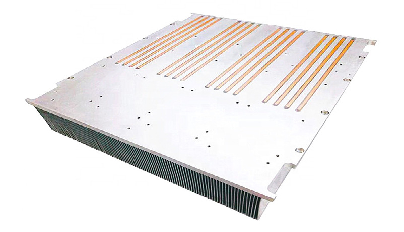
Wenn Ihre Geräte mehrere Kernwärmequellen mit unabhängigen Betriebszuständen, unterschiedlichen Verlustleistungen oder Isolationskühlanforderungen aufweisen, stößt eine traditionelle Einzelkanal-Kühlplatte an ihre Grenzen – mehrkreisige Flüssigkühlkörper mit eingebetteten Kupferrohren sind hier die entscheidende Lösung.
1-Warum Mehrkreislauf? Drei Hauptanwendungsfälle adressieren konkrete Probleme
a. Thermische Entkopplung für die Leistungssicherung kritischer Komponenten
Wenn verschiedene Bauteile wie IGBTs und Dioden oder CPUs und GPUs eng beieinander angeordnet sind, kann ein einzelner Kühlkanal zu gegenseitiger Wärmeinterferenz ("Übersprechen") führen. Dies zwingt weniger wärmeerzeugende Komponenten, bei höheren Temperaturen zu arbeiten. Ein Mehrkreislauf-Design wirkt wie eine "individuelle Klimaanlage" für jedes Bauteil, unterbindet Wärmeinterferenz wirksam und gewährleistet, dass jede Einheit in ihrem optimalen Temperaturbereich arbeitet – was die Systemleistung und Stabilität steigert.
b. Systemredundanz für hochzuverlässige Architekturen
In Bereichen mit extrem hohen Zuverlässigkeitsanforderungen (z.B. Server, Kommunikations-Basisstationen) führt ein Ausfall eines einzelnen Kühlkreislaufs zum Systemstillstand. Das Mehrkreislauf-Design ermöglicht ein "N+1"-Redundanz-Kühlsystem. Bei einem unerwarteten Ausfall eines Kreislaufs können die verbleibenden Kreisläufe weiterhin eine Grundkühlung bereitstellen. Dies verschafft wertvolle Zeit für Wartungsarbeiten und ist grundlegend für hochverfügbare Designs.
c. Anpassung an unregelmäßige Layouts und differenzierte Kühlanforderungen
Bei ungleichmäßig verteilten Wärmequellen ist eine homogene Kühlung mit einem einzigen Kanal schwer zu erreichen. Mehrkreisläufe ermöglichen eine "maßgeschneiderte" Lösung: Sie können den Verlauf jedes Kupferrohrs flexibel an die tatsächliche Form und Anordnung der Wärmequellen anpassen, um jede Wärmequelle präzise mit dem optimalen Kanalweg zu versorgen. Gleichzeitig können Sie leistungsstarke Kreisläufe für Bauteile mit hoher Verlustleistung und kleinere Kreisläufe für solche mit geringerer Leistung konfigurieren – für eine optimale Zuordnung der Kühlressourcen.

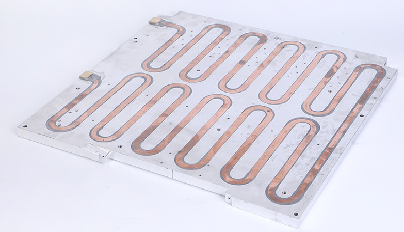
Abbildung 1: Mehrkreis-Flüssigkühlplatte mit eingebettetem Kupferrohr
2-Design- und Fertigungskern: Wie lassen sich Leistung und Zuverlässigkeit auf engstem Raum in Einklang bringen?
Beim Mehrkreislauf-Design ist der Kanalabstand der entscheidende Erfolgsfaktor.
a. Thermische Mindestanforderung: Vermeidung von "thermischen Kurzschlüssen"
Ist der Abstand zwischen benachbarten Kanälen zu gering, kann sich Wärme selbst bei unabhängigen Kreisläufen schnell durch das dazwischenliegende Aluminiumsubstrat ausbreiten – die Isolationswirkung wird erheblich beeinträchtigt. Durch Simulationen und Tests haben wir einen Mindestabstand vom ≥1,5-fachen Rohrdurchmesser als Grundprinzip festgelegt, um die thermische Unabhängigkeit sicherzustellen.
b. Strukturelle Grenze: Wahrung der "drucktragenden Lebenslinie"
Das Aluminiumsubstrat zwischen den Kanälen stellt eine Schwachstelle für die Innendruckbelastung dar. Ein zu enger Abstand führt zu unzureichender Stegfestigkeit, was bei Druckspitzen ein Aufreißrisiko birgt. Mithilfe mechanischer Spannungssimulationen stellen wir sicher, dass die Spannung zwischen den Kanälen unter allen Betriebsbedingungen deutlich unter der Streckgrenze des Materials bleibt – und eliminieren so grundsätzlich die Gefahr des "Berstens der Platte".

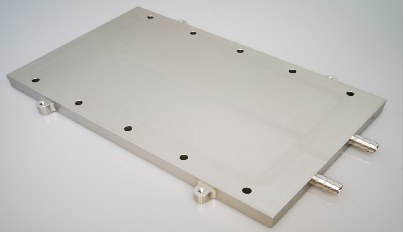
Abbildung 2: Flüssigkühlplatte mit eingebettetem Kupferrohr
c. Fertigungstechnische Limiten: Sicherstellung der "Präzisionsfertigung"
Enge Abstände stellen hohe Anforderungen an die Fräswerkzeuge für die Nutbearbeitung. Basierend auf umfassender Fertigungserfahrung setzen wir den Abstand in Relation zum Werkzeugdurchmesser. So gewährleisten wir nicht nur eine effiziente Bearbeitung, sondern auch glatte und ebene Nutwände – die Grundvoraussetzung für den späteren formschlüssigen Einbau der Kupferrohre und eine wärmeleitoptimierte Verbindung.
3- Wichtige Aspekte der technischen Umsetzung
Eine erfolgreiche Mehrkreislauf-Konstruktion erfordert die Beachtung folgender Punkte:
a. Kooperatives Design
Es wird empfohlen, thermisches und mechanisches Design bereits in der Konzeptphase zu integrieren. Strömungskanallayout, strukturelle Festigkeit und Fertigungsmöglichkeiten sollten gemeinsam betrachtet werden, um nachträgliche Designänderungen zu vermeiden.
b.Prozesskontrolle
• Hochpräzises CNC-Nutenfräsen zur Sicherstellung der Nutenbreitentoleranzen und Oberflächenqualität
• Anwendung der Innendorn-Biegetechnik für Kupferrohre, um deren Durchgängigkeit und gleichmäßige Wandstärke nach dem Biegen zu gewährleisten
• Zuverlässige Einlege- und Fixiertechnik zur Verhinderung von Rohrverschiebungen unter Vibrationsbedingungen
c.Verifikationstests:
• 100 %-Dichtheitsprüfung
• Charakterisierung der Durchfluss-Druckverlust-Charakteristik
• Verifikation des Wärmewiderstands
• Berstdrucktests
Zusammenfassend lässt sich sagen: Mehrkreisige Flüssigkühlkörper mit eingebetteten Kupferrohren sind eine wirksame Lösung für komplexe Kühlaufgaben mit mehreren Wärmequellen. Der Schlüssel zum Erfolg liegt im tiefen Verständnis ihrer Konstruktionslogik und im Finden des optimalen Gleichgewichts zwischen Leistung und Zuverlässigkeit.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
1-Vorverarbeitung von Kupferrohren (Biegen und Abflachen)
Ziel: Gerade, runde Kupferrohre so umformen, dass sie exakt der flachen Form des vorgesehenen Kanalprofils entsprechen.
a. Materialauswahl: Warum sauerstofffreies Kupfer?
Sauerstofffreies Kupfer (C1220) mit einer Reinheit von 99.9% und ohne Oxidide an den Korngrenzen ist äußerst duktil. Dies ermöglicht eine verformungsintensive Bearbeitung ähnlich wie bei Teig, wodurch beim Biegen und Abflachen Risse oder Mikrorisse vermieden werden, was die spätere Zuverlässigkeit gewährleistet.
b. Biegeradius: Die kritische Untergrenze
Der minimale Biegeradius muss ≥ dem 1.5-fachen des Rohrdurchmessers betragen – dies ist eine feste Regel. Bei Unterschreitung wird die Außenwand des Rohrs übermäßig gedehnt, dünner und kann reißen. Der Einsatz eines Innenabstütz-Biegegeräts (Dornbiegemaschine) ist entscheidend, um Faltenbildung auf der Rohrinnenseite zu verhindern.
c. Abflachen: Die präzise "Gewichtsreduktion"
Abflachen ist kein einfaches Zusammendrücken, sondern eine kontrollierte plastische Verformung mittels Präzisionswerkzeugen. Die Kanaltiefe nach dem Abflachen darf nicht weniger als 30% des ursprünglichen Innendurchmessers betragen. Das Kernziel ist eine gleichmäßige Wandstärke nach dem Abflachen. Lokale Totfalten oder übermäßiges Ausdünnen müssen unbedingt vermieden werden, da diese Stellen potenzielle spätere Leckagen darstellen.

Abbildung 1: Wärmerohr-Biegen
d. Verfahrensablauf: Erst biegen oder erst abflachen?
Zwingend „erst biegen, dann abflachen“. Das Biegen runder Rohre ist ein ausgereiftes und kontrollierbares Verfahren. Würde man zuerst abflachen, wäre das Biegen von abgeflachten Rohren mit kleinem Radius nahezu unmöglich und zudem qualitativ minderwertig; die Innenwände des Kanals würden sich stark verformen und einen drastischen Anstieg des Strömungswiderstands verursachen.
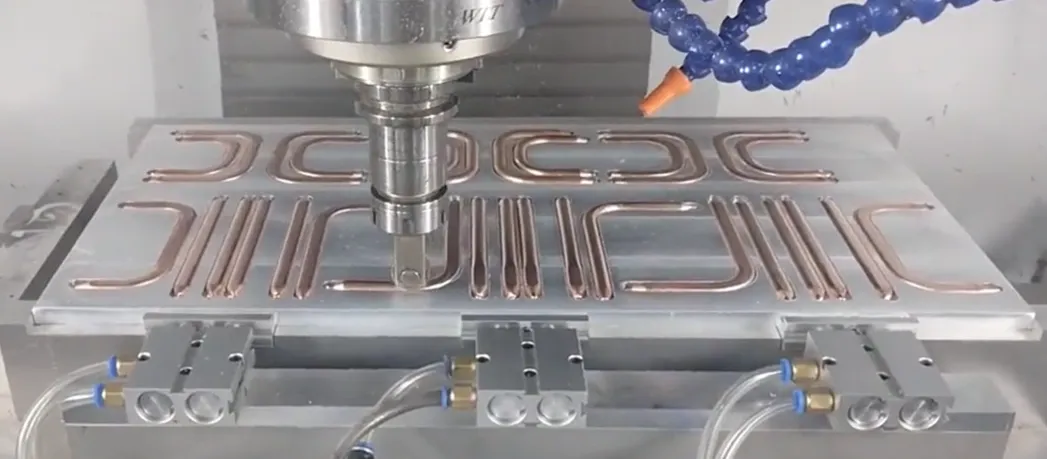
2- Grundplattenbearbeitung (Präzisionsfräsen von Nuten)
Ziel: Das Fräsen von maßgenauen "Schienen" in eine Aluminium-Grundplatte, in die die Kupferrohre eingelegt werden.

Abbildung 2: Eingebettetes Kupferrohr
a. Nutbreiten-Design: Übermaßpassung
Die Nutbreite muss geringfügig kleiner sein als die Breite des abgeflachten Kupferrohrs (typischerweise 0,05-0,1 mm weniger), um eine Übermaßpassung zu bilden. Diese erzeugt Reibungskräfte, die das Kupferrohr fest "umgreifen" und die Grundlage für die primäre Fixierung und die Verringerung des Kontaktwärmewiderstands bilden.
b. NuttiEFensteuerung: Bearbeitungszugabe für das Planfräsen
Die NuttiEFe bestimmt, wie weit das Kupferrohr nach dem Einlegen über die Grundplattenoberfläche hinausragt. Diese Höhe stellt die Bearbeitungszugabe für den nachfolgenden Planfräsprozess dar. Die Gleichmäßigkeit der NuttiEFe beeinflusst direkt die Endgleichmäßigkeit der verbleibenden Wandstärke des Kupferrohrs.
c. Werkzeug und "Schwingungen"
Beim Fräsen schmaler und tiefer Nuten kann es bei einem zu großen Länge-Durchmesser-Verhältnis des Fräsers zu "Schwingungen" (Chattern) kommen, was zu rauen Nutwänden und Maßabweichungen führt. Daher darf der Kanalabstand nicht zu gering sein; es muss ausreichend Raum für die Werkzeugstärke und -steifigkeit vorhanden sein.
d. Sauberkeit: Die unsichtbare Qualität
Nach dem Fräsen müssen Aluminiumspäne und Ölrückstände zu 100% entfernt werden. Jegliche Verunreinigungen bilden eine wärmedämmende Schicht zwischen Kupferrohr und Aluminiumgrundplatte, die den Kontaktwärmewiderstand erheblich erhöht und die Kühlleistung drastisch verschlechtert.
3-Einlegen und Fixieren
Ziel: Die geformten Kupferrohre präzise in die Nuten der Grundplatte einlegen und eine stabile Verbindung schaffen.
a. Übermaßpassung: Die primäre Haltekraft
Durch präzise Maßtoleranz wird das Kupferrohr unter Krafteinwirkung (z.B. Presse) in die etwas schmalere Nut „gepresst“. Die elastische Rückstellkraft der Materialien erzeugt einen erheblichen Flächendruck, welcher die primäre Quelle der Haltekraft darstellt.

Abbildung 3: Wärmerohr-Befestigung
b. Zusätzliche Fixierung: Verhindern von "Wippen"
Allein durch die Übermaßpassung könnten sich die Enden der Kupferrohre unter thermischer Belastung lösen und "wippen". Eine zusätzliche Fixierung ist erforderlich: Mikropunktschweißen (hohe Festigkeit, benötigt präzise Wärmesteuerung) oder wärmeleitendes Epoxidharz (geringere Spannungen, Alterungsrisiko).
c. Der Feind des Kontaktwärmewiderstands
Luft zwischen Kupferrohr und Aluminiumnut ist ein schlechter Wärmeleiter und die Hauptursache für den Kontaktwärmewiderstand. Hochwärmeleitfähige Klebstoffe oder das Verschweißen füllen mikroskopische Hohlräume, verdrängen die Luft und reduzieren den Wärmewiderstand erheblich.
d. Warnung vor galvanischer Korrosion
Aluminium und Kupfer bilden in Gegenwart eines Elektrolyten ein galvanisches Element, wobei Aluminium als Anode korrodiert. Daher müssen die Dichtheit des Kühlsystems gewährleistet und demineralisiertes Wasser bzw. korrosionsgehemmtes Kühlmittel verwendet werden, um den Korrosionspfad auf Systemebene zu unterbrechen.
4-Oberflächenbearbeitung (Planfräsen vs. Tiefeinbetten)
Ziel: Schaffung einer finalen Wärmeübertragungsfläche mit hoher Ebenheit und niedrigem Wärmewiderstand, die für die Montage von Chips geeignet ist.
a. Planfräsprozess: Die leistungsstärkste Methode
Verwendung von ultra-harten Werkzeugen zum gleichzeitigen Fräsen von Kupfer und Aluminium, um eine perfekt coplanare und bündige Oberfläche zu erzeugen. Dies ermöglicht dem Wärmequellen-Bauteil einen direkten, großflächigen Kontakt mit dem hochleitfähigen Kupferrohr und erzielt den niedrigstmöglichen Wärmewiderstand.
b. Tiefeinbettverfahren: Der zuverlässige Wächter
Runde Kupferrohre werden eingebettet und mit hochwärmeleitendem Epoxidharz umgossen. Die Kupferrohre behalten ihre runde Form, was eine höhere Druckbelastbarkeit bietet. Die Verfüllung bietet zusätzlichen Schutz und dient als Spannungspuffer, was eine höhere Zuverlässigkeit bedeutet – bei jedoch etwas höherem Wärmewiderstand im Vergleich zur Planfräsung.
c. Finale Wandstärke: Der entscheidende Parameter
Das Kernziel bei der Planfräsung ist die finale verbleibende Wandstärke des Kupferrohrs. Diese muss einen Ausgleich zwischen Leistung (dünn) und Zuverlässigkeit/Schutz gegen Durchfräsen (dick) finden und wird typischerweise in einem optimalen Bereich von 0.15–0.3 mm kontrolliert.
d. Ebenheit: Die Grundlage für guten Kontakt
Unabhängig vom verwendeten Verfahren ist die Ebenheit der Montagefläche (typische Anforderung: < 0.1 mm) eine harte Anforderung. Bereits mikrometergroße Unebenheiten müssen mit Wärmeleitpaste ausgeglichen werden. Eine unzureichende Ebenheit führt zu einem starken Anstieg des Kontaktwärmewiderstands und damit zum Versagen der Kühlung.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Um die Reichweite und Kapazität von Elektrofahrzeugen zu erhöhen, wechselt das Hochvoltbatteriepackvon einem einlagigen Layout zu einer mehrschichtigen Stapelstruktur. Dieser Wandel erhöht signifikant die Energiedichte, bringt aber auch neue strukturelle Herausforderungen mit sich. Dieser Artikel beleuchtet drei Aspekte: Kernprobleme, Lösungsansätze und zukünftige technische Richtungen.
1 - Kernherausforderungen: Die mechanischen Herausforderungen des mehrschichtigen Stapelns
Die Erweiterung des Batteriepacksvon einer auf mehrere Lagen ist weit mehr als eine einfache Addition. Sie verändert die internen mechanischen Bedingungen und externen Lastpfadegrundlegend und bringt vier Kernherausforderungen mit sich:
a. Explosionsartiger Anstieg der vertikalen Lasten und Risiko des Materialkriechens
・In mehrschichtigen Strukturenaddiert sich das Gewicht der Zellen, Moduleund Strukturelementevon Schicht zu Schicht. Die unterste Schicht trägt eine weitaus höhere statische Drucklastals die oberste.
・Diese anhaltende hohe Druckspannungstellt eine ernsthafte Belastung für die Langzeiteigenschaftendes Materials dar, insbesondere für die Kriechbeständigkeit(langsame plastische Verformungdes Materials über Zeit unter konstanter Spannung).
・Wenn die zwischenschichtige Unterstützungoder Zellbefestigungselementekriechen, kann dies zu Vorspannkraftrelaxationführen, was die Zellzykluslebensdauerund Stabilität des Grenzflächenkontaktsbeeinträchtigt. Daher ist die Suche nach Materialien, die sowohl Leichtbauals auch hervorragende Kriecheigenschaftenvereinen, von entscheidender Bedeutung.
b. AusdehnungskraftÜberlagerungseffektund Strukturstabilität
・Lithium-Ionen-Batterienerzeugen aufgrund von Volumenänderungender Elektrodenmaterialienwährend des Lade- und Entladevorgangseinen "Atmungseffekt", der zur Zellausdehnungführt. In mehrschichtigen Stapelstrukturenaddieren sich die Ausdehnungskräftevon Schicht zu Schicht, was die unteren Moduleeinem enormen Druck aussetzt.
・Diese zyklische Belastungkann leicht Gehäuseaufwölbung, Dichtheitsversagen, Quetschen von Strukturelementen, Zellenkurzschlusssowie einen beschleunigten Batterieleistungsabfallverursachen. Eine effektive Kontrolle erfordert eingebaute Sensorenzur Echtzeitüberwachungin Kombination mit digitaler Simulation, um das strukturelle Optimierungsdesignzu steuern.
c. Der grundlegende Widerspruch zwischen Raumausnutzung und Energiedichte
・Die Bewältigung der Schwerkraftund Ausdehnungskrafterfordert verstärkende Strukturen(wie zusätzliche Querträger, dickere Blechstärken), dies beansprucht wertvollen Raum und erhöht das Gewicht, was im Widerspruch zum Kernziel der Steigerung der volumetrischen Energiedichteund gravimetrischen Energiedichtesteht.
・Die Lösung liegt in struktureller Optimierungund dem Einsatz hocheffizienter Materialien, was den Wandel des Batteriepackshin zu einem Multi-Material-Designvorantreibt.
d. Crashtlast Übertragungspfad und Upgrade der sicherheitstechnischen Redundanz
・Die zunehmende Höhedes Batteriepacksverschärft die mechanische Belastungbei Seitenaufpralloder Bodenaufprall; seine erhöhte Strukturverstärkt den Hebeleffektund stellt höhere Anforderungen an die Festigkeit der Verbindungspunkteund die eigene Steifigkeitdes Batteriepacks.
・Es müssen schlagfeste Materialienund integriertes Designeingesetzt werden, um Kraftleitungund Energieabsorptionzu optimieren, um die Zellensicherheitunter Extrembedingungenzu gewährleisten. Dies treibt die Entwicklung der Batterie-Fahrzeug-Integration(CTC) Technologie voran, wodurch das Batteriepackzu einem integralen Bestandteil der Fahrzeugstrukturwird.
2 - Vergleichsanalyseer Strukturkonzepte
Um diesen Herausforderungen zu begegnen, hat die Industrie verschiedene innovative Ansätze erforscht:
a. Einstückiger Druckgussschale(One-piece Die-cast Tray)
・Vorteile: Hohe Integrationsgrad, reduziert die Anzahl der Teile, verbessert die gesamte Steifigkeit, Konsistenzund Dichtheit. Das Verfahrenunterstützt komplexe Geometrien, erleichtert die Integration von Kühlung, Versteifungsrippenund Befestigungspunkten. Die Gesamtstrukturbegünstigt das Management komplexer Spannungen.
・Herausforderungen: Das Druckgießenmehrschichtiger Rahmenstellt extrem hohe Anforderungen an Anlagen, Werkzeugeund Prozess, ist kostspielig. Reparatur nach einem Crashschwierig oder unmöglich. Die starre Gesamtstrukturkann an Flexibilitätmangeln, um differentielle Ausdehnungskräftezwischen den Schichtenzu managen.
b. Mehrstufiger modularer Rahmen(Multi-level Frame Modular)
・Vorteile: Flexibles Design und Herstellung, erleichtert Produktion, Wartungund Austausch。Natürlich geeignet für Multi-Material-Design,允许 für verschiedene EbenenLeistungund Kostenoptimiert werden. Nutzt das Konzept der "quasi-isotropen Schichtung" aus Verbundwerkstoffen, um das gesamte mechanische Antwortverhaltenzu optimieren und Spannungenzu verteilen.
・Herausforderungen: Viele Einzelteileund Verbindungselemente, komplexe Montage, kumulierte Toleranzenbeeinflussen Präzisionund Vorspannkraft。Zahlreiche Verbindungsschnittstellen(Schrauben, Nieten) sind potenzielle Schwachstellenund erhöhen das Gewicht.
c. Sandwichstruktur aus Hybridmaterialien(Hybrid Material Sandwich Structure)
・Vorteile: Hervorragende Leichtbaueffizienzund extrem hohe spezifische Steifigkeit(hochfeste Deckschichten+ leichte Kernmaterialienwie Schaum/Aluminiumwabe). Starke Biegefestigkeit, Kernmaterialbietet gleichzeitig Wärmedämmungund Energieabsorbierungseigenschaften, verbessert thermische Sicherheitund Crashsicherheit。Entspricht dem Trend zur multifunktionalen Integration.
・Herausforderungen: Herstellungsverfahrenkomplex, hohe Kosten. Die Haftfestigkeit der Grenzflächezwischen Deckschichtund Kernmaterialsowie deren Langzeitbeständigkeitsind entscheidend. Das Kernmaterialmuss über ausgezeichnete Druckkriechfestigkeitverfügen.
d. Bionische Wabenstruktur
・Vorteile: Theoretisch ideal für maximalen Leichtbau, hohe Steifigkeitund Druckfestigkeitdurch bionisches Design(Nachahmung der sechseckigenBienenwabe). Bietet gleichmäßige Unterstützung, starke Fähigkeit zur Schockabsorption.
・Herausforderungen: Herstellungextrem komplex und teuer, große Integrationsschwierigkeitenmit z.B. Kühlsystem。Derzeit größtenteils im Stadium der Frontforschung,kommerzielle Anwendungbraucht noch Zeit.
3 - Richtungen für Schlüsseltechnologiedurchbrüche
Zukünftige Schlüsseldurchbrüche zur Lösung der Design-Herausforderungendes mehrschichtigen Stapelnsliegen in:
a. Material- und Prozessinnovation für Leichtbau und Steifigkeitsbalance
・Materialien:Kontinuierliche Optimierung von CFRP, Aluminiumlegierungen, Magnesiumlegierungen; Entwicklung neuer multifunktionaler Polymereund Verbundwerkstoffemit geringem Kriechen, hoher Isolierung, guter Wärmeleitfähigkeit, einfacher Verarbeitbarkeit.
・Prozesse: Entwicklung fortschrittlicher Fügetechniken(Widerstandspunktschweißen, Laserschweißen, Ultraschallschweißen) für zuverlässige, leichte Multi-Material-Verbindungen.

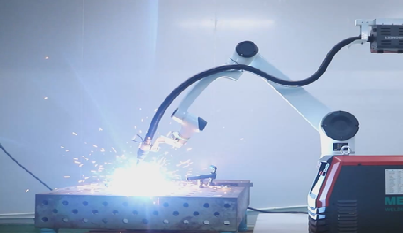
Abbildung 1: Roboter-Laserschweißen des Batterietrays
b. Adaptives Management der Ausdehnungskraft
Der Ansatz verschiebt sich von "starrem Widerstand" zu "flexibler Anpassung", um dynamische Response-Systemezu schaffen, die die Zellewährend ihrer Lebensdauerin einer optimalen Spannungsumgebunghalten.
c. Zwischenschichtverbindung und Integrationsrevolution
・Verbindungstechnik: Entwicklung von Schraubenmechanischen Verbindungenhin zu StrukturklebstoffKlebenund fortschrittlichem Schweißenfür gleichmäßigere Spannungsverteilung, gute Dichtheitund Ermüdungsfestigkeit.
・Ultimative Integration: CTC/CTB(Cell-to-Chassis/Body) ist eine wichtige zukünftige Richtung für die Integrationdes Batteriepacks。Durch den Wegfall des separaten Gehäuseswerden Zellenoder Moduledirekt in das Chassisintegriert, wodurch der mehrschichtige Stapelselbst zum Fahrzeugstrukturelement(wie Querträgeroder Boden) wird, Raumbeschränkungenfundamental löst und die Batteriestrukturfunktionmaximiert. Die Umsetzung erfordert tiefe Zusammenarbeitin den Bereichen Batterie, Struktur, Thermomanagementund Sicherheitund ist die ultimative Formdes "Struktur-ist-Funktion"-Konzepts.

Abbildung 2: Batteriewannen
Mehrschichtiges Stapelnist eine unvermeidliche Wahl zur Erhöhung der Energiedichteder Batterie, bringt aber auch enorme Herausforderungen in Bezug auf Struktur, Ausdehnungskraftund Sicherheitmit sich. Der Ausweg liegt in Materialinnovation, optimierter bionischer Strukturund intelligentem Managementder Ausdehnungskraft。Letztendlich wird sich das Batteriepacktiefmit der Karosserieintegrierenund zu einem integrierten "Energie-Chassis" werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Das zentrale Schlachtfeld elektrischer LKW: Tiefenanalyse der Batterieanordnung und Stapelungstechnik
Wenn ein mit Fracht beladener elektrischer LKW auf der Autobahn fährt, verbirgt sich das Geheimnis, das ihn hunderte von Kilometern antreibt, im Chassis und im Batteriegehäuse des Fahrzeugs. Heute, da die Welle der Elektrifizierung von Schwerlastkraftwagen die globale Logistikbranche erfasst, sind die Anordnung des Batteriesystems und die Stapelungstechnik zum entscheidenden Schlüssel für den Markterfolg geworden.

Abbildung 1: Flüssigkühlkonzept für Batterien elektrischer LKW
1-Batterieanordnung: Wie drei Konzepte die Form elektrischer LKW neu gestalten?
a. Rückenanordnung: Die agile Wahl für Kurzstreckentransporte
·Szenarioanpassung: Kurzstreckentransporte in geschlossenen Umgebungen wie Häfen, Minen, Stahlwerken
·Kernvorteil: Schnelle Batteriewechsel-Fähigkeit (konkrete Zeit muss praktisch verifiziert werden), steigert die Einsatzbereitschaft des Fahrzeugs
·Leistungsgrenzen: Begrenzte Batteriekapazität (branchenüblich <350 kWh), hoher Schwerpunkt beeinflusst die Stabilität bei hohen Geschwindigkeiten
·Raumnachteil: Belegt Laderaum oder Fahrerraum, verringert die Ladekapazität
b. Chassisanordnung: Der Reichweitenkönig für Langstreckenverkehre
·Kapazitätsdurchbruch: Batteriekapazität kann 500 kWh überschreiten (z.B. branchenbekanntes 513 kWh-Konzept)
·Raumzauber:Effiziente Nutzung des Chassisraums,vermeidet Laderaumbelegung
·Sicherheitsplus: Ultra-niedriger Schwerpunkt verbessert die Stabilität bei hohen Geschwindigkeiten
·Technologische Hürde: Chassis-Integration erfordert Entwicklung, höhere Anforderungen an Schutz und Thermomanagement
c. Seiten-Unterboden-Anordnung: Der Effizienzmotor für Wechselstromnetze
·Wechselstromrevolution: Seitlicher Batteriewechsel steigert die Operationseffizienz
·Raumbalance: Erhält vollen Laderaum, Reichweitenfähigkeit liegt zwischen Rücken- und Chassisanordnung
·Sicherheitsherausforderung: Erfordert Verstärkung der Seitenschutz-Struktur
2-Stapelungstechnik: Effiziente Integrationskonzepte für Schwerlastbatteriepacks
Mehrschichtige Stapelungstechnik wird zunehmend zum Schlüsselpfad zur Steigerung der Energiedichte:

Abbildung 2: Gestapeltes Flüssigkühl-Integrationsgehäuse für Schwerlaster
a. Rahmenlose Direktstapelungstechnik:
·Zellen werden direkt gestapelt, reduzieren Strukturkomponenten
·Entfernt Module und Rahmen, Zellen werden direkt “Z-Richtung nahtlos gestapelt ”
·Deutlich verbesserte system Energiedichte · Unterstützt Schnelllade-Technologie (konkrete Leistung muss praktisch verifiziert werden)
b. Modul-zu-Chassis-Integration (z.B. MTB/CTC-Technologie)
· MTB-Technologie: Module direkt mit Rahmen verbunden, Volumennutzungsgrad(signifikant verbessert)
·Qilin Battery (CTP 3.0): 72% Volumennutzungsgrad, 255 Wh/kg Energiedichte
·CTC-Technologie: Zellen in Chassis
konstruktion integriert, Gewichtsreduzierung um 10%
c. Zellenform-Innovation (z.B. Blade-Battery)
·Flache Zellen eng angeordnet, Volumennutzungsgrad verbessert (von BYD veröffentlichte Daten >50%)
·Durchbricht Lithium-Eisen-Phosphat (LFP) Energiedichte-Flaschenhals
3-Zentrale technische Herausforderungen elektrischer LKW Herausforderung
1: Strukturelle Sicherheit
·Extreme Bedingungen: Seitenpfostenkollision stellt tödliche Bedrohung für Seitenanordnung dar
·Innovative Lösungsansätze: Hochfeste Aluminiumlegierungsgehäuse + Pufferstruktur; Kollisionssimulationsoptimierung (FEA); Mechanische Schocktests über nationalem Standard hinaus. Herausforderung
2: Thermomanagement
·Thermal runaway Alarm: Temperaturdifferenzkontrolle innerhalb des Packs ist entscheidend
·Technologiedurchbruch: Seitliche Kühlung mit Kühlplatten (Temperaturdifferenz<3°C); Direkte Kältemittelkühlungstechnik; Modellprädiktive Regelung (MPC) zur dynamischen Steuerung. Herausforderung
3: Vibrationsermüdung
· Versteckter Killer: Straßen-Vibrationen verursachen Strukturschäden
·Bewältigungsstrategie: Z-Richtung Stapelung optimiert Spannungsverteilung; Road-Spectrum Vibrationsprüfstandtests; Anwendung von hochdämpfenden Materialien.
4-Drei Trends bestimmen die aktuelle Entwicklung
·Chassisanordnung dominiert Mittel- und Langstreckenverkehre: Hohe Reichweite (>500 kWh) und niedriger Schwerpunkt-Eigenschaften werden bevorzugt
·CTC-Technologie Tiefenintegration: Batterie und Chassiskonstruktion verschmelzen, verbessern Raumausnutzung und Systemsteifigkeit
·Intelligentes Thermomanagement verbreitet sich: KI-Algorithmen ermöglichen präzise Temperaturregelung (Temperaturdifferenz <5°C), verlängern Batterielebensdauer
·Festkörperbatterie-Technologie entwickelt sich weiter: Halb-Festkörper-Batterien beschleunigen Kommerzialisierung, Potenzial konzentriert sich auf Sicherheit und Energiedichte-Steigerung
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Die Welle der elektrischen Lkw erfasst global die Logistikbranche und treibt die Ziele der "Doppelten Kohlenstoffneutralität" kräftig voran. Doch mit dem rasanten Anstieg der Reichweitenanforderungen gehen Batteriesysteme einher, deren Kapazität allgemein 500 kWh überschreitet und sogar auf 1000 kWh zusteuert. Dies gleicht dem Transport eines mobilen "Energieforts", dessen potenzielle thermische Sicherheitsrisiken ein bisher unerreichtes Ausmaß erreichen. Wenn die drei extremen Sicherheitskriterien "ultrahohe Kapazität", "extrem schnelle Wärmeausbreitung" (<2 Minuten) und "ultrahohe Kollisionsresistenz" (>1500 kJ) zusammenkommen, steht die Branche vor einer ernsthaften technologischen Kluft. Dieser Artikel analysiert diese Herausforderungen und untersucht systematische Lösungsansätze zum Aufbau einer spezifischen Sicherheitslinie für elektrische Lkw.

Abbildung 1: Dreischichtige Stapelung mit Kurzmesser-Schema
1-Ära der 500 kWh+: Chancen und Sicherheitsherausforderungen Hand in Hand
a. Kapazitätssprung als Mainstream: Um den Bedarf an schweren Langstreckentransporten zu decken, haben sich die Batteriekapazitäten elektrischer Lkw schnell von 200-300 kWh auf 600 kWh+ erhöht. Große Player bieten bereits Lösungen mit 500 kWh, 600 kWh und sogar 1000 kWh an, was den Beginn der Ära der ultrahohen Kapazitäten markiert.
b. Die Reife der LFP (Lithium-Eisenphosphat)-Batterietechnologie ist ein wichtiger Treiber. Ihre Vorteile in Sicherheit und Zyklenlebensdauer machen sie zur bevorzugten Wahl für schwere Lkw.
2-Die "drei großen Herausforderungen" unter extremen Sicherheitsanforderungen
a. Grenzkontrolle der Wärmeausbreitung (<2 Minuten):
· Kernziel:
Sicherheitsdesigns müssen die Wärmeausbreitung verzögern oder blockieren, um ein Zeitfenster für Flucht und Rettung zu schaffen (z. B. die 5-Minuten-Warnung nach der nationalen Norm GB 38031-2020).
· Ernste Realität:
In hochdichten Batterien mit 500 kWh+ kann die enorme Energie eines thermischen Durchgehens einer einzelnen Zelle leicht eine katastrophale Kettenreaktion auslösen. Praktische Tests zeigen eine extrem schnelle Wärmeausbreitung: Ein Fall dokumentierte 22 Sekunden bis zur vollständigen Erfassung des Batterieraums, 5 Sekunden bis zur Entzündung benachbarter Module und minimale Ausbreitungszeiten zwischen Modulen von nur 44 Sekunden.
· Kernschwierigkeit und Lücke:
Wie kann die Wärmeausbreitung zwischen Modulen effektiv auf über 2 Minuten begrenzt werden?
Bisher gibt es keine kommerziellen Lkw-Systeme, die öffentlich diese strenge Anforderung erfüllen und verifizieren können.
b. Hohe strukturelle Kollisionsresistenz (>1500 kJ):
· Kernanforderung:
Die Kollisionsenergie eines beladenen Lkw übersteigt bei Weitem die von Pkw und liegt leicht über 1500 kJ. Als tragendes Chassiselement muss das Batteriepaket ultrahohe Festigkeit aufweisen und nach einem Aufprall intakt bleiben, um Schäden an den inneren Zellen und thermisches Durchgehen zu verhindern.
· Ernste Realität:
Aktuelle nationale und internationale Standards (z. B. GB/T 31467.3-2015, UNECE R100) definieren die Testschwellenwerte für Kollisionsenergie bei Lkw-Batterien unklar oder zu niedrig. Öffentlich zugängliche Zertifizierungsdaten für Systeme, die 1500 kJ standhalten, sind äußerst selten. Obwohl es Simulationen mit höheren Energien gibt (z. B. 2500 kJ), bleibt die vollständige Systemvalidierung eine enorme Herausforderung.
· Kernschwierigkeit und Lücke:
Es mangelt an klaren Standards für den Schutz gegen hohe Kollisionsenergien und an ausreichend validierten Lösungen.
c. Risiko sekundärer Katastrophenketten (Ladungsexplosion & Straßenlähmung):
· Ladungsexplosionsrisiko:
Die Hochtemperaturflammen eines thermischen Batteriedurchgehens können leicht die Ladung entzünden (insbesondere Gefahrgüter) und eine Desasterkette auslösen: "Batteriedurchgehen → Ladungsbrand → Explosion".
· Straßenlähmungsrisiko:
Lithiumbatteriebrände sind schwer zu löschen (erfordern große Mengen an kontinuierlichem Kühlwasser) und neigen zum Wiederentflammen. Ein brennender Lkw mit mehreren Tonnen Gewicht auf Straßen oder in Tunneln erfordert komplexe Rettungsmaßnahmen (Hochspannungsabschaltung, Schutz vor Giftgasen) und ist zeitaufwendig (kann Stunden dauern, Auswirkungen bis zu 24 Stunden anhalten), was leicht zu schweren Verkehrsstörungen und großen gesellschaftlichen Auswirkungen führt.
· Kernschwierigkeit und Lücke:
Es fehlen quantitative Standards für die Räumungszeiten von Straßen und effiziente Notfallsysteme für solche Fälle.
3-Aufbau der Sicherheitslinie: Design eines Warnsystems für thermische Ereignisse – Vierfaches Schutznetz

Tabelle 1: Vollständige Schutzstrategie "Wahrnehmung – Analyse – Blockierung – Reaktion"
4-Begleitende Wärmemanagement-Lösungen: Stärkung des Warnsystems
Flüssigkühlung: Integrierte effiziente Kühlplatten beseitigen lokale Hotspots und halten den Temperaturunterschied zwischen Zellen unter 3°C.
Modulares Design: Unabhängige, demontierbare Modulstrukturen ermöglichen den schnellen Austausch defekter Einheiten.
Intelligente Überwachungsplattform: Echtzeitanalyse des Batteriezustands in der Cloud, automatische Warnmeldungen an das Wartungsteam.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Im Markt für schwere Elektro-Lkw wird die „Batteriekapazitätsaufstockung“ zum Schlüsselbegriff: Die Batteriekapazität von Hauptmodellen überschreitet 370 kWh, und Modelle mit über 600 kWh werden immer häufiger vorgestellt. Dies ist nicht nur ein technischer Fortschritt, sondern auch eine klare Ansage der Branche an den Markt für Fernverkehrslogistik – durch die Erhöhung der Reichweite pro Ladung soll das Kernproblem der Nutzer, die „Reichweitenangst“, gelöst und die Gesamtbetriebskosten (TCO) optimiert werden. Dieser Artikel analysiert die zugrunde liegende Geschäftslogik und die technischen Lösungsansätze.
1-Geschäftslogik: Warum ist die „Batteriekapazitätsaufstockung“ notwendig?
a. Szenariogetriebene Notwendigkeit
· Geschlossene Szenarien (kurze Strecken, hohe Frequenz): Häfen, Minen etc. setzen auf Batteriewechsel (3-5 Minuten Ladezeit), wobei 280-kWh-Batterien ausreichen.
· Fernverkehrslogistik (Langstreckentransport): Macht 70 % des Frachtaufkommens aus und erfordert Reichweiten von über 500 km pro Ladung. 600-kWh+-Batterien werden zum „Schlüssel“ für diesen Markt.
b. Wirtschaftliche Abwägung der TCO
Tabelle 1: Herausforderungen und Chancen von elektrischen Schwerlast-Lkw

Wichtige Erkenntnis: Bei täglichen Fahrleistungen über 300 km sind schwere Elektro-Lkw mit Batteriewechsel wirtschaftlicher als Diesel-Lkw.
b. Modellinnovation: Lösung der Kostenproblematik
· Batteriemiete (BaaS): Nutzer kaufen das „nackte Fahrzeug“ und mieten die Batterie (5.000–9.000 Yuan/Monat), wodurch die Anschaffungskosten um 30 % sinken.
· Batteriewechseldienst: Servicegebühr von 0,2–0,5 Yuan pro kWh, Gesamtenergiekosten von ca. 2,73 Yuan/km (nahe an Diesel-Lkw mit 2,8 Yuan).
· Praxistest: Bei 50 Fahrzeugwechseln pro Tag kann sich die Amortisationszeit auf 5 Jahre verkürzen (IRR von 13,1 %).
2-Technische Lösungen: Wie lassen sich Reichweite und Eigengewicht ausbalancieren?
a. Kompromisse bei der Raumnutzung: Chassis gegen Platz
· Um zu verhindern, dass Batterien den Laderaum verkleinern, optimiert die Branche die Batterieanordnung. Beispielsweise werden Batterien ins Fahrgestell integriert (anstatt sie traditionell aufzuhängen), um Laderaum freizugeben, den Schwerpunkt zu senken und den Energieverbrauch zu verbessern.
· Nachteil: Geringere Bodenfreiheit und eingeschränkte Universalität des Chassis-Designs.
b. Kompromisse in der Materialwissenschaft: Energiedichte gegen Gewicht
· Der Schlüssel zur Gewichtsreduzierung liegt in der Steigerung der Batterieenergiedichte (mehr Energie pro Gewichtseinheit). Höhere Energiedichte macht Batterien leichter oder erhöht die Reichweite bei gleichem Gewicht.
· Kernpunkt: Innovationen bei Batteriematerialien (z.B. hoch nickelhaltige Kathoden, Silizium-Kohlenstoff-Anoden).
· Nachteil: Höhere Energiedichte geht oft mit Sicherheitsrisiken, kürzerer Lebensdauer, höheren Kosten und geringerer Schnellladefähigkeit einher – eine schwierige Abwägung.
c. Kompromisse im Geschäftsmodell: Netzwerk gegen Einzelfahrzeug
· Der Batteriewechselmodus für schwere Elektro-Lkw verlagert den Druck unbegrenzter Reichweite vom Einzelfahrzeug auf das Wechselnetzwerk. Durch dichte Stationen entlang der Strecke müssen Fahrzeuge nur genug Energie für die nächste Station mitführen, nicht für die gesamte Strecke.
· Effekt: Geringere Anforderungen an die Einzelbatteriekapazität, wodurch die Batterielast „angemessener“ wird.
d. Restwertmanagement: Die zentrale Hürde von BaaS
Batteriebanken müssen Fähigkeiten für den gesamten Lebenszyklus aufbauen: Gesundheitsüberwachung (SOH), stufenweise Nutzung, Recyclingsysteme.

Abbildung 1: Batterie-Pack-Gehäuse für Schwerlast-Lkw
3-Zukunftstrends: Von der „Kapazitätsaufstockung“ zur „effizienten Energienutzung“
a. Technische Weiterentwicklung: Festkörperbatterien werden die Energiedichte steigern und das Gleichgewicht zwischen Eigengewicht und Reichweite neu definieren.
b. Ladeinfrastruktur: Standardisierung des Batteriewechsels und Netzkoordination (z.B. Lastspitzenausgleich) sind entscheidend für die Skalierung.
c. Wettbewerb der Technologien: Wasserstoff-Lkw bleiben im Fern- und Schwerlastbereich eine Alternative.
Stufenweise Strategie, langfristige Entwicklung
Die „Batteriekapazitätsaufstockung“ ist eine notwendige Wahl für schwere Elektro-Lkw im Fernverkehr und spiegelt die dynamische Balance zwischen Marktanforderungen und technischer Realität wider. Mit Fortschritten in der Batterietechnik und Geschäftsmodellen wird sich die Branche vom „Wettlauf um Kapazität“ zum „Wettlauf um Effizienz“ entwickeln. Derzeit treibt sie den Wandel schwerer Elektro-Lkw in China von einer „Nischenlösung“ hin zum „Mainstream“ voran.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
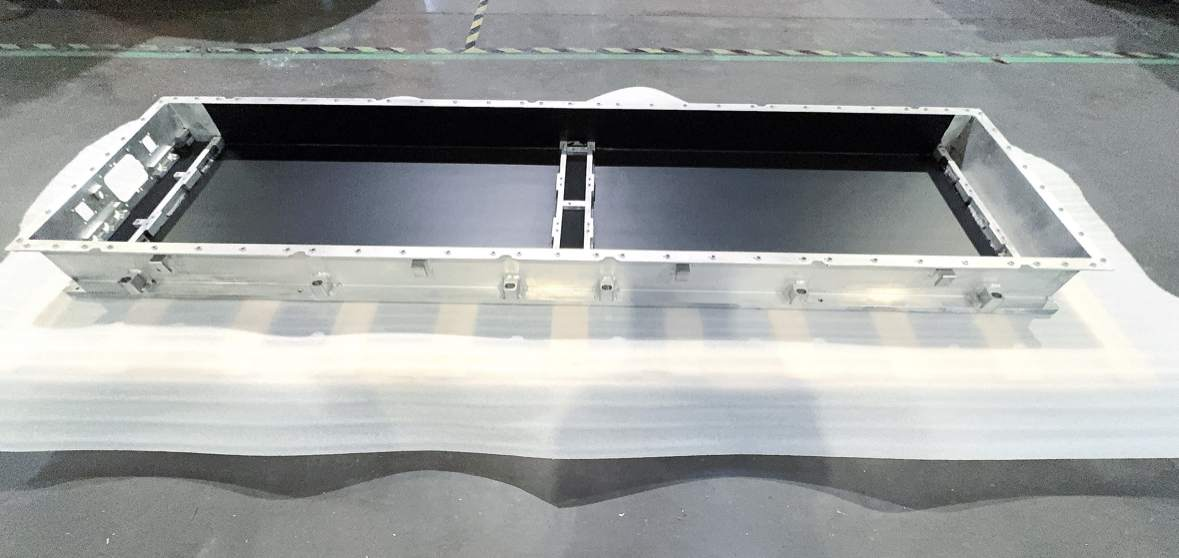
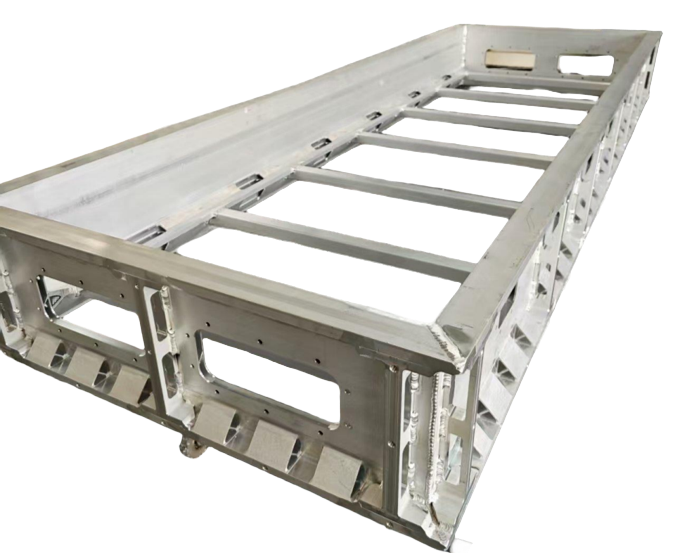
Schwere Lastwagen, als Kernkraft der Straßengüterlogistik, machen die Sicherheit, Zuverlässigkeit und Wirtschaftlichkeit ihrer Batteriesysteme zu einem technischen Fokus. Der Batterieträger, als Schlüsselbauteil zur Trägerung, Schutz und Verwaltung von Batteriemodulen, steht vor beispiellosen extremen Herausforderungen.

Abbildung1:Batterieträger für elektrische Schwerlastwagen
1-Extreme Herausforderungen für Schwerlastwagen-Träger
a.Strenge Anforderungen an die mechanische Dauerhaftigkeit: Vibration, Stoß und eine Lebensdauer von Millionen von Kilometern
Die Designlebensdauer von Schwerlastwagen beträgt ≥ 1,5 Millionen Kilometer, was mehr als das Zehnfache von Pkw ist. Der Batterieträger muss während dieser "gesamten
Lebensdauer" kontinuierlich drei Arten extremer mechanischer Belastungen standhalten:
·Hochfrequente zufällige Vibrationen: Wenn das Fahrzeug beladen über unbefestigte, bauliche oder pothöfige Straßen fährt, erzeugt das Fahrgestell zufällige Vibrationen in einem breiten Frequenzband von 5 Hz bis 2 kHz. Diese Vibrationen stellen nicht nur die Ermüdungsgrenze des Hauptrahmens des Trägers auf die Probe, sondern induzieren auch Mikrorisse in Spannungskonzentrationsbereichen wie Schweißnähten, Bolzenlöchern und Umbiegungen, die zu Ausgangspunkten von Ausfällen werden.

·Hohe g-instantane Stöße: Tiefe Schlaglöcher auf der Straße, Notbremsungen oder Abstürze beim Be- und Entladen können in Millisekunden Beschleunigungen von mehr als 50 g erzeugen. Der Träger muss Energie in einem Augenblick absorbieren/verteilen, um zu verhindern, dass die Zellen verschoben, kurzgeschlossen oder die Gehäuse gebrochen werden.
·Kumulative Ermüdungszerstörung: Millionen von Kilometern bedeuten Milliarden von Vibrationszyklen. Aluminium neigt unter wechselnden Spannungen dazu, Ermüdungsrisse zu entwickeln, die sich ausbreiten und schließlich zu strukturellen Brüchen führen. Die Kernaufgabe des Designs besteht darin, durch Topologieoptimierung, lokale Verstärkung, Mischung verschiedener Materialien und Prozesskontrolle, die Lebensdauer der Rissentstehung bis zum Ausscheiden des Fahrzeugs zu verzögern.
b. Komplexe Herausforderungen im Thermomanagement und Wärmekreislauf
Aufgrund der extrem hohen Kapazität (mehrere hundert kWh) und des Hochleistungs-Lade- und Entladevorgangs erzeugen Schwerlastwagen-Batteriepakete enorme Wärmemengen, und sie werden in Umgebungen von der Tundra bis zum Tropengebiet betrieben, was extremen Temperaturunterschieden ausgesetzt ist.
Kontrolle über einen breiten Temperaturbereich: Der Träger und das Thermomanagementsystem müssen die Zellentemperatur genau im optimalen Bereich von 25-40°C halten, bei Umgebungstemperaturen von -40°C bis +85°C, und die Temperaturdifferenz zwischen einzelnen Zellen < 5°C betragen.
Starker Spannungskreislauf: In Laborbeschleunigungsalterungstests müssen Tausende von heftigen Temperaturwechselzyklen von -40°C ↔ 85°C standgehalten werden (Rate von 5-15°C/min, Verweilzeit an Extremwerten 5-15 Minuten). Dieser Prozess verursacht wiederholte thermische Ausdehnung und Kontraktion an Materialgrenzflächen (Aluminiumlegierung/Dichtkleber/Kunststoffteile), was eine schwere Prüfung für die Zuverlässigkeit von Schweiß- und Klebestellen integrierter Kühlleitungen darstellt.
2-Hauptstrom-Materialkonzepte und Technologien zur multifunktionalen Integration
Um diese Herausforderungen zu bewältigen hat die Branche in Bezug auf Materialauswahl und Designkonzepte eine Technologieentwicklung verfolgt, die auf hochfesten
Aluminiumlegierungen basiert und sich zu einer hohen Integration von Funktionen weiterentwickelt.
a. Kernmaterialauswahl: Die Vorherrschaft der 6xxx-Serie Aluminiumlegierungen
Im Wettbewerb mit Stahl, Magnesiumlegierungen und Verbundwerkstoffen hat die 6xxx-Serie (Al-Mg-Si) Aluminiumlegierungen dank ihrer hervorragenden Gesamteigenschaften, reifen Fertigungsprozessen und hoher Kosteneffizienz den Status als "Hauptstrom" Material für Schwerlastwagen-Batterieträger erreicht.
Haupttypen und Eigenschaften:
6061-T6: Dies ist der am weitesten verbreitete Typ, bekannt für seine hervorragende Festigkeit, gute Schweißbarkeit und Korrosionsbeständigkeit.
6005A-T6 und 6063-T6: Als ergänzende Optionen weisen sie ebenfalls gute Extrusionseigenschaften auf und eignen sich für Bauteile mit etwas geringeren Festigkeitsanforderungen.

b. Wandel des Designkonzepts: Thermomanagement und Strukturintegritätsüberwachung
Das Designkonzept moderner Schwerlastwagen-Batterieträger hat sich grundlegend verändert: Anstatt sich auf einen "Trägerkörper" zu beschränken, der physische Unterstützung bietet, hat er sich zu einer hochintegrierten "intelligenten Temperaturregelplattform" weiterentwickelt. Dieser Trend zeigt sich hauptsächlich in zwei technischen Richtungen:
Effiziente Integration des Thermomanagements (reife Anwendung):Dies ist derzeit das am reifsten entwickelte und am weitesten verbreitete Integrationsgebiet. Der Kerngedanke besteht darin, die Kühlfunktion direkt in das Strukturdesign des Trägers zu integrieren, um ein effizientes und kompaktes Thermomanagement zu erreichen.
Erforschung der Strukturintegritätsüberwachung (SHM) (frühe Phase): Ziel dieser Technologie ist es, potenzielle strukturelle Schäden (wie Risse, Verformungen) am Träger während der langfristigen Nutzung zu warnen. Sie befindet sich noch in der Validierungs- und Laborforschungsphase und fehlt an Fällen von großskaliger kommerzieller Einsatz sowie ausreichenden Daten zur Langzeitbetriebszuverlässigkeit.
3-Analyse der Kernfertigungsprozessroute
Die Fertigungsprozesse von Schwerlastwagen-Batterieträgern bestimmen direkt ihre Kosten, Leistung und Produktionseffizienz. Der derzeitige Hauptstromweg basiert auf der Kombination aus Aluminiumprofil-Extrusion und Reibschweißung (FSW) als Kernkomponenten, die sich perfekt an die Leistungsanforderungen von Schwerlastwagen-Trägern und das derzeitige Produktionsmodell mit kleinen und mittleren Losgrößen anpassen lässt.
a. Aluminium-Extrusion: Dieses Verfahren bildet durch Pressen von Aluminiumbarren mit Formwerkzeugen langgestreckte Bauteile (Querträger/Längsträger usw.) und ist eine Kernfertigungstechnologie für Schwerlastwagen-Batterieträger. Der Vorteil liegt in niedrigen Werkzeugkosten und kurzen Entwicklungszeiten, insbesondere für die Produktion von großen nichtstandardisierten Teilen in kleinen Losgrößen. Allerdings müssen Schneiden, Bearbeiten und mehrere Schweißmontageschritte durchgeführt werden, was zu einem niedrigen Automatisierungsgrad, langsamen Produktionsrhythmus und einer geringeren Effizienz im Vergleich zum integrierten Gussverfahren führt.
b. Reibschweißung (FSW): Als Festphasenverbindungstechnik erreicht die Reibschweißung (FSW) eine hochfeste Schweißung von Aluminiumlegierungen durch Reibungswärme, die durch einen rotierenden Rührkopf erzeugt wird, und ist somit die erste Wahl für hochbelastete/dichte Verbindungen von Trägern. Die Festigkeit der Schweißnaht beträgt 80%-90% der Grundwerkstofffestigkeit, es gibt keine Poren- oder Rissdefekte, die geringe Wärmeverformung gewährleistet eine Dichtigkeit von IP67+ und sie ist umweltfreundlich. Ihre Einschränkung liegt darin, dass sie nur für Schweißungen auf ebenen oder einfachen gekrümmten Flächen geeignet ist.
Aluminium-Schwerlastwagen-Batterieträger haben sich von Hochfestigkeits-Leichtbau-Strukturen zu multifunktional integrierten Plattformen entwickelt. Jedoch führen die zunehmenden Funktionen zu Multi-Feld-Kopplungsausfällen, Prozesskomplexität und Zuverlässigkeitsherausforderungen. Zukünftige Durchbrüche müssen auf der koordinierten Innovation von Materialien-Prozessen-Systemen beruhen. Durch adaptive Schnittstellen und Digital Twin-Technologie soll eine sichere und nachhaltige Entwicklung intelligenter Träger erreicht werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
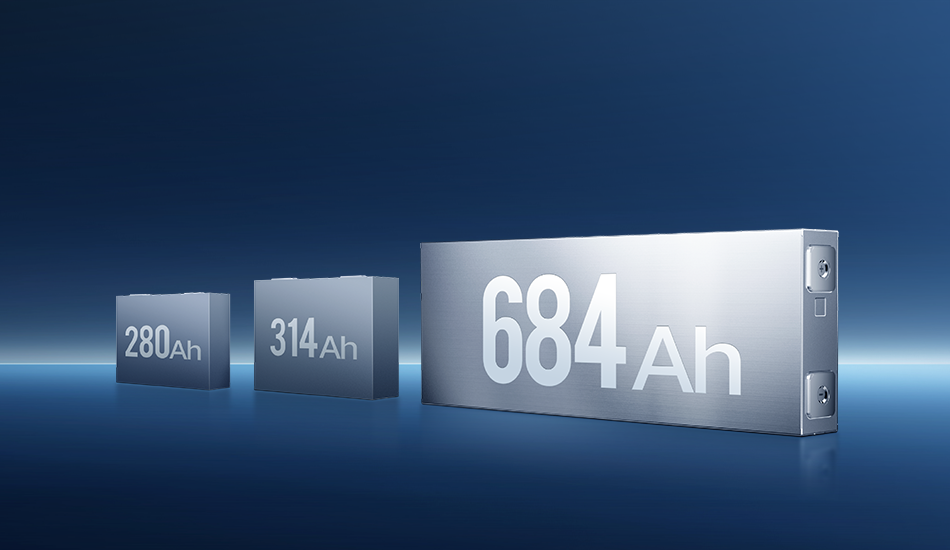
Kostengetriebene Revolution großer Zellen und Kühlherausforderungen:Die Energiespeicherindustrie durchläuft eine tiefgreifende Transformation, angetrieben von "Kostensenkung und Effizienzsteigerung" – dem rapiden Aufstieg der Technologie-Roadmap für große Zellen. 300Ah+ Zellen werden zunehmend Standard, während 500Ah und sogar höher leistungsfähige Zellen ihre Einrichtung beschleunigen. Diese Revolution steigert zwar die Systemenergiedichte und senkt die Kosten pro Wattstunde, bringt aber auch schwere Herausforderungen mit sich: Ein deutlicher Anstieg der Masse einzelner Zellen, ein starker Anstieg des Gesamtgewichts von Modulen/Paketen (Batteriepaketen), was den Tragdruck auf die unteren Stützstrukturen verdoppelt; eine größere Wärmeerzeugung und längere interne Wärmeübertragungswege stellen extreme Anforderungen an die Effizienz und Gleichmäßigkeit des Wärmemanagementsystems. Als Kern des Paketwärmemanagements stehen Flüssigkeitskühlplatten direkt unter dem Druck der Modernisierung.

Traditionelle "Dünnplattenabdeckungs"-Designs für Kühlplatten sind nicht länger nachhaltig. Unter den Beschränkungen von begrenztem Raum und strenger Kostenkontrolle müssen Kühlplatten ihre einzelne Funktion der Wärmeabfuhr übersteigen und sich zu einer Dreifaltigkeit von "Struktur-Funktion-Integration, maximaler Wärmeabfuhr-effizienz und Systemleichtbau" entwickeln. Dieser Artikel wird sich mit diesem fortschrittlichen Designpfad eingehend befassen.
1-Struktur-Funktion-Integration: Die "Tragrevolte" von Kühlplatten
Mit der deutlichen Zunahme der Zellmasse steigen die Lasten, die von der Gehäusebasisplatte und der Kühlplatte getragen werden, drastisch an. Die Gestaltung der Kühlplatte als tragendes Strukturbauteil ist der Schlüsselpunkt, um die Konflikte zwischen Gewicht, Kosten und Raum zu lösen.
a. Zum "Skelett" des Gehäuses werden: Integrierte tragende Basisplatte.
·Designkonzept: Die Kühlplatte ist nicht länger an der Gehäusebasisplatte befestigt, sondern wird selbst zur primären tragenden Struktur des Gehäuses.
·Kernvorteile: Signifikante Reduktion traditioneller Basisplatten und Halterungen, deutliche Senkung des Systemgewichts und der Materialkosten sowie Vereinfachung des Montageprozesses.
·Technische Anforderungen: Muss eine extrem hohe Biege-, Druck- und Stoßfestigkeit sowie Steifigkeit aufweisen.
b. "Stahlbewehrung" einbetten: Topologieoptimierung und Verstärkungsstrukturen
·Mechanik-getriebenes Design: Nutzung von CAE-Simulationen zur Topologieoptimierung, Integration von Versteifungsrippen usw. in nichtkritischen Wärmeabfuhrbereichen der Kühlplatte (z. B. Strömungskanallücken, Ränder).

·Hohe Materialeffizienz: Optimierte Konstruktion gewährleistet, dass das Material auf den kritischen Spannungswegen verteilt wird, überflüssiges Material entfernt wird und eine Gewichtsreduzierung bei gleichzeitiger Gewährleistung der Tragfähigkeit erreicht wird.
c. Modul-level Tragplattform: Komponenten konsolidieren
Großformatige, hochfeste Kühlplatten können direkt als Montagebasisplatte und tragendes Skelett für Module dienen. Zellen oder Module werden direkt darauf befestigt, wodurch zusätzliche Stützrahmen entfallen, die Struktur weiter vereinfacht und die volumetrische Effizienz verbessert werden.
2-Signifikante Verbesserung der Wärmeabfuhrleistung: Die Kunst des Ausgleichs zwischen Effizienz und Gleichmäßigkeit
Die Kernprobleme großer Batteriezellen sind die schwierige Wärmeabfuhr im Zentralbereich und die Kontrolle der Gesamttemperaturdifferenz. Das Design von Flüssigkeitskühlplatten erfordert Innovationen in mehreren Dimensionen, einschließlich Strömungskanälen, Schnittstellen und Materialien.
a. Strömungskanaldesign: Von "einfachem Rohrleitungsnetz" zu "intelligenten Blutgefäßen"
·Präzise Umleitung und verstärkte Turbulenz: Einsatz von baumförmigen Strömungskanälen, serpentinenförmigen + Turbulenzzylinder/Fin-Kompositstrukturen, um die Strömung und Störung im Hochwärmebereich der Zellmitte zu erhöhen. Vermeidung des Phänomens "schnelle Randkühlung und langsame Zentralkühlung" durch geradlinige Wege mit großem Durchmesser.
·Variable Querschnitte und zonenweise Kühlung: Basierend auf der Wärmeerzeugung in verschiedenen Bereichen der Batteriezelle (z. B. Mitte > Rand), Design von Strömungskanälen mit gradientenförmigen Querschnitten oder unabhängig steuerbaren Zonenkreisläufen, um eine präzise und bedarfsgerechte Wärmeverteilung zu erreichen, mit einer Temperaturdifferenzkontrolle von bis zu ± 2 ℃.
·Biomimetisches und topologisch optimiertes Strömungskanaldesign: Nutzung von CFD- und Topologieoptimierungstechniken zur Erzeugung eines effizienten und widerstandsarmen "natürlich wachsenden" Strömungskanalnetzwerks, um die Wärmeübertragungsfläche und -effizienz zu maximieren und den Pumpenleistungsverlust zu minimieren.
b. Durchbrechung des Grenzflächenwärmewiderstands: Engere "Kontakte" schaffen
·Hochleistungsgrenzflächenmaterialien (TIM): Forschung und Entwicklung von Dichtungen/Gelen/Phasenwechselmaterialien mit hoher Wärmeleitfähigkeit (>5W/mK), niedrigem Wärmewiderstand und langfristig stabiler Wärmeleitfähigkeit, unter Berücksichtigung von Isolierfähigkeit, Dämpfung und Verarbeitbarkeit.
·Oberflächenengineering mit Mikrostrukturen: Bearbeitung von Mikronuten, Arrays von Mikroprotrusionen oder Anwendung spezieller Beschichtungen auf der Kontaktfläche der Kühlplatte, um die effektive Kontaktfläche zu vergrößern, die Kontaktierung durch Kapillarkraft zu stärken und den Grenzflächenwärmewiderstand signifikant zu senken (kann um 30% - 50% reduziert werden).
c. Materialupgrade: Doppelte Verfolgung von Wärmeleitfähigkeit und Festigkeit
Exploration von Aluminiumlegierungen mit höherer Wärmeleitfähigkeit (z. B. hochwärmeleitfähige 6-Serien und spezielle 7-Serien Legierungen) oder aluminiumbasierten Verbundwerkstoffen (AMCs) bei gleichzeitiger Gewährleistung der strukturellen Festigkeit, um die grundlegende Wärmeleitfähigkeit zu verbessern.
3-Durchgängiger Leichtbau: Ein Gewichtspiel, bei dem jede Gramm zählt
Jedes Gramm Gewichtsersparnis bedeutet Kostensenkungen und verbesserte Transport- und Installationseffizienz.
Verfeinertes "Schlankheitsdesign":
a.Simulationsgetriebene Verdünnung: Durch genaue CAE-Berechnungen wird die maximale Verdünnung der Kühlplattenwandstärke erreicht, unter Beibehaltung von Festigkeits-, Steifigkeits- und Wärmeabfuhranforderungen (z. B. Reduktion von 2,0mm auf 1,5mm).
b.Hohlstrukturen und Aussparungen: Design von Hohlräumen oder sichere Aussparungsbehandlungen in Verstärkungsrippen und nichtkritischen Bereichen.
c.Einsatz hochfester Materialien: Verwendung von hochfesten Aluminiumlegierungen (z. B. 7xxx-Serien), um unter gleicher Leistung eine Dickenreduktion und Gewichtsersparnis zu erreichen.
4-Herstellungsprozess: Der Grundstein für fortschrittliche Designs
Die "Strukturierung" und "Komplexität" von Flüssigkeitskühlplatten stellen höhere Anforderungen an die Herstellungsprozesse.
Modernisierung und Integration etablierter Prozesse:
·Aluminiumextrusion + Reibschweißen (FSW): Vorteile liegen in der großen Größe und hohen strukturellen Festigkeit. Fortschrittliche Richtung: Entwicklung komplexer Profilquerschnitte mit integrierten Strömungskanälen und Verstärkungsrippen; Durchbruch in der Ultralang- und variablen Querschnitts-FSW-Schweißtechnik, um Schweißfestigkeit und Dichtigkeit zu gewährleisten.
·Stanzung + Löten: Vorteil liegt in der flexiblen Kanalgestaltung und großem Potenzial für Leichtbau. Fortschrittliche Richtung: Erreichung von Präzisionsstanzen tieferer und komplexerer Strömungskanäle; Verbesserung der Ausbeute und der Verbindungszuverlässigkeit bei großformatigem und Mehrteilchenlöten; Integration von Verstärkungsstrukturen in gestanzten Teilen.
·Hochdruckguss: Potenzial liegt in der Herstellung hochintegrierter und extrem komplex geformter Kühlplatten (mit integrierten Strömungskanälen, Rippenpositionen und einheitlichen Schnittstellen). Herausforderungen wie Werkzeugkosten, Oberflächenglätte von internen Kanälen und Porenkontrolle müssen überwunden werden.
·Hybridprozessinnovation: Kombination verschiedener Prozesse, um die Vorteile unterschiedlicher Verfahren zu integrieren und komplexere Designanforderungen zu erfüllen.
5-Zuverlässigkeit: Die Lebensader der integrierten Design
Wenn die Flüssigkeitskühlplatte zum Kern der Struktur wird, hängt ihre Zuverlässigkeit mit der Sicherheit des gesamten PACKs zusammen.
Stärkung der doppelten Zuverlässigkeit von "Struktur-Flüssigkeit":
a. Extreme mechanische Verifizierung: Notwendigkeit der Simulation extremer Betriebsbedingungen durch Vibrations-, Stoß-, Druck- und Falltests, die die Normen deutlich übersteigen.
b. Garantie der Ermüdungslebensdauer: Detaillierte Simulationen und Tests zur strukturellen Ermüdung und Druckzyklen durchführen, um sicherzustellen, dass es unter langfristigen Wechselbelastungen keine Leckagen oder Risse gibt.
c. Redundantes Dichtdesign: Verwendung von mehreren Dichtstrategien an wichtigen Schnittstellen.
d. Strenge Qualitätskontrolle: Einführung automatisierter Online-Tests, um die Herstellungsgleichmäßigkeit zu gewährleisten.
Der fortschrittliche Pfad von Flüssigkeitskühlplatten für Energiespeicher ist ein lebendiges Beispiel dafür, wie technologische Innovationen die Kostensenkung und Effizienzsteigerung in der Industrie vorantreiben. Wer den ersten Platz im Designwettbewerb um "Struktur-Funktion-Integration" gewinnen kann, wird im Wettbewerb um den Billionenmarkt für Energiespeicher einen Vorteil haben. Diese stille "Bodenplattenrevolution" formt die zukünftige Form von Energiespeichersystemen leise um.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
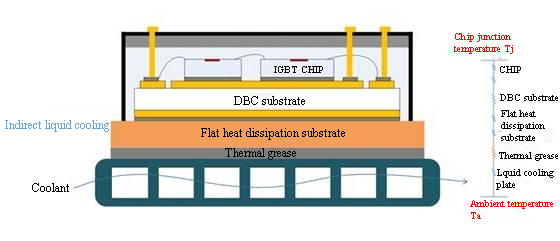
Der Kern der igbt kühlung besteht im Problem der Wärmeübertragungseffizienz unter in Reihe geschalteten mehrschichtigen Wärmewiderständen, wobei der Wärmewiderstand der Schnittstelle mehr als 60 % ausmacht und das wichtigste Optimierungsobjekt darstellt.

Abbildung 1:Wärmeableitung des igbt modules diagram
1-Die Wurzel des Problems: Wo verbirgt sich der Wärmewiderstand?
Der Wärmewiderstand eines IGBT-Moduls ist eine komplexe Mehrschichtstruktur mit mehreren Materialschichten und Wärmeleitpfaden. Er setzt sich hauptsächlich aus dem Wärmewiderstand (Rth) des IGBT-Moduls zusammen, der sich wiederum aus dem Wärmewiderstand zwischen Sperrschicht und Gehäuse (Rth-Rjc) und dem Wärmewiderstand zwischen Gehäuse und Umgebung (Rth-Rca) in Reihe zusammensetzt:
a. Wärmewiderstand zwischen Sperrschicht und Gehäuse (Rth-Rjc):
· Die kupferkaschierte Keramikplatte ist der größte Engpass: Sie trägt mehr als 75 % zu Rth-Rjc bei, da ihre Keramikschicht (z. B. Al₂O₃) eine geringe Wärmeleitfähigkeit (15–35 W/m·K) aufweist und ihre Dicke nicht vernachlässigt werden kann.
Andere Ebenen sind für die restlichen 25 % des Wärmewiderstands des Chips verantwortlich (Wärmeleitfähigkeit auf Siliziumbasis ≈ 150 W/m·K), den Wärmewiderstand der Lötschicht (Hohlräume verursachen den Wärmewiderstand der Schnittstelle) und den Wärmewiderstand des Kupfersubstrats (hohe Wärmeleitfähigkeit, aber geringer Dicke). b. Wärmewiderstand Gehäuse-Umgebung (Rth-Rca):
Der Wärmewiderstand der Schnittstelle ist entscheidend: Der Wärmewiderstand der Wärmeleitpaste/Kontaktfläche zwischen Substrat und Kühlkörper macht 40–60 % des gesamten Wärmewiderstands aus und beträgt bei herkömmlichen einseitigen Wärmeableitungsdesigns sogar mehr als 60 %.
Einfluss der Wärmeableitungsstruktur: Beispielsweise betragen bei einem luftgekühlten Kühlkörper der Kontaktwärmewiderstand (Rjc), der Wärmeleitfähigkeitswärmewiderstand (Rch) und der Wärmeaustauschwärmewiderstand (Rha) 65,9 %, 5,9 % bzw. 28,2 % (herkömmliche Rippenstruktur).
2-Weg zur Überwindung des Wärmewiderstands: Koordinierte -Optimierung von Materialien und Strukturen
a. Chip-Dünnung: Reduzierung des inneren Wärmewiderstands
· Technologische Weiterentwicklung: Dünnung von 200 μm PT-Wafer auf 70 μm für IGBT7, wodurch der Wärmewiderstand um 60 % reduziert wird. Dünnungsverfahren (Schleifen/CMP/Plasmaätzen) können Spannungen abbauen und die Wärmediffusionseffizienz verbessern.
· Physikalischer Mechanismus: Die Dicke wird von 350 μm auf 110 μm reduziert, wodurch die Wärmekapazität pro Flächeneinheit (Cth) von 786,5 J/℃·m² auf 247,2 J/℃·m² sinkt, was die transiente Wärmeableitung beschleunigt. Nach der Dünnung verringert sich der Widerstand, der ohmsche Kontakt wird verbessert und das Ausfallrisiko durch innere Spannungen reduziert.
b. Schnittstelleninnovation: Silbersintern ersetzt wärmeleitendes Silikonfett
Die Verbesserung des Schnittstellenmaterials ist der Kern der Reduzierung des thermischen Kontaktwiderstands:

Tabelle 1: Vergleich der Wärmeleitfähigkeit zwischen Silbersintern und wärmeleitendem Silikonfett
c. Substratverbesserung: Keramik mit hoher Wärmeleitfähigkeit und Diamant
Substratmaterialien durchlaufen eine wichtige Entwicklung von Al₂O₃ über AlN bis hin zu Diamant. Das Hauptziel ist eine deutliche Verbesserung der Wärmeleitfähigkeit, um den Wärmeableitungsanforderungen elektronischer Geräte mit höherer Leistungsdichte gerecht zu werden.
· Durchbruch bei AlN-Substraten
Die Wärmeleitfähigkeit kann das 5- bis 10-fache von Al₂O₃ erreichen. Der Wärmeausdehnungskoeffizient (ca. 4,5 ppm/K) liegt näher am Silizium (ca. 2,6 ppm/K), wodurch die thermische Fehlanpassungsspannung zwischen Siliziumchips effektiv reduziert wird.
· Perspektiven für Diamantsubstrate: Die Wärmeleitfähigkeit übersteigt 2000 W/(m·K) (80-mal so hoch wie bei Al₂O₃), der Wärmeausdehnungskoeffizient beträgt 1,1 ppm/K und ist somit perfekt auf Siliziumchips abgestimmt. Die Wärmeleitfähigkeit von Diamant-Aluminium-Verbundwerkstoffen erreicht 613 W/(m·K) (2,6-mal so hoch wie bei reinem Aluminium), und die Optimierung der Grenzflächen verbessert die Bindungsfestigkeit.

Tabelle 2: Vergleich der wichtigsten Substratmaterialeigenschaften
3-Herausforderungen bei der Überwindung des Wärmewiderstands
a. Engpass der mechanischen Festigkeit bei der Chipverdünnung
Eine Reduzierung der Dicke von 200 μm auf 70 μm (IGBT7) kann den Wärmewiderstand um 60 % senken. Eine weitere Verdünnung auf 20 μm erhöht jedoch die Bruchgefahr. Ultradünne Chips (<50 μm) sind aufgrund unterschiedlicher Wärmeausdehnungskoeffizienten (CTE) anfällig für Mikrorisse.
b. Herausforderungen bei Substraten mit hoher Wärmeleitfähigkeit

Tabelle 3: Herausforderungen bei Substraten mit hoher Wärmeleitfähigkeit
c. Schnittstellenzuverlässigkeit: Herausforderung multiphysikalischer Kopplung
· Risiko einer Fehlanpassung des Wärmeausdehnungskoeffizienten beim Silbersintern: Die Silbersinterschicht (WAK = 18,4 ppm/K) unterscheidet sich viermal vom SiC-Chip (WAK = 4,5 ppm/K), und Temperaturwechselbeanspruchung führt zu Delamination.
· Kontrolle des Kontaktdrucks an der Schnittstelle: Ein Druck von 0,1 bis 0,5 MPa kann den Wärmewiderstand um 40 % reduzieren, bei einem Druck von über 1 MPa wird die Silberschicht jedoch herausgedrückt.
Mit dem Erreichen der 10-kW/cm²-Grenze für die IGBT-Leistungsdichte hat sich das Wärmeableitungsdesign von der „Hilfstechnik“ zum „Durchbruchpunkt bei Systemengpässen“ entwickelt. Die Substratrevolution von Al₂O₃ zu Diamant, der Übergang von Silikonfett zu Kupfersintern und die Chipverkleinerung von 200 μm auf 50 μm stellen im Wesentlichen einen Kampf gegen den zweiten Hauptsatz der Thermodynamik dar. Das Wärmeableitungsdesign nähert sich der physikalischen Grenze, und die dreieckige Synergie von Materialien, Struktur und Prozess wird zum Schlüssel zum Durchbruch.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
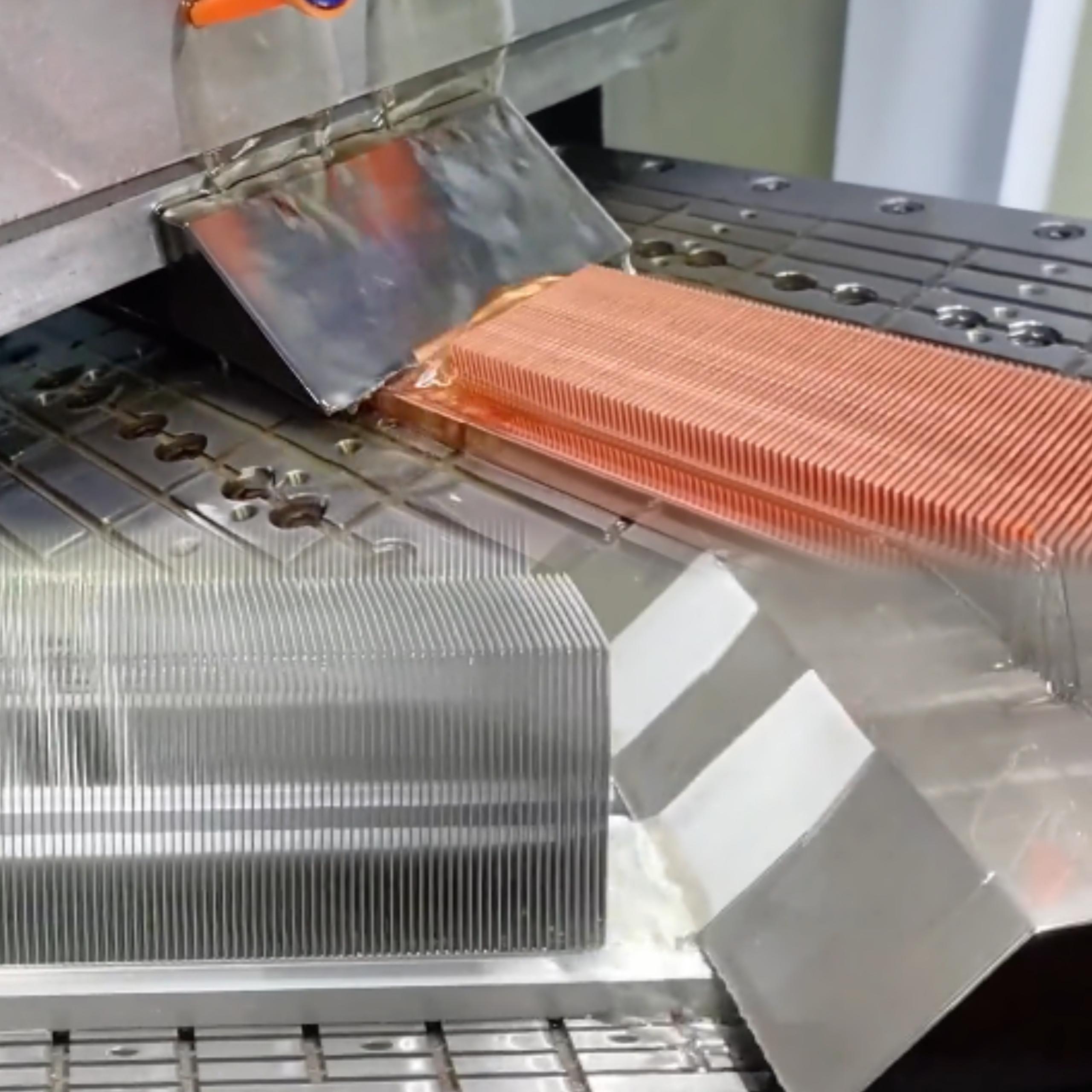
Aluminium als Ersatz für Kupfer hat sich im Kühlkörper mit geschälten Lamellen zu einem unumkehrbaren Trend entwickelt. Kosten, geringes Gewicht und Ressourcensicherheit sind die wichtigsten Treiber. Die Leistungslücke wird durch Prozessinnovationen (Schältechnologie, Mikrokanaldesign) geschlossen. Aluminiumlösungen werden häufig in hocheffizienten Anwendungen wie Rechenzentren und Fahrzeugen mit alternativen Antrieben eingesetzt. Der Ersatz von Kupfer durch Aluminium ist jedoch kein einfacher Materialersatz, sondern ein systematisches Projekt, das umfassende Optimierungen von der Materialauswahl über das Strukturdesign und den Herstellungsprozess bis hin zu den Anwendungsszenarien erfordert, um das beste Verhältnis zwischen Kosten und Leistung zu erreichen. Dieser Artikel untersucht detailliert die wichtigsten technologischen Durchbrüche und Anwendungslösungen für diesen Ersatz.
1-Aluminium vs. Kupfer: Materialeigenschaften und Herausforderungen
Um die Machbarkeit des Ersatzes von Kupfer durch Aluminium wissenschaftlich zu bewerten, müssen wir zunächst die Unterschiede in den physikalischen Kerneigenschaften der beiden Metalle in Wärmeableitungsanwendungen verstehen:

Tabelle 1: Umfassender Vergleich der Wärmeableitungsmaterialeigenschaften von Aluminium und Kupfer
Die Leistung des Kühlkörpers hängt nicht nur von der Wärmeleitfähigkeit des Materials ab, sondern auch von den Wärmekapazitätseigenschaften und der Oberflächenausnutzung. Die unterschiedlichen physikalischen Eigenschaften von Aluminium und Kupfer bestimmen die Grenzen der Substitutionsmöglichkeit:
a. Die dialektische Beziehung zwischen Wärmeleitfähigkeit und Wärmekapazität
· Sofortiger Vorteil von Kupfer: Hohe Wärmeleitfähigkeit (385 W/m·K), schnellere anfängliche Wärmediffusion;
· Stationärer Durchbruch von Aluminium: Hohe spezifische Wärmekapazität (900 J/kg·K, 2,3-mal so hoch wie Kupfer), 133 % höhere Wärmespeicherkapazität pro Masseneinheit, geringe Dichte (2,7 g/cm³, 30 % von Kupfer), 40 % größere Wärmeableitungsfläche bei gleichem Volumen und langfristiges Gleichgewicht durch eine größere Oberfläche während der kontinuierlichen Wärmeableitungsphase.
b. Thermische Anpassung
Der Wärmeausdehnungskoeffizient von Aluminium (23,1 × 10⁻⁶/K) liegt nahe an dem von Leiterplattensubstraten (13–18 × 10⁻⁶/K), wodurch das Risiko von thermischen Spannungsversagen reduziert wird.
Darüber hinaus wird dieser Trend durch eine veränderte Leistungsperspektive vorangetrieben: Eine Reduzierung der lokalen Wärmeleitfähigkeit wird im Austausch für Leichtbauteile, Kostenoptimierung und verbesserte Nachhaltigkeit akzeptiert.
2-Wichtige Durchbrüche im Herstellungsprozess
a. Durchbruch im Werkstoffsystem: Optimierung der Legierungszusammensetzung und Härtekontrolle
· Traditionelle Schwachstellen: Herkömmliche Aluminiumwerkstoffe (wie z. B. 1060er Reinaluminium) haben eine geringe Härte (24–38 HB) und lassen sich leicht fräsen. Bei der anschließenden Bearbeitung bleibt das Material jedoch häufig am Werkzeug haften. Die Aluminiumlegierung 6063 hat eine hohe Härte (34–42 HB), was die spätere Bearbeitung begünstigt, die Fräshöhe ist jedoch begrenzt (≤ 50 mm).
Durchbruch: Durch Optimierung der Legierungszusammensetzung (Si 0,25 %, Mg 0,41 %) und innovative Schmelz- und Gießverfahren (Homogenisierung bei 556 °C + Extrusion bei 430 °C/Abschrecken bei 490 °C) wird die Härte von Aluminiumwerkstoffen stufenweise kontrolliert: Vor dem Schälen der Rippe wird eine niedrige Härte von 32–39 HB beibehalten (um die Bearbeitung von 70 mm hohen Rippen zu gewährleisten) und nach dem Schälen der Rippe auf 55–64 HB verstärkt (um das Problem des Anhaftens am Werkzeug während der Bearbeitung zu vermeiden).
Kontrolle von Verunreinigungen und ausgewogene Wärmeleitfähigkeit: Durch die Kontrolle der hohen Reinheit von Fe ≤ 0,11 % und Cu ≤ 0,02 % (99,70 % Aluminiumbasis) wird eine hohe Wärmeleitfähigkeit beibehalten und gleichzeitig die Bearbeitungseffizienz verbessert, sodass Aluminiumheizkörper mit hohen Rippen sowohl eine hohe Verarbeitungsleistung als auch eine hohe Betriebsfestigkeit aufweisen.
b. Der wesentliche Unterschied zwischen Materialhärte und Schneidverhalten: Der Hauptvorteil von Aluminium bei der Herstellung ultradünner Rippen liegt in seinen Kaltverfestigungseigenschaften und dem erforderlichen Schneidkraftbedarf. Technische Analyse:
·Die weichen Eigenschaften von Kupfer führen zum Schälen der Rippe: Durch Werkzeugextrusion kommt es leicht zu Materialansammlungen an der Rippenwurzel (Kräuseleffekt).
Der Dünnschichtbereich weist eine starke plastische Verformung auf (hohe Instabilität bei einer Dicke von <0,1 mm); die Kaltverfestigung ist gering, und die Struktur kann durch Verformung nicht verstärkt werden.
·Beim Schälen von Aluminiumlegierungen: Die Kaltverfestigung verbessert die Steifigkeit der Rippe deutlich (die Festigkeit der 6063-Legierung wird durch Kaltverfestigung verbessert); geringe Schnittkräfte ermöglichen den Einsatz präziserer Werkzeuge mit dünnen Klingen; die geringe elastische Rückstellkraft (ca. 1/3 der von Kupfer) gewährleistet die geometrische Genauigkeit der Rippe.
c. Durchbruch bei strukturellen Grenzen und Kostenoptimierung
Das Design ultradünner Rippen zielt im Wesentlichen auf die Maximierung des Oberflächen-Volumen-Verhältnisses ab, und die physikalischen Eigenschaften von Aluminium sind hierfür besser geeignet:

Tabelle 2: Vergleich der Parameter von Aluminium- und Kühlkörper mit geschälten Lamellen
Einfache Aluminiumprofile (Platte/Nut) ersetzen komplexe Formen und reduzieren so die Formkosten um 60 %. In der Kleinserienfertigung werden direkt plattengeschälte Lamellen (formfrei) eingesetzt, um kundenspezifische Anforderungen zu erfüllen.
3-Trend-Kern: Systemoptimierung statt Materialegoismus
Der Kernvorteil von Aluminium Kühlkörpern mit geschälten Lamellen liegt in der umfassenden Optimierung des Systems und nicht im Ersatz einer einzelnen Wärmeleitfähigkeit:
·Technischer Nutzen: Synergistischer Durchbruch bei geringem Gewicht und effizienter Wärmeableitung durch eine Struktur mit mehreren Lamellen, ein dünnes Lamellenverfahren und einteiliges Formteil;
·Vorteil der Leichtbauintegration: In aufstrebenden Bereichen wie neuen Energien/5G sind Leichtbau und Kosten wichtiger geworden als die absolute Wärmeleitfähigkeit, und die daraus resultierenden Vorteile wurden verbessert.
·Vollzyklusökonomie: Die Anschaffungskosten betragen nur 45 % der Kupferlösung, und die durch die Leichtbauweise reduzierte Lüfterleistung ermöglicht eine schnelle Amortisierung der Investition.
· Grundlage für eine nachhaltige Produktion: Die Branchenmerkmale einer ausreichenden Aluminiumproduktionskapazität und einer Rückgewinnungsrate von über 95 % gewährleisten eine stabile Lieferkette.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Der Sprung in der Leistungsdichte und das Spiel mit den thermischen Grenzen treiben die vier Revolutionen in der Kühltechnologie für Solarwechselrichter voran. Von der Lamellenluftkühlung der zentralisierten H-Brücke über die dreistufige NPC-Topologie mit Heatpipes zur Beherrschung der Wärmequelle; von modularen Mehrebenensystemen zum Aufbau einer thermischen Redundanz-Schutzlinie mit Phasenwechselmaterialien bis hin zu SiC-Softswitches mit Mikrokanal-Flüssigkeitskühlung zum Durchbrechen der hohen Wärmestromdichte – jede Topologie-Iteration definiert das Kühlparadigma neu. Der Kern dieser Entwicklung stellt die ultimative Herausforderung der Leistungselektronik an den zweiten Hauptsatz der Thermodynamik unter den dreieckigen Bedingungen von Effizienz, Leistungsdichte und Zuverlässigkeit dar und wird die Wettbewerbsbarrieren der nächsten Generation von Photovoltaik-Speicherfusionssystemen definieren.
1-Entwicklung von Solarwechselrichtersystemen
Die Entwicklung von Solarwechselrichtersystemen folgt dem vierstufigen Übergang von der Anpassung der Wärmeableitung über das Wärmemanagement und die thermische Synergie bis hin zur Entropiereduzierung. Von der Zentralisierung im Schrank zur intelligenten Integration auf Chipebene führt dies zu einer kontinuierlichen Leistungsdichte und gleichzeitig zu einem rasanten Anstieg der Effizienz und Marktdurchdringung.
a. Die physische Form von Solarwechselrichtern hat einen dreistufigen Wandel durchlaufen:
Frühe zentralisierte Wechselrichter waren groß (> 1 m³/MW) und wogen mehr als eine Tonne. Die spätere String-Lösung zerlegte die Leistungseinheit in 20–100-kW-Module, wodurch das Volumen auf 0,3 m³/MW reduziert wurde. Das aktuelle modulare Design wurde auf 10-kW-Untereinheiten weiterentwickelt, die Leistungsdichte liegt über 50 kW/l, und das Gewicht sank auf < 15 kg/kW.
b. Die Anpassungsfähigkeit an die Umgebung verschiebt sich vom passiven zum aktiven Schutz:
· Schutzstufe: IP54 → IP66/C5-M Korrosionsschutz (Küsten-/Salzsprühnebel-Szenarien)
· Temperaturbereich: -25–+60 °C → -40–+85 °C (extreme Kälte/Wüstenszenarien)
· Intelligente Reaktion: Ein dynamischer Temperaturregelungsalgorithmus passt die Wärmeableitungsleistung in Echtzeit an staubige und feuchte Umgebungen an.
c. Der Wärmeableitungsbedarf ändert sich qualitativ mit der Leistungsdichte:
Frühe Zwangsluftkühlungen bewältigen Wärmestromdichten von <100 W/cm²; die Heatpipe-Technologie im Drei-Ebenen-Zeitalter löst das Problem der Temperaturgleichmäßigkeit mehrerer Wärmequellen; SiC-Hochfrequenz fördert die Verbreitung der Flüssigkeitskühlung. Die Phasenwechselkühlung mit Mikrokanälen wird für >300 W/cm² zur Standardlösung und der Anteil des Wärmeableitungssystems wurde von 30 % auf 12 % der gesamten Maschine reduziert.
2-Entwicklung der Topologie von Solarwechselrichtersystemen und des Wärmemanagements
Die zugrunde liegende Logik der Entwicklung der Topologie von Solarwechselrichtersystemen basiert auf dem Prinzip „Effizienz-Leistungsdichte-Kosten“:
· Veränderungen im Verlustmechanismus: Von überwiegend Leitungsverlusten (H-Brücke) → Schaltverlusten im Kern (NPC) → Hochfrequenz-Magnetteile/Kondensatorverlusten (MMC) → Verlusten der elektromagnetischen Verträglichkeit beim sanften Schalten von SiC-Bauelementen (über 60 %). Dadurch verschiebt sich der Fokus der Wärmeableitung von der „Durchschnittstemperatur“ hin zur „Steuerung ultrahoher Wärmestromdichte“.
· Übergang zur Leistungsdichte: Die physikalische Grenze siliziumbasierter IGBTs (20 kHz/3 kW/L) wurde durch SiC-Bauelemente (100 kHz/50 kW/L) überschritten. Dies zwang die Wärmeableitungslösung zu einem Wechsel von Luftkühlung → Heatpipe → Flüssigkeitskühlung → Mikrokanal-Phasenwechselkühlung.
· Dynamische Kostenbilanz: Der Anteil der Kosten für das Wärmeableitungssystem sinkt allmählich von der H-Brücke zur SiC-Bauweise, die Kosten für die Wärmeableitung pro Leistungseinheit steigen jedoch. Um letztendlich eine Senkung der Stromgestehungskosten zu erreichen, ist eine Neugestaltung der thermischen Grenze durch ein kollaboratives Design von Topologie, Gehäuse und Wärmeableitung erforderlich.

Tabelle 1: Entwicklung der Solarwechselrichter-Topologien und des Wärmemanagements
Angesichts der technischen Herausforderungen, die sich aus der kontinuierlichen Steigerung der Leistungsdichte und der kontinuierlichen Verbesserung der Wärmestromdichte von Photovoltaik-Wechselrichtern ergeben, muss die Wärmeableitungslösung systematisch verbessert werden:
· Entwicklung von Luftkühlung zu Flüssigkeitskühlung: Um den hohen Wärmestromdichten neuer Chips gerecht zu werden und die Kerntemperatur deutlich zu senken;
· Kombination von Heatpipe- und Phasenwechseltechnologie: Effektive Unterdrückung des Thermoschocks modularer Systeme und Verlängerung der Lebensdauer wichtiger Komponenten;
· Gemeinsames Design und Kostenkontrolle: Optimierung des Wärmeableitungssystems durch die enge Integration von elektrischem und thermischem Management.
Als Partner für Wärmemanagement konzentriert sich Walmate auf Direct-to-Chip-Kühltechnologie und die Optimierung des Wärmewiderstands auf Systemebene, um praktikable Wärmeableitungslösungen für Photovoltaik-Speichersysteme bereitzustellen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Dieser Artikel untersucht den Innovationspfad der Wärmeableitungstechnologie für HGÜ-Systeme vor dem Hintergrund der rasanten Entwicklung der KI-Rechenleistung und konzentriert sich dabei auf zwei Hauptbereiche: Synergien bei der Flüssigkeitskühlung und Materialverbesserungen. Der Inhalt basiert auf öffentlichen Brancheninformationen. Sollten Auslassungen vorliegen, bitten wir um entsprechende Korrekturen.
1-Der Aufstieg der HGÜ und der unvermeidliche Anstieg des Kühlbedarfs
Der explosionsartige Anstieg der KI-Rechenleistung hat die Leistungsdichte von Rechenzentren deutlich erhöht (einzelne Schränke über 100 kW) und die Nachfrage nach hocheffizienten Stromversorgungssystemen angetrieben. Herkömmliche USV-Systeme stehen vor Herausforderungen hinsichtlich Effizienz und Stellfläche, während sich HGÜ-Systeme dank ihrer hohen Effizienz, geringen Verluste, geringen Größe und hohen Zuverlässigkeit schnell zur gängigen Stromversorgungslösung für KI-Rechenzentren entwickeln. Dies treibt das rasante Wachstum des HGÜ-Marktes und die zunehmende Verbreitung von KI-Rechenzentren voran. Gleichzeitig führt die KI-Nachfrage dazu, dass die HGÜ-Technologie auf höhere Spannungsebenen (z. B. 750-V- und 1000-V-Systeme) weiterentwickelt wird, um Effizienz und Leistungsbelastbarkeit weiter zu verbessern.
a. Explosion der KI-Rechenleistung und Anforderungen an die Energieeffizienz
Um hohe Energieeffizienzstandards (z. B. PUE ≤ 1,5/≤ 1,3 für Rechenzentren) zu erfüllen, muss die HGÜ-Kühltechnologie Folgendes erreichen:
· Effizientes Kühldesign mit Flüssigkeitskühlung zur Bewältigung der hohen Leistungsdichte; präzise Steuerung der Kühlparameter.
· Optimierung der Wärmeträgermedien, bevorzugter Einsatz von deionisiertem Wasser und Auswahl stabiler Flüssigkeiten, die in besonderen Fällen eine Phasentrennung verhindern (z. B. PCD).
· Die Kühlerleistung wurde verbessert, und es kommen Materialien mit hoher Wärmeleitfähigkeit zum Einsatz; das spezielle Design der Strömungskanäle verbessert die Wärmeübertragungseffizienz.
· Dynamische Temperaturregelung und -überwachung, Echtzeitüberwachung der wichtigsten Punkttemperaturen; ausgestattet mit Diagnosegeräten zur Fehlervorhersage.
· Redundanz- und Zuverlässigkeitsdesign, z. B.: N+1-redundante Konfiguration des Kühlsystems, Zweikreis-Kaltwasserleitungsnetz zur Vermeidung von Einzelpunktausfällen.
· Notfall-Wärmeableitungskapazität, unterstützt die Wärmeableitung unter extremen Betriebsbedingungen.
· Anpassungsfähigkeit an Umgebungsbedingungen, Gewährleistung eines stabilen Betriebs bei einer Umgebungstemperatur von 15–35 °C und Berücksichtigung einer feuchtigkeitsgeschützten Belüftung.
b. Vertiefte Anwendung von Halbleitern der dritten Generation (SiC/GaN)
Der Anstieg der KI-Rechenleistung hat die 800-V-Hochspannungs-Gleichstromarchitektur zu einem neuen Trend in Rechenzentren gemacht:
·SiC/GaN ersetzt aufgrund seiner hohen Leistungsdichte, Hochfrequenzschaltung und geringen Verluste schrittweise herkömmliche Silizium-basierte Bauelemente.
·Erhebliche Verbesserung der Systemeffizienz.
·Senkung der Materialkosten und Erhöhung der Zuverlässigkeit.
c. Energieeffizienzvorteile von HGÜ gegenüber Wechselstromversorgung und ihre Auswirkungen auf die Wärmeableitung
Die Anforderungen der HGÜ-Architektur an Wärmeableitungssysteme spiegeln sich hauptsächlich in hoher Leistungsdichte, effizienten Kühlmethoden, redundantem Design, Anpassungsfähigkeit an Umgebungsbedingungen, optimierter Energieeffizienz und schneller Fehlerbehebung wider. Diese Anforderungen bestimmen gemeinsam die Komplexität und die Herausforderungen von HGÜ-Systemen in Design und Betrieb.

Tabelle 1: Aufschlüsselung der Hauptursachen für die Unterschiede bei den Energieumwandlungsverlusten bei HGÜ und Wechselstrom
2-Innovationskern: Synergien bei der Flüssigkeitskühlung und Materialverbesserungen
a. Flüssigkeitskühlung: Generationswechsel von Edge- zum Mainstream-System
Die Verbreitung von Flüssigkeitskühlung hat rasant zugenommen. Die KI-Rechenleistung treibt den GPU-Stromverbrauch auf 1000 W, was eine Transformation der Luftkühlung erforderlich macht. Edge-Szenarien müssen sich an den extremen Temperaturbereich von -30 °C bis 60 °C anpassen.

Tabelle 2: Generationswechsel der Technologiepfade
b. Materialverbesserung: Ein entscheidender Durchbruch bei der Bewältigung extremer thermischer Herausforderungen
Materialverbesserungen ermöglichen Durchbrüche bei der Wärmeableitung: Optimiertes Thyristor-Wärmemanagement durch hochwärmeleitende Grenzflächenmaterialien, die Kombination von Aluminiumnitrid-Keramiksubstraten (Wärmeleitfähigkeit ≥ 180 W/mK) zur Verbesserung der Wärmeableitungskapazität von SiC/GaN-Bauelementen und die Nutzung einer zusammengesetzten Flüssigkeitskühlungsstruktur zur Unterstützung einer hohen Leistungsdichte. Auf Systemebene sorgen eine redundante N+1-Flüssigkeitskühlungsarchitektur, eine intelligente Temperaturregelungsstrategie und ein 800-V-Spannungsfestigkeits-Pipeline-Design für eine sichere und effiziente Wärmeableitung.
3-Technische Herausforderungen und Chancen in der Kühlkette
a. Zentrale Herausforderungen: Engpässe bei Standardisierung und Kompatibilität
Die mangelnde Einheitlichkeit der Schnittstellen der Kühlplatte auf Chipebene und die unterschiedlichen Spannungsfestigkeiten der Rohrleitungen auf Schrankebene (500–800 V) führen zu mangelnder Kompatibilität und erhöhen die Transformationskosten. Die Kühlplatten- und Immersionstechnologie sind getrennt, und fehlende Standards für die Kühlmittelisolierung verstärken die Fragmentierung der Branche. Betrieb und Wartung bergen Gefahren, wie z. B. unzureichende Leckageerkennungsmechanismen und fehlende Standards für die Leistungsminderung des Kühlmittels. Die Hauptursache liegt in der ökologischen Trennung der drei Parteien Chiphersteller/Serverhersteller/Anbieter von Flüssigkeitskühlungslösungen, die ein Inselproblem mit unklaren Verantwortlichkeiten schafft.
b. Kooperationsmöglichkeiten: Technische und industrielle Zusammenarbeit
Die Chipebene fördert die Standardisierung der Kühlplattenschnittstellen, und die Systemebene verknüpft HGÜ-Last und Kühldurchflussrate durch KI-Temperaturregelungsalgorithmen. Die Industrie nutzt ODCC zur Festlegung von Schnittstellen- und Kühlmittelstandards und verkürzt den Bereitstellungszyklus durch modulare Gesamtmaschinen. Innovative Kühlmittelregenerationstechnologien und Leasingmodelle senken die Kosten und decken Leckagerisiken durch Versicherungsmechanismen ab, um eine dreidimensionale Zusammenarbeit zwischen Technologie, Industrie und Finanzen zu erreichen.
Die HGÜ-Kühltechnologie steht derzeit noch vor Herausforderungen wie Standardisierung und Kompatibilität, doch die industrielle Zusammenarbeit zeichnet sich durch Durchbrüche ab. Dieser Artikel stellt lediglich eine vorläufige Beobachtung dar, und wir freuen uns darauf, Optimierungsansätze mit Branchenkollegen zu diskutieren.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
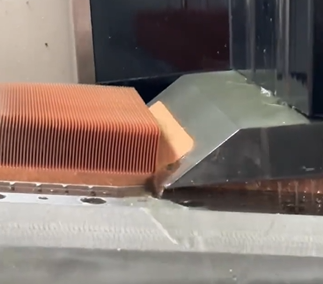
Bei der Herstellung von Kühlkörpern sind Materialauswahl und Präzision der Schälrippen entscheidend. Angesichts der hohen Anforderungen an ultradünne und hochdichte Rippen besteht die zentrale Herausforderung darin, Wärmeleitfähigkeit, Kosten und Verarbeitbarkeit des Materials in Einklang zu bringen. Wie lassen sich die Grenzen der Ausrüstung überwinden, eine stabile Genauigkeit im Mikrometerbereich erreichen und gleichzeitig die Konsistenz der Zahnform und die Effizienz der Wärmeableitung sicherstellen? Dies bestimmt direkt die Produktleistung, die Kostenwettbewerbsfähigkeit und den Ertrag in der Massenproduktion.
1-Kernpunkte und Herausforderungen des Prozesses
a. Prozessprinzip: Schichtweises Schaben (Schruppen → Feinbearbeitung) formt hochdichte Rippenstücke.
Schichtweises Schaben entfernt überschüssiges Material schnell durch Schruppen und gewährleistet durch Feinbearbeitung eine präzise Rippenform. Dabei treten jedoch drei wesentliche Widersprüche auf:
· Kontrolle der thermischen Verformung: Die hohe Schnittwärme, die beim Schruppen entsteht, führt zu einer lokalen Ausdehnung dünnwandiger Rippenstücke. Diese Verformung muss beim Feinbearbeiten ausgeglichen werden, da sonst Elliptizitätsfehler (z. B. ungleichmäßige Abstände der Wärmeableitungsrippen) entstehen.
· Spannungsausgleich: Die Akkumulation von Eigenspannungen beim schichtweisen Bearbeiten führt zu Verzug der Zahnstücke, insbesondere bei Aluminium (hohe Wärmeleitfähigkeit, aber geringe Streckgrenze). Daher muss die Schnittkraft durch die Strategie „geringe Schnitttiefe und hoher Vorschub“ reduziert werden.
· Präzisionsübertragung: Das beim Schruppen verbleibende, gezackte Restmaterial erhöht die Belastung des Feinbearbeitungswerkzeugs, was leicht zu Rattern und Toleranzen in der Rippendicke führen kann.
b. Zwei große Schwachstellen
· Materialauswahl für Kühlkörper: Bei der Materialauswahl für Kühlkörper muss ein ausgewogenes Verhältnis zwischen Wärmeleitfähigkeit, Verarbeitbarkeit und Kosten gefunden werden. Durch Leistungsvergleiche und Auswahlentscheidungen, kombiniert mit Materialmodifikationen und Kostenkontrolle, lässt sich eine synergetische Optimierung erreichen.

Tabelle 1: Quantitativer Vergleich der Materialeigenschaften und Auswahllogik
· Equipment accuracy: Equipment accuracy optimization improves machining accuracy and tool life by suppressing cutting thermal deformation, tool wear and error, using innovative tools and thermal-mechanical coupling error compensation.

Tabelle 2: Kausale Kette von Präzisionsfehlern
2-Materialauswahl: Der Schlüssel zu Leistung und Kosten
a. Wärmeleitfähigkeit ist entscheidend
· Hoher Wärmestrom (> 100 W/cm²): Kupfer (Wärmeleitfähigkeit 380 W/m·K) wird bevorzugt, da seine Wärmeleitfähigkeit 30 % höher ist als die von Aluminium.
Risikokontrolle: Beizen zur Entfernung der Oxidschicht (10 % HNO₃) + Benzotriazol-Ölfilm zur Verhinderung von Sekundäroxidation, wodurch der Werkzeugverschleiß um 40 % reduziert wird.
Mittlerer und niedriger Wärmestrom (< 80 W/cm²): Reinaluminium (Wärmeleitfähigkeit 210 W/m·K) wird bevorzugt, da es die meisten Anforderungen an Unterhaltungselektronik erfüllt und nur 30 % des Kupferpreises einspart.
b. Kostenoptimierung
· Kostensensitive Projekte: Materialverdünnung (z. B. Aluminiumsubstrat von 4 mm auf 2 mm); Abfallrecycling (Kupferspäne-Rückgewinnungsrate > 95 %); lokales Verbunddesign (Kupfer wird nur im Kontaktbereich der Wärmequelle verwendet).
· Alternative Lösung: Reinaluminium + Heatpipe-Design, äquivalente Wärmeleitfähigkeit 200–220 W/m·K.
c. Kompromiss bei der Verarbeitungsschwierigkeit
· Bei hohen Rippenanforderungen (> 70 mm) wählen Sie Reinaluminium. Die maximale Rippenhöhe beträgt 120 mm und die Biegefestigkeit ist höher als bei Kupfer. Vorbehandlung und Vorglühen des Aluminiums (Restspannungsreduzierung) reduzieren Härteschwankungen.
· Für hochpräzise Rippenformen (Rippendicke < 0,5 mm) wählen Sie Aluminium der Serie 6. AL6063 wird nach der Weichbearbeitung gehärtet, wodurch die Rippendicke auf 0,25 mm eingestellt werden kann. Vermeiden Sie die direkte Verarbeitung von Hartkupfermaterialien (leichtes Einfallen der Zähne). Eine Vorbehandlung bei niedrigen Temperaturen ist erforderlich.
3-Optimierung der Anlagenpräzision: Der Schlüssel zur Verbesserung der Ausbeute
Die Anlagenpräzision ist der Kern des Schälprozesses, um hochdichte Lamellen zu erzielen und Verformungen und Verschleiß zu kontrollieren.

Tabelle 3: Einflussmechanismus von Gerätefehlerquellen auf den Ertrag
Ideen zur Optimierung der Präzision von Schälmaschinen:
· Zentrale Präzisionsverbesserung: CNC-Substitution, Ersatz mechanischer Getriebe durch CNC-Systeme zur Vermeidung von Indexierungsfehlern; Unterdrückung thermischer Verformungen durch Kaltluftschneidtechnologie und kombinierte Kompensationstechnologie zur aktiven Kontrolle der thermischen Verformung während der Bearbeitung; Werkzeugverstärkung durch Aufbringen einer CBN-Beschichtung und Optimierung der geometrischen Struktur zur Verbesserung der Werkzeugbruchfestigkeit.
· Wichtigste Erfolge: Die Bearbeitungsgenauigkeit der Maschinen erreicht ±0,003 mm (Mikrometerebene); die Konstruktion extremer Lamellen mit einer Dicke von 0,3 mm und einer Lamellenhöhe von 120 mm wird erfolgreich unterstützt; die Produktionsausbeute konnte deutlich von 65 % auf 95 % gesteigert werden.
Zusammenfassend lässt sich sagen, dass präzise Materialabstimmung und extreme Schälgenauigkeit die Haupthindernisse bei der Kühlerherstellung sind. Optimierte Materialien gewährleisten die Leistungsfähigkeit, während mikrometergenaue Maschinen (CNC-Getriebe, Unterdrückung thermischer Verformungen und langlebige Werkzeuge) die einzige Möglichkeit sind, eine hohe Ausbeute zu erzielen und die Konstruktion extremer Lamellenformen zu ermöglichen. Nur durch die kontinuierliche Optimierung dieser beiden Kerne und den proaktiven Einsatz fortschrittlicher Präzisionssteuerungstechnologien können wir die marktführende Position in der Kühlerverarbeitung festigen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
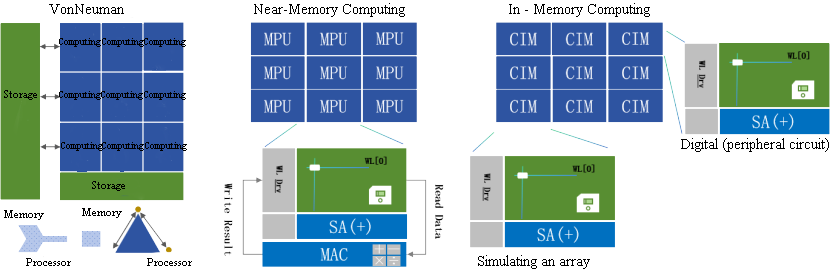
Die rasant steigende Rechenleistung von KI-Servern stößt auf „thermische Grenzen“ – die Leistungsdichte von Chips übersteigt 1000 W/cm² (z. B. NVIDIA H100), die Leistungsdichte von Gehäusen steigt von 2,4 kW auf 120 kW und die herkömmliche Luftkühlung erreicht die physikalische Grenze von 8–10 kW. Die zugrunde liegende Logik dieser „Wärmeableitungskrise“ ist das Ergebnis des Quanteneffekt-Dilemmas der Chiparchitektur (die Leckrate steigt unter 3 nm sprunghaft an), des unausgewogenen Energieverbrauchs bei der Datenverarbeitung (die mehr als 90 % des Systemstromverbrauchs ausmacht) und des exponentiellen Bedarfs an Training für große Modelle (GPT-4 verbraucht 32,4 TWh Strom für ein einziges Training). Angesichts starker politischer Beschränkungen (Chinas PUE ≤ 1,25) und des Drucks zur Energieeffizienz hat sich die Flüssigkeitskühlungstechnologie vom Randexperiment zum Mainstream entwickelt und ist zum Schlüssel zur Erschließung der KI-Rechenleistung geworden.
1-Die zugrunde liegende Logik der Kühlanforderungen für KI-Server
a. Chiparchitektur und Stromverbrauchsrevolution
Die Rechenleistungsdichte (Rechenleistung pro Flächeneinheit bzw. Stromverbrauchseinheit) und der Stromverbrauch von KI-Chips sind die wichtigsten Indikatoren für deren Leistung. Im Folgenden wird eine Analyse anhand von drei typischen Chips durchgeführt:

Da die Rechenleistung kontinuierlich steigt, kann die Chipleistung aufgrund physikalischer Einschränkungen bei Wärmeableitung und Energieeffizienz nicht voll ausgeschöpft werden. Dieses Phänomen der „Stromverbrauchsmauer“ ist auf folgende Ursachen zurückzuführen:
· Verzögerung der Wärmeableitung; die Wachstumsrate der Chip-Leistungsdichte (> 1000 W/cm²) übersteigt die Iterationsgeschwindigkeit der Wärmeableitungstechnologie bei weitem, sodass herkömmliche Lösungen an physikalische Grenzen stoßen.
· Unausgewogene Struktur des Energieverbrauchs. Auf physikalischer Ebene schwächt der Quantentunneleffekt unterhalb von 3 nm die Verbesserung der Energieeffizienz, und 3D-Stacking führt zu einem starken Rückgang der Wärmeableitungseffizienz um 30–50 %. Auf architektonischer Ebene macht der Energieverbrauch der Datenverarbeitung mehr als 90 % aus, und die Wachstumsrate der Rechenleistung (750-fach/2 Jahre) und der Speicherbandbreite (1,4-fach/2 Jahre) geraten ernsthaft aus dem Gleichgewicht. Auf Anwendungsebene erhöhen eine große Explosion der Modellparameter (z. B. verbraucht das GPT-4-Training 32,4 TWh) und eine dynamische Belastung (der momentane Stromverbrauch übersteigt TDP um 200 %) den Wärmeableitungsdruck.

Abbildung 1: Die Integration von Speicher und Computing
b. Wandel der Schaltschrankleistungsdichte
Die Schaltschrankleistungsdichte erlebt eine Revolution – von der allgemeinen Rechenleistung hin zu KI-gesteuerter Ultradichte. Das Paradigma hat sich von der „Geräteraumanpassung“ zum „Gerätedefinitionsraum“ gewandelt. Der Bedarf an KI-Rechenleistung hat die Infrastruktur zu sprunghaften Modernisierungen gezwungen.
· Exponentieller Übergang: Die globale Durchschnittsdichte stieg von 2011 bis 2024 von 2,4 kW/Gehäuse auf 9,5 kW/Gehäuse (CAGR ≈12 %). Intelligente KI-Rechenzentren haben die Dichte auf über 120 kW/Gehäuse (z. B. NVIDIA GB200 NVL72) gesteigert und könnten 2030 die MW-Marke erreichen.
· Der sprunghaft ansteigende Stromverbrauch von KI-Chips (H100-Einzelkarte 700 W → GB200-Einzelkarte 1200 W) und der Bedarf an großem Modelltraining (GPT-4-Einzeltraining verbraucht 32,4 TWh Strom) führen zu einem „Doppelhelixeffekt“, der die Gehäusedichte zwingt, mit dem Anstieg der Rechenleistung Schritt zu halten.
Technologischer Durchbruch: Die Luftkühlungsgrenze (8–10 kW) wird durch Flüssigkeitskühlung ersetzt. Kühlplatten (20–50 kW) und Tauchkühlung (50–120 kW) unterstützen eine hohe Dichte. Das Stromversorgungssystem wurde auf Hochspannungs-Gleichstrom-Übertragung (HGÜ) umgerüstet, Wirkungsgrad > 98 %. Die Raumausnutzung wurde um 40 % erhöht (Entfernung von Luftkanälen). Die Flüssigkeitskühlung senkt den PUE auf 1,08.
c. Politische und Energieeffizienz-orientierte Maßnahmen
Chinas Projekt „East Data West Computing“: Für östliche Knotenpunkte ist ein PUE von ≤ 1,25 und für westliche Knotenpunkte von ≤ 1,2 vorgeschrieben, was die Verbreitung der Flüssigkeitskühlungstechnologie vorantreibt. Am Beispiel des Knotenpunkts in der Inneren Mongolei kann der Einsatz von Tauchflüssigkeitskühlung den PUE auf 1,08 senken und so jährlich über 20 Millionen kWh Strom einsparen.
· Globale CO2-Emissionsvorschriften: Die EU-CSRD-Richtlinie verpflichtet Rechenzentren zur Offenlegung ihres gesamten CO2-Fußabdrucks über den gesamten Lebenszyklus, und der kalifornische „Climate Enterprise Data Accountability Act“ schließt Scope-3-Emissionen in die verpflichtende Offenlegung ein. Flüssigkeitskühlungstechnologie ist aufgrund der Reduzierung indirekter Emissionen (wie z. B. Kältemittelleckagen) zum Schlüssel zur Einhaltung der Vorschriften geworden.
Wirtschaftlicher Nutzen: Flüssigkeitskühlung spart 30–50 % Kühlenergie im Vergleich zur Luftkühlung. In Kombination mit den unterschiedlichen Strompreisen zu Spitzen- und Talzeiten kann sich die Amortisationszeit der Investition auf 3–5 Jahre verkürzen.
2-Entwicklung der Wärmeableitungstechnologie und Differenzierung technischer Ansätze
a. Flüssigkeitskühlungstechnologie: Vom Edge-End- zum Mainstream-Markt
Der Übergang der Flüssigkeitskühlung vom Edge-Experiment zum Wärmeableitungsstandard stellt eine Neuausrichtung von Rechenleistungsdichte und Energieeffizienz dar und führt zu einer Neustrukturierung der Wertschöpfungskette im Rechenzentrum.
· Entwicklungsprozess: Marginalisierungsphase (1960er–2010er Jahre), Nutzung ausschließlich im Supercomputing- und Militärbereich (z. B. Cray-2), eingeschränkt durch Materialkorrosion und hohe Kosten; Durchbruchsphase (2010er–2020er Jahre), GPU-Wärmedichte über 500 W/cm² (NVIDIA P100), und die chinesische PUE-Richtlinie (China PUE ≤ 1,25) förderte die kommerzielle Nutzung. Die Kosten für die Umstellung auf Kühlplatten sanken auf das 1,2-Fache der Luftkühlung. Mainstream (knapp 2–3 Jahre), KI-Gehäuse mit einer Leistungsdichte von über 120 kW (z. B. NVIDIA NVL72), Flüssigkeitskühlung hatte 12,2 % geringere Gesamtbetriebskosten als Luftkühlung und verkürzte die Amortisationszeit auf 3–5 Jahre.
· Evolutionäre und technische Logik: Von der „an Chips angepassten Luftkühlung“ zur „chipdefinierten Wärmeableitung“ wird Flüssigkeitskühlung zum zentralen Hebel für die Freisetzung von Rechenleistung. Industrielle Logik: Positive Kreislauffolge: „Politisch getriebene Standards → Standards senken Kosten → Kosten fördern die Verbreitung“. Ökologische Logik: Neugestaltung der Wertschöpfungskette im Rechenzentrum: Kühlsysteme werden von Kostenstellen zu Energieeffizienz-Assets.
· Differenzierung technischer Ansätze: Die Differenzierung der Flüssigkeitskühlungstechnologie ergibt sich aus dem Spiel zwischen Wärmeableitungseffizienz und Transformationskosten. Kühlplatten priorisieren Kompatibilität, gleichen Kosten und Risiken durch lokale Transformation aus und passen sich an Szenarien mittlerer Dichte an. Der Immersionstyp nutzt die physikalische Wärmeableitungsgrenze und durchbricht die Wärmedichtegrenze durch Systemrekonstruktion, steht jedoch vor Herausforderungen hinsichtlich Material, Betrieb und Wartung. Der Sprühtyp ermöglicht eine präzise Temperaturregelung auf Chipebene und ebnet den Weg für sensible Szenarien wie optisches Computing. Die Differenzierung der Flüssigkeitskühlungstechnologie basiert im Wesentlichen auf dem unlösbaren Dreieck zwischen Wärmeableitungseffizienz, Transformationskosten und Betriebs- und Wartungskomplexität. Der Kühlplattentyp ist ausgewogen, der Immersionstyp nutzt die physikalische Grenze und der Sprühtyp zielt auf eine präzise Temperaturregelung. Zusammengenommen fördern diese drei Aspekte die Flüssigkeitskühlung von einer „technischen Option“ zu einer „Rechenleistungsbasis“.
b. Kühltechnologie auf Chipebene präsentiert mehrdimensionale Durchbrüche
Die Kühltechnologie auf Chipebene durchläuft eine Dreifaltigkeit von Innovationen in den Bereichen Material-Struktur-Kontrolle. Kurzfristig wird sie von 3D-Mikrofluidik und Kühlplatten-Flüssigkeitskühlung (mit TDP im Kilowattbereich) dominiert, langfristig setzt sie auf Quantenkühlung und photothermische Synergie, um physikalische Grenzen zu durchbrechen. Ihre Entwicklung bestimmt unmittelbar die Effizienz der KI-Rechenleistung und die Entwicklung der Energieeffizienz von Rechenzentren.
· Materialien: Diamant/Graphen nähern sich der physikalischen Grenze der Wärmeleitfähigkeit, und Phasenwechselmaterialien lösen vorübergehende Thermoschocks.
· Struktur, Mikrofluidik und Kühlplatten werden von der externen Befestigung zur Chip-Einbettung verlagert, was kürzere Wärmeableitungswege und höhere Effizienz ermöglicht.
· Steuerung: Aktive Festkörperkühlung von Chips durchbricht Volumenbeschränkungen, und die dynamische KI-Regelung ermöglicht Synergien im Wärme-Computing.
· Kerntrend: Die Integration dieser drei Technologien fördert die Weiterentwicklung der Wärmeableitung von passiver Wärmeleitung zur aktiven Temperaturregelung auf Chipebene und unterstützt so die TDP-Anforderungen einzelner Chips im Kilowattbereich.
Die Entwicklung der Wärmeableitungstechnologie hat sich von der „Einzelpunktinnovation“ zur „Systemrekonstruktion“ weiterentwickelt: Kaltplatten-Flüssigkeitskühlung ermöglicht die Transformation bestehender Systeme mit Kompatibilität, Immersion durchbricht die physikalische Grenze der Wärmeableitung und die Chip-Level-Sprühtechnologie ermöglicht präzise Temperaturregelung. Zusammen bilden diese drei Technologien ein mehrschichtiges Wärmeableitungssystem. Mit der kommerziellen Nutzung von Quanten-Wärmeableitung und photothermischer Synergietechnologie werden sie künftig ultradichte Rechenleistung im Megawatt-Bereich in einem einzigen Gehäuse ermöglichen. Dieser Prozess revolutioniert nicht nur das Wärmeableitungsparadigma, sondern macht Rechenzentren auch von Energieverbrauchern zu energieeffizienten Anlagen – Schätzungen zufolge kann die vollständige Flüssigkeitskühlung Rechenzentren weltweit bis 2030 zu 450 Millionen Tonnen CO2-Emissionen verhelfen. Wärmeableitung entwickelt sich vom Kostenfaktor zum Kern der KI-Rechenleistungsökonomie.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Wenn man einen Kühlkörper sieht, der so präzise wie Kammzähne in einem elektronischen Gerät ist, könnte man meinen, seine Spitzenleistung sei schon lange vor dem Kontakt der Klinge mit dem Metall festgelegt. Warum investieren große Hersteller viel Geld in die Materialvorbehandlung? Denn dieser Schritt kann den Kühlkörper direkt verbessern: Aluminiumschneiden spart 20 % des Arbeitsaufwands, Kupferkühlkörper bleiben drei Jahre länger haltbar und selbst 12 cm hohe Kühlkörper lassen sich in einem Durchgang schneiden. Dieser Artikel stellt vor, wie man Metall mit wissenschaftlichen Methoden „auflockert“, sodass Hartmetall präzise in einen perfekten Kühlkörper verwandelt werden kann.
1-Warum ist die Vorbehandlung der „unsichtbare Motor“ des Skived-Kühlkörper?
a. Herausforderungen bei der Herstellung hochpräziser Kühlkörper
· Eigenspannungskonzentration: Die durch den Walz- oder Gießprozess der Rohmaterialien entstandenen Eigenspannungen werden beim Schälen freigesetzt, wodurch sich das Substrat verzieht.
· Materialerweichung: Aluminium, Kupfer und andere Werkstoffe erweichen während des Schneidprozesses lokal durch Temperaturanstieg (Aluminium 40–60 °C, Kupfer 80–120 °C), wodurch der Zahn einbricht oder Grate entstehen.
· Oberflächenoxidation: Kupfer oxidiert an der Luft leicht und bildet eine CuO-Schicht (hohe Härte und hohe Sprödigkeit), die den Werkzeugverschleiß erhöht und die Werkzeuglebensdauer verkürzt.
b. Vorbehandlung – die entscheidende Brücke vom metallischen Rohmaterial zum präzisen Zahnprofil
· Optimierung der Materialeigenschaften durch Rekristallisationsglühen von Aluminium- bzw. Kupferwerkstoffen. Dadurch werden die beim Walzen entstehenden Eigenspannungen eliminiert und die Gleichmäßigkeit der Werkstoffhärte deutlich verbessert.
· Oberflächenzustandskontrolle: Durch chemische Reinigung wird die Oxidschicht auf der Materialoberfläche entfernt. Beispielsweise kann Kupfer mit 10 %iger HNO₃ beizen. Die Oberflächenrauheit kann nach der Behandlung auf 0,4 μm reduziert werden, wodurch die Werkzeughaftung effektiv verringert wird. Alternativ kann Aluminium passiviert werden, beispielsweise durch Eloxieren. Dabei bildet sich ein 5–10 μm dicker Al₂O₃-Film, der Sekundäroxidation während der Bearbeitung vorbeugt.
c. Wie verbessert die Vorbehandlungstechnologie die Bearbeitungseffizienz?
· Verkürzung des Bearbeitungszyklus. Der Schnittwiderstand des Materials wird nach der Vorbehandlung reduziert, was eine höhere Vorschubgeschwindigkeit ermöglicht.
· Reduzierte Nachbearbeitungsrate: Durch Spannungsfreisetzung wird die Ebenheitsrate des Substrats deutlich verbessert, wodurch Nachkorrekturen entfallen.
2-Grundlagen der Vorbehandlungstechnologie: Die Integration von Werkstoffwissenschaft und Technologie
Der Kern der Vorbehandlungstechnologie besteht darin, die Prozesslogik anhand der Werkstoffeigenschaften anzupassen, um die inhärenten Widersprüche von Werkstoffen mit hoher Wärmeleitfähigkeit wie Aluminium und Kupfer beim Wälzschälen von Zahnrädern zu lösen.
a. Werkstoffeigenschaften bestimmen die Vorbehandlungslogik

Vorbehandlung von Aluminiumwerkstoffen: Glühen bei 300–350 °C für 2 Stunden reduziert Walzspannungen und verbessert die Härtegleichmäßigkeit um 40 %. Die Oberflächenbehandlung kann durch Eloxieren zur Erzeugung einer 5–10 μm dicken Al₂O₃-Schicht oder durch chemische Passivierung (Chromatierung) erfolgen, um die Oxidation während der Verarbeitung zu verhindern.
Vorbehandlung von Kupferwerkstoffen: Glühen bei 500–600 °C für 1 Stunde macht das Material weicher, reduziert die Härte von 80 HB auf 45 HB und reduziert die Schnittkraft um 30 %. Beim Beizen wird eine 10%ige HNO₃-Lösung verwendet, um die Oxidschicht zu entfernen. Ab einer CuO-Schichtdicke von 1 μm erhöht sich der Werkzeugverschleiß um 50 %.
b. Kernwiderspruch: Verarbeitungsparadoxon bei Werkstoffen mit hoher Wärmeleitfähigkeit
Widerspruch: Die hohe Wärmeleitfähigkeit (z. B. 380 W/mK bei Kupfer) ist der Hauptvorteil des Kühlkörpers. Eine hohe Wärmeleitfähigkeit führt dazu, dass die Schnittwärme schnell auf das Werkzeug übertragen wird, was den Verschleiß beschleunigt (die Standzeit bei der Kupferbearbeitung beträgt nur ein Drittel der von Aluminium).
Vorbehandlungsschema, Gleichgewicht zwischen Wärmeleitfähigkeit und Bearbeitbarkeit, z. B. Niedertemperaturvorbehandlung von Kupferwerkstoffen zur Reduzierung des Anstiegs der Schnitttemperatur oder Gradientenwerkstoffdesign; Oxidschichtmanagement, z. B. Erhalt des dichten Al₂O₃-Films von Aluminiumwerkstoffen zur Reibungsreduzierung; Beschichtung der Kupferwerkstoffe mit einem Benzotriazol-Ölfilm nach dem Beizen zur Verhinderung der Sekundäroxidation.
3-Kernmethoden der Vorbehandlung
a. Mechanische Vorbehandlung: Vorbereitung der Weiterverarbeitung
Oberflächenreinigung (Sandstrahlen/Polieren), Entfernung von Oxidschichten, Ölflecken und Graten, Verbesserung der Oberflächenrauheit (Ra-Wert), Verbesserung der Beschichtungshaftung oder des anschließenden Beizeffekts.
b. Chemische Vorbehandlung: Aktivierung der Oberflächenaktivität
Durch physikalische Reinigung (Dekontamination), chemische Modifizierung (Bildung eines Konversionsfilms) und Verbesserung der Oberflächeneigenschaften wird die Materialoberfläche von einem inerten in einen hochaktiven Zustand überführt. Der Kern liegt in der Abstimmung von Oberflächenrauheit, Dichte der chemischen funktionellen Gruppen und Korrosionsbeständigkeit, um ein ideales Substrat für nachfolgende Prozesse zu schaffen.
c. Wärmebehandlung: Umformung der Materialmikrostruktur
Durch die präzise Steuerung der Heiz-, Isolations- und Abkühlprozesse des Materials wird die Mikrostruktur neu organisiert und optimiert. Der Kern liegt in der Nutzung thermischer Aktivierungsmechanismen, um atomare Diffusion, Phasenwechsel und Defektreorganisation voranzutreiben und dem Material so neue Leistungsmerkmale zu verleihen.
d. Zusammensetzungskontrolle: Vollständiges Prozessmanagement vom Schmelzen bis zum Formen
Die Zusammensetzungskontrolle ist die Kerntechnologie der Materialherstellung. Durch die Auswahl der Rohstoffe, eine präzise Schmelzkontrolle und Optimierung der Formparameter, kombiniert mit digitaler Erkennung, eine Feinkontrolle der Schwankungen und eine verbesserte Leistung.
4-Aluminum vs. Copper: Differentiated Pretreatment Strategies
Due to the significant differences in the physical and chemical properties of aluminum and copper, pretreatment strategies need to be designed specifically to solve their respective processing pain points.

5-Wie wird die Vorbehandlung zu einem effizienten „Verstärker“?
a. Zusammenspiel mit dem Schälverfahren
· Reduzierter Werkzeugverschleiß: Nach der Vorbehandlung werden die Restoxidschichten auf der Oberfläche reduziert, die Standzeit des Schälwerkzeugs verlängert und die Abplatzrate von hochdichten Lamellen reduziert.
· Verbesserte Bearbeitungsgenauigkeit: Die Sandstrahlvorbehandlung eliminiert Materialeigenspannungen, reduziert den Zahnhöhenfehler von ±0,5 mm auf ±0,1 mm und erfüllt die Anforderungen an hochverzahnte Zähne (Zahnhöhe/Substratdicke ≥10).
b. Zusammenspiel mit der Oberflächenbehandlung
· Verbesserte Beschichtungshaftung: Nach der Passivierungsvorbehandlung kann die Erfolgsquote bei Beschichtungshaftungsprüfungen deutlich verbessert werden.
· Reduzierter thermischer Kontaktwiderstand: Durch die Vorbehandlung entsteht eine gleichmäßige mikroporöse Struktur, die den thermischen Widerstand der Schweißschnittstelle zwischen Heizkörper und Wärmerohr um 15–20 % reduziert.
c. Zusammenarbeit mit der CNC-Oberflächenbearbeitung
· Reduzierung sekundärer Bearbeitungsfehler: Nach der chemischen Reinigung zur Entfernung von Ölflecken reduziert sich die Gratbildung beim CNC-Fräsen von Aluminium um 60 % und die Anzahl der Gewindeschneid- und Gleitfehler um 50 %.
d. Einfluss der Vorbehandlung auf die Produktionseffizienz
· Verbesserte Ausbeute: Durch die Optimierung der chemischen und mechanischen Vorbehandlungsprozesse konnte die Ausbeute an Skived-Kühlkörper und die CNC-Bearbeitung deutlich verbessert und die Produktqualität gewährleistet werden.
· Verkürzter Bearbeitungszyklus: Nach der Vorbehandlung ist bei der Aluminiumbearbeitung kein separates Entgraten erforderlich, und die Bearbeitungszeit eines einzelnen Werkstücks verkürzt sich erheblich. Die Bearbeitungsgeschwindigkeit der automatisierten Sandstrahlanlage wird erhöht, und die Produktionseffizienz wird deutlich verbessert.
· Reduzierter Energieverbrauch und geringere Kosten: Durch die mechanische Vorbehandlung anstelle des chemischen Beizens wird der Energieverbrauch der Bearbeitung reduziert. Nach der Vorbehandlung verringert sich die Härte des Materials, der Formverlust wird reduziert und die Produktionskosten werden effektiv gesenkt.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Mit der Beschleunigung des globalen Energiewandels gewinnt die Rolle von Energiespeichersystemen in der Frequenzregelung, dem neuen Energieverbrauch und anderen Szenarien zunehmend an Bedeutung. Als Kernträger muss das Design des ESS-Batteriegehäuses hinsichtlich der Anpassungsfähigkeit an extreme Klimabedingungen, struktureller Festigkeit und langfristiger Zuverlässigkeit berücksichtigt werden. Ausgehend von den Szenarioanforderungen beleuchtet dieser Artikel die wichtigsten technischen Ansätze zur Klimaanpassung, analysiert die Designherausforderungen und Innovationsrichtungen und bietet eine Referenz für die Entwicklung eines ESS-Batteriegehäuses mit hoher Anpassungsfähigkeit an die Umwelt.
1. Differenzierung der Energiespeichermarktszenarien und verfeinerte Managementtrends
a. Szenario-Differenzierungskarte: Verknüpfung regionaler Besonderheiten und technischer Anforderungen
Der Energiespeichermarkt weist eine erhebliche regionale Differenzierung auf, und technische Lösungen müssen an die klimatischen Bedingungen, Netzeigenschaften und Anwendungsszenarien angepasst werden:
· Extreme Klimaszenarien:
Wüstenumgebung mit hohen Temperaturen: Das Gehäuse muss Temperaturen über 50 °C standhalten (der Wärmeinseleffekt im Inneren des Behälters kann bis zu 53,3 °C erreichen), die Schutzart IP55/IP67 erfüllen und verschiedene Maßnahmen wie sanddichte Baumwolle und Dichtungsmittel gegen Wind- und Sanderosion ergreifen.
Große Höhe/niedrige Temperaturen: Bei niedrigen Temperaturen von -40 °C ist die Integration einer Vorwärmtechnologie für Batteriezellen, die Optimierung der Kühlleistungsdämpfung des Flüssigkeitskühlsystems (die Betriebsuntergrenze wird auf -30 °C erweitert) und eine verstärkte elektrische Isolierung erforderlich, um dem durch dünne Luft verursachten Lichtbogenrisiko entgegenzuwirken.
Szenarien für die Anpassung des Stromnetzes:
Die europäische Netzfrequenzregelung muss eine dynamische Leistungsregelung (47,5–51,5 Hz) gewährleisten und mit den Anforderungen des Marktes für Nebendienstleistungen kompatibel sein. Nordamerikanische Photovoltaik-Speicherintegrationsprojekte müssen eine 1500-V-Gleichstromarchitektur und schnelle Lade- und Entladevorgänge (≤ 100 ms) unterstützen und zur Gewährleistung der Sicherheit thermische Durchgehensausbreitungstests bestehen.
Szenarien für industrielle und gewerbliche Energiespeicher:
Kompaktes Design mit direkter Zellintegrationstechnologie (Platzbedarf um 33 % erhöht), modulare Lösungen ermöglichen flexible Erweiterungen (15–921 kWh) und integrieren intelligente Betriebs- und Wartungsfunktionen, um die Kosten über den gesamten Lebenszyklus zu senken.
b. Verfeinerte Geschäftsstrategie, Transformation von der Produktlieferung zur wertschöpfenden Dienstleistung
Maßgeschneiderte technische Lösungen: Angesichts der hohen Übertragungskosten in isolierten Gebieten kann die Konfiguration eines Langzeit-Energiespeichersystems mit einer Laufzeit von mehr als vier Stunden die Investitionen in Netzmodernisierungen um 30 % senken. Das netzgekoppelte Energiespeichersystem unterstützt verschiedene Szenarien und verbessert die Netzstabilität.
·Service über den gesamten Lebenszyklus: Optimieren Sie Anfangsinvestitionen sowie Betriebs- und Wartungskosten durch das LCoS-Modell (Levelized Cost of Storage). Die intelligente Betriebs- und Wartungsplattform integriert Strompreisdaten und Lastprognosen, optimiert dynamisch Lade- und Entladestrategien und steigert den Umsatz um mehr als 15 %.
2-Wichtige technische Ansätze für Klimatoleranz
a. Kooperatives Design von Wärmemanagement und Struktur
·Flüssigkeitskühlungstechnologie:
Kühlplatten-Flüssigkeitskühlung: Durch den Einsatz einer serpentinenförmigen Mikrokanal-Kühlplatte (Kanalbreite ≤ 2 mm) und einer Temperaturdifferenzregelung von ≤ 3 °C sind die Transformationskosten 15–20 % höher als bei einer Luftkühlung, und die Batterielebensdauer wird um 30 % verlängert.
Tauchflüssigkeitskühlung: Direkte Wärmeableitung durch dielektrisches Kühlmittel. Die Wärmeleiteffizienz wird um mehr als 50 % gesteigert, wobei jedoch die Kühlmittelkosten und der Wartungsaufwand abgewogen werden müssen. Diese Kühlung wird hauptsächlich in High-End-Anwendungen eingesetzt.
·Optimierte Strukturintegration:
Das integrierte Design von Strömungskanal und Bodenplatte wird mit einem Rührreibschweißverfahren kombiniert. Die Schweißnahtfestigkeit erreicht 95 % des Grundmaterials, die seismische Leistung entspricht den IEC-Normen und das Gehäusegewicht wird um 18 % reduziert.
b. Klimaerosionsschutzsystem: Materialrevolution und innovative Dichtungstechnologie
·Materialauswahl:
Das Gehäuse aus Aluminiumlegierung erreicht durch Eloxieren Korrosionsschutz der Stufe C5 und hält im Salzsprühtest 3000 Stunden lang ohne Korrosion stand. Der Kohlefaserverbundwerkstoff reduziert das Gewicht um 35 %, und die Winddruckbeständigkeit erreicht 2,5 kPa.
·Dichtungstechnologie:
Die dynamische Dichtungsstruktur aus EPDM-Gummi, Polyurethanschaum und Silikondichtmittel bietet dreifachen Schutz. Durch das Laserschweißverfahren wird eine Luftdichtheit von 10⁻⁷ Pa·m³/s erreicht.
c. Klimaschutzstrategie: Aktiver Schutz und intelligente Regelung
·Anpassung an hohe und niedrige Temperaturen:
Die Verbunddämmschicht (Wärmeleitfähigkeit ≤ 0,018 W/m·K) wird mit der elektrischen Heizfolie kombiniert, um den Temperaturunterschied zwischen Innen- und Außenseite des Gehäuses über 50 °C zu halten. Die Impuls-Selbsterhitzungstechnologie reduziert den Energieverbrauch um 70 %.
Wind- und sandabweisendes Design:
Durch das Überdruck-Belüftungssystem (Staubabscheideleistung ≥95 %) und das bionische Mikrorillen-Oberflächendesign wird die Staubkonzentration auf ≤0,1 mg/m³ kontrolliert und der Oberflächenstaub um 60 % reduziert.
3-Zentrale Herausforderungen und Anforderungen bei der Entwicklung von ESS-Batteriegehäusen
a. Definition der Umweltverträglichkeit
Es müssen mehrdimensionale Kriterien wie mechanische Festigkeit (Schlagfestigkeit, Erdbebensicherheit), chemische Beständigkeit (Salzsprühbeständigkeit, UV-Beständigkeit) und Wärmemanagement erfüllt werden.
b. Anforderungen an die Strukturfestigkeit
Innenwände und Verstärkungsrippen optimieren die Spannungsverteilung, und die tragende Struktur gleicht den Druck aus. Aluminiumlegierungsrahmen in Kombination mit Verbundplatten sorgen für geringes Gewicht (31 % Gewichtsreduzierung) und hohe Steifigkeit.
c. Markttreibende Faktoren
Politische Ausrichtung: Der Bau großer inländischer Wind- und Solaranlagen fördert hohe Umweltstandards; obligatorische Zertifizierungen in Überseemärkten (wie z. B. Australiens AS/NZS 4777.2) beschleunigen den Technologie-Upgrade.
Wirtschaftliche Anforderungen: Flüssigkeitskühlungssysteme reduzieren die Stromgestehungskosten und bieten erhebliche Vorteile bei hohen Lade- und Entladeraten (1C).
4-Mehrdimensionales Designsystem für strukturelle Festigkeit
a. Materialinnovation und Verbundstruktur
Hochleistungsaluminiumlegierung (Zugfestigkeit ≥ 270 MPa) und Halterung aus Magnesiumlegierung reduzieren das Gewicht. Die Sandwich-Verbundstruktur (Aluminiumplatte + Aluminiumschaum-Kernschicht) gewährleistet sowohl geringes Gewicht als auch Schlagfestigkeit.
b. Modulare und skalierbare Architektur
Standardisierte Schnittstellen ermöglichen eine schnelle Erweiterung von Batterieclustern. Flexible Fertigungsverfahren (Rührreibschweißen/Laserschweißen) verbessern die Kompatibilität der Produktionslinien und passen sich den Anforderungen der gemischten Installation von Batteriezellen unterschiedlicher Größe an.
Das umweltgerechte Design des ESS-Batteriegehäuses ist das Ergebnis einer engen Verknüpfung von Technologieiteration und Szenarioanforderungen. Durch mehrdimensionale Strukturoptimierung und Innovationen im Bereich Klimaschutztechnologie muss die Zuverlässigkeit deutlich gesteigert werden. Zukünftige technologische Entwicklungen konzentrieren sich auf intelligente dynamische Temperaturregelung (z. B. KI-gesteuerte Wärmemanagementstrategien), kohlenstoffarme Materialprozesse (Einsatz biobasierter Verbundwerkstoffe) und eine globale Standardisierungszertifizierung (für multiregionale Klimabedingungen), um extremen Umgebungen und vielfältigen Marktherausforderungen gerecht zu werden. Durch die Stärkung der strukturellen Festigkeit, Leichtbauweise und Optimierung der gesamten Lebenszykluskosten können Energiespeichersysteme die großflächige Anwendung neuer Energien wirksam unterstützen und äußerst anpassungsfähige Infrastrukturgarantien für die kohlenstoffarme Umstellung des globalen Energiesystems bieten.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
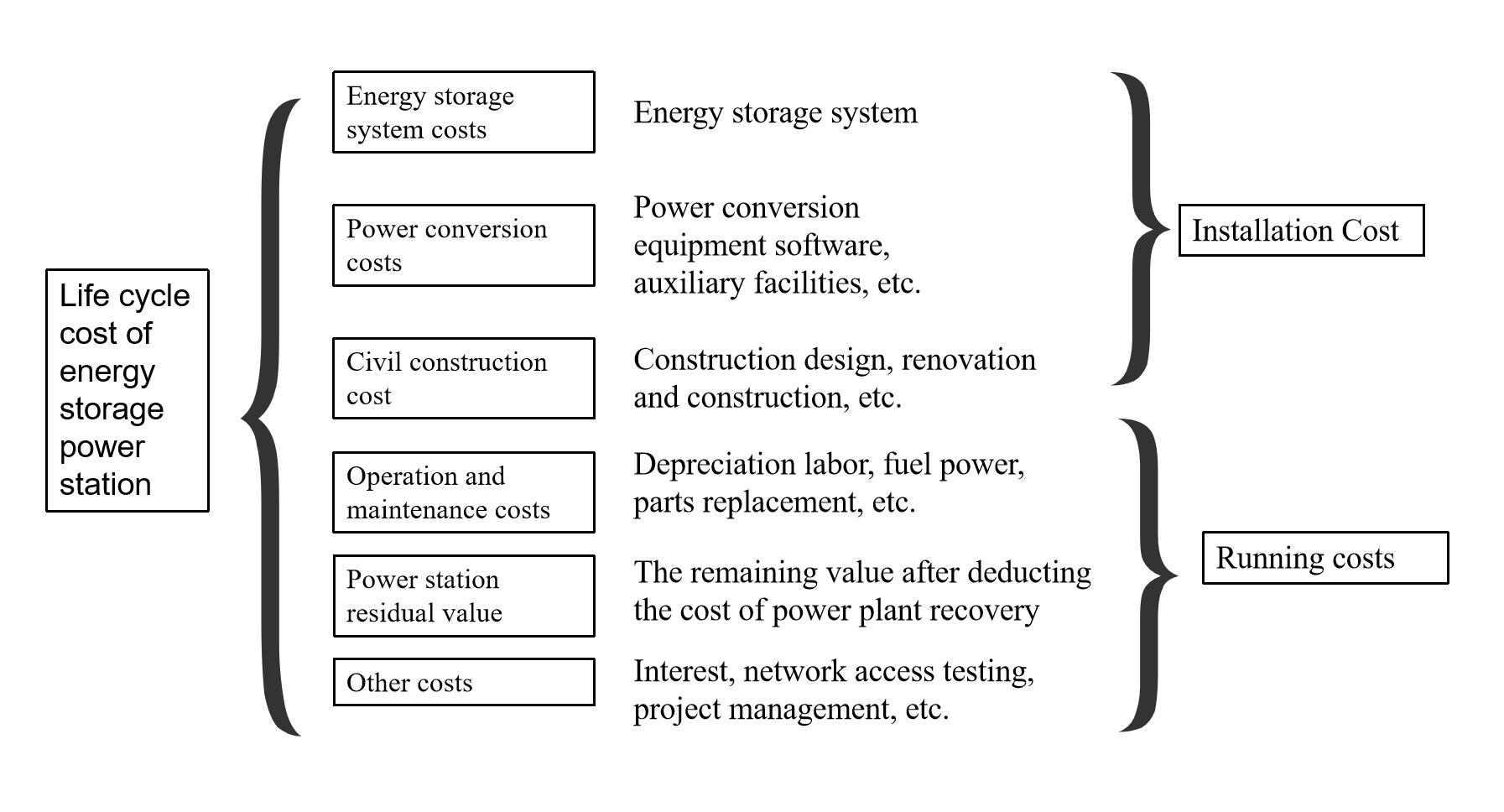
Der Anwendungsprozess der Hauptmaterialien der ESS-Batterie Gehäuse ist im Wesentlichen ein Abwägungsprozess zwischen Leichtgewichtsanforderungen, Wärmemanagementeffizienz und Vollzykluskosten. Von Stahl über Aluminiumlegierungen bis hin zu Verbundwerkstoffen wird jede Iteration von Prozessinnovationen (wie Schweißtechnologie, modularem Design) und Funktionsintegration (Flüssigkeitskühlung + Brandschutz + Abdichtung) begleitet.
1-Leichte Logik
a. Materialauswahl und Substitutionslogik
· Anfangsstadium (vor 2020): Stahl und verzinkter Stahl dominieren
Materialeigenschaften: Stahl (Dichte 7,8 g/cm³) hat sich aufgrund seiner geringen Kosten und ausgereiften Technologie durchgesetzt, ist jedoch schwer und korrodiert leicht. Bei verzinkten Stahlplatten (Sand- und Staubverschleißklasse 4) besteht auch nach längerem Gebrauch noch Rostgefahr und es entstehen hohe Wartungskosten.
Anwendungsbeschränkungen: Das Batterie Gehäuse beträgt mehr als 40 %, die Energiedichte des Systems ist gering, kundenspezifisches Schweißen führt zu einem langen Installationszyklus und es ist schwierig, den Bedarf an verteilter Energiespeicherung zu decken.
Durchbruchszeitraum (2020-2024): Vielfältige Anwendungen von Aluminiumlegierungen und Edelstahl
Popularisierung der Aluminiumlegierung: Die Dichte (2,7 g/cm³) ist 65 % niedriger als die von Stahl und der Wärmeleitfähigkeitskoeffizient beträgt 237 W/mK, was für die Flüssigkeitskühlungstechnologie geeignet ist. Das integrierte Design integriert den Flüssigkeitskühlkanal und die Grundplatte durch Rührreibschweißen, wodurch die Anzahl der Anschlüsse reduziert und die Abdichtung verbessert wird. Die typische Doppelschicht-Strukturlösung (äußere verzinkte Stahlplatte zum Schutz vor Wind und Sand + innere Schicht aus einer Aluminium-Magnesium-Legierung zur Temperaturkontrolle) erreicht eine Steigerung der Systemleistung um 12 %.
Edelstahloptimierung: Edelstahl 316L ist über 2.000 Stunden beständig gegen Chloridionenkorrosion und stellt in Kombination mit einer Silikonversiegelung eine Lösung für Szenarien mit hoher Luftfeuchtigkeit dar.
Reifestadium (2024 bis heute): Verbundwerkstoffe und Funktionsintegration
SMC-Verbundwerkstoff: Glasfaserverstärkung (Dichte 1,67 g/cm³) wiegt nur 21 % von Stahl und das Formpressen ermöglicht eine speziell geformte Strukturgestaltung; Die „Sandwich“-Verbundstruktur (SMC+Aerogel) weist eine Feuerwiderstandsgrenze von 2 Stunden bei gleichzeitiger Gewichtsreduzierung von 30 % auf.
Erkundung von Kohlefasern: Zugfestigkeit 300–1200 MPa, Dichte 1,5–2,0 g/cm³, Kostenbegrenzung (5-8-mal so hoch wie bei Stahl), wird hauptsächlich zur lokalen Verstärkung in High-End-Szenarien verwendet.
Der Kern der Materialleichtbauweise liegt in der Optimierung des Dichte-Festigkeits-Verhältnisses. Den Vergleich der Materialleistung finden Sie in der folgenden Tabelle. Durch den Ersatz hochdichter Materialien (wie Stahl) durch Aluminiumlegierungen oder Verbundwerkstoffe kann das Gewicht deutlich reduziert werden, während gleichzeitig die Festigkeit gewährleistet bleibt (z. B. durch Ausgleich des Festigkeitsverlusts durch Topologieoptimierung), wodurch die Energiedichte und die Transporteffizienz verbessert werden.

b.Strukturoptimierungstechnologie
Durch die Strukturoptimierung wird die mechanische Struktur der Batterie Gehäuse mithilfe innovativer Designmethoden neu aufgebaut, wobei Materialien und Prozesse rationalisiert werden und gleichzeitig die Tragfähigkeit erhalten bleibt. Bei der Aluminiumlegierungsschweißtechnologie wird eine fortschrittliche Schweißtechnologie verwendet, um eine deutliche Verringerung der Wandstärke zu erreichen. In Kombination mit dem integrierten Design von Strömungskanal und Rahmen werden redundante Verbindungsknoten reduziert und das Risiko eines Dichtungsversagens verringert. Bei der Stanz- und Löttechnologie wird ein Formgebungsprozess verwendet, um eine integrierte, gekrümmte Dünnwandstruktur zu erzeugen, wodurch der Einsatz herkömmlicher Befestigungselemente erheblich reduziert wird. Zudem wird eine Oberflächenbehandlungstechnologie integriert, um die Korrosionsbeständigkeit zu verbessern und so die Betriebs- und Wartungskosten während der gesamten Lebensdauer effektiv zu senken. Die beiden Technologien verbessern synergetisch die Produktionseffizienz und die strukturelle Zuverlässigkeit durch die Reduzierung von Verarbeitungsschritten und Materialredundanz, senken die Kosten für die Energiespeicherung pro Einheit erheblich und gewährleisten gleichzeitig die langfristige Betriebsstabilität der Geräte unter komplexen Arbeitsbedingungen.

c. Innovation im Fertigungsprozess
Strukturelle Designoptimierung und Effizienzsteigerung:
Integriert: Der Flüssigkeitskühlkanal ist in die Bodenplatte des Gehäuses integriert, wodurch 30 % der Anschlüsse eingespart und sowohl die Abdichtung als auch die Wärmeableitungseffizienz verbessert werden.
Modulares Design: Standardisierte Schnittstellen sind mit mehreren Materialien kompatibel, erhöhen die Installationseffizienz um 50 % und passen sich an eine schnelle Bereitstellung in mehreren Szenarien an.
Fortschrittliche Technologie senkt die Kosten und verbessert die Effizienz:
Hochpräzise Automatisierung: Laserschneiden + Roboterschweißen, Materialausnutzungsrate um 15 % erhöht und Produktionszyklus um 40 % verkürzt.
Digitale Simulation: CAE optimiert Prozessparameter, reduziert Formversuche um 50 % und erreicht eine Ausbeute von über 98 %.
2-Kernelemente der Kostenkontrolle über den gesamten Zyklus
a. Kostenstrukturmodell
Die Lebenszykluskosten des Vertriebs (LCOS) umfassen:
· Anfängliche Investitionskosten (C_mv): Kauf der Ausrüstung (über 50 %) und Bau.
Betriebskosten (C_ps): Ladestromgebühr, manuelle Verwaltung, Energieverlust (z. B. steigen die Ladekosten um 33 %, wenn der Umwandlungswirkungsgrad 75 % beträgt).
Betriebs- und Wartungskosten (C_om): Gerätewartung, Störungsbehebung, Ersatzteilaustausch (machen 20–30 % der Lebenszykluskosten aus)
Formelausdruck: CEss = α⋅EBESS + β⋅PBESS + Cps + ComCEss = α⋅EBESS + β⋅PBESS + Cps + Com
Unter anderem wirkt sich die Gewichtsreduzierung direkt auf die Anfangsinvestition aus, indem sie E (Energiebedarf) und P (Leistungsbedarf) reduziert.

Abbildung 1. Lebenszykluskosten eines Energiespeicherkraftwerks
b. Der Einfluss von Leichtgewicht auf die Kosten

3-Schlüsselstrategien zum Ausgleich von Leichtbau und Leistung
a. Gleichgewicht zwischen Kraft und Gewicht
Lokale Verstärkung: Verwenden Sie Stahl, um Spannungskonzentrationsbereiche (wie z. B. Schraubverbindungen) zu verstärken, und verwenden Sie in anderen Bereichen leichte Materialien.
Bionisches Strukturdesign: wie etwa blattaderförmige Flüssigkeitskühlrohre, die das Gewicht reduzieren und gleichzeitig die Wärmeableitungseffizienz verbessern.
b. Optimierte Wärmeableitungsleistung
Anpassung der Wärmeleitfähigkeit des Materials: Aluminiumlegierung (237 W/mK) ist besser als Stahl (50 W/mK) und daher für Flüssigkeitskühlsysteme geeignet.
Integration des Wärmemanagements: Integrieren Sie die Kühlplatte in das Gehäuse, um das Gewicht zusätzlicher Wärmeableitungskomponenten zu reduzieren.
c. Schutzleistungsgarantie
Mehrschichtige Versiegelung: Doppelter Schutz durch Kolloidversiegelung + mechanische Kompression, entspricht dem IP67-Standard.
Brandschutzkonstruktion: Die „Sandwich“-Kabinenstruktur (hochtemperaturbeständige Schicht + feuerfeste Schicht) erreicht eine Feuerwiderstandsgrenze von 2 Stunden.
Die zugrunde liegende Logik der Gewichtsreduzierung und Kostenkontrolle von ESS-Batterie Gehäuse besteht darin, den Ressourcenverbrauch über den gesamten Zyklus zu reduzieren und gleichzeitig die Leistung durch die dreidimensionale Koordination von Materialsubstitution, Strukturoptimierung und Prozessinnovation sicherzustellen. Im Kern geht es dabei um ein umfassendes Spiel aus der Verbesserung der Energiedichte, der Optimierung der Betriebs- und Wartungseffizienz sowie dem Recycling von Materialien. Dabei gilt es, das beste Gleichgewicht zwischen technischer Machbarkeit und wirtschaftlicher Effizienz zu finden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die Sicherheitsentwicklung in der Energiespeicherbranche ist ein systematischer Wandel, der durch die Synergie von Technologie-Iterationen und Sicherheitsstandards vorangetrieben wird. Von der Neugestaltung der Wärmeableitungswege über den koordinierten Schutz von Materialien und Strukturen bis hin zum integrierten Wärmemanagement spiegelt dieser Prozess die grundlegende Branchenlogik für den Schutz vor thermischem Durchgehen wider – von passiver Abwehr bis hin zu aktiver Unterdrückung und von einer eindimensionalen bis hin zu einer mehrstufigen Kopplungsverbesserung.
1-Das „unmögliche Dreieck“ der Energiespeichertechnologie und Strategien zur Lösung zentraler Widersprüche
a. Die Widersprüche des „unmöglichen Dreiecks“ der Energiespeichertechnologie manifestieren sich hauptsächlich in der gegenseitigen Kontrolle und Balance mehrerer Dimensionen:
Die Entwicklung der Energiespeichertechnologie steht vor einem komplexen Gleichgewicht zwischen Energiedichte, Sicherheit und Kosten. Hochaktive Materialien können zwar die Energiedichte verbessern, erhöhen aber auch das Risiko eines thermischen Durchgehens erheblich. Sicherheitskonzepte auf Systemebene (z. B. Temperaturregelung durch Flüssigkeitskühlung) können zwar Risiken reduzieren, gehen aber oft mit einem Verlust der Energiedichte einher. Die Einführung aktiver Schutzsysteme und intrinsischer Sicherheitstechnologien kann die Sicherheit verbessern, erhöht aber die Kosten für Nicht-Batteriekomponenten erheblich. Diese Widersprüche verdeutlichen die vielfältigen Einschränkungen, die bei der Entwicklung der Energiespeichertechnologie gelöst werden müssen.
b. Strategien zur Lösung zentraler Widersprüche:
Materialinnovation: Der Einsatz neuer Elektrolytmaterialien verzögert die Ausbreitungszeit des thermischen Durchgehens deutlich und berücksichtigt gleichzeitig die hohe Energiedichte. Natrium-Ionen-Batterien behalten eine angemessene Energiedichte bei und senken gleichzeitig die Kosten durch die Optimierung der Materialien für die negative Elektrode. Die Einführung von Nanokompositmaterialien erhöht die theoretische Kapazität deutlich.
Systemoptimierung: Fortschrittliche Flüssigkeitskühlungstechnologie verbessert die Wärmeableitungseffizienz durch präzise Temperaturregelung deutlich und senkt gleichzeitig Betriebs- und Wartungskosten. Dynamisch rekonfigurierbare Batterienetzwerke erhöhen die Systemverfügbarkeit durch schnelle Topologieanpassung.
Intelligente Steuerung: Das Frühwarnsystem auf Basis künstlicher Intelligenz hat die Genauigkeit der Risikovorhersage durch mehrdimensionale Datenfusion deutlich verbessert. Der Fortschritt in der Energieumwandlungstechnologie hat die Systemeffizienz deutlich gesteigert. Innovationen in Politik und Geschäftsmodellen haben die Implementierung von Technologien beschleunigt. Beispielsweise hat das Modell der gemeinsamen Energiespeicherung den Druck von Einzelinvestitionen verringert, und die Kaskadennutzung hat die Kosten über den gesamten Lebenszyklus weiter optimiert.
2-Evolutionsregeln
a. Fusion von Innovationen auf technischen Pfaden
Intelligente Frühwarnung durch Daten aus verschiedenen Quellen: Die neue Generation von Überwachungssystemen integriert mehrdimensionale Sensordaten wie Gas-, Druck- und Akustiksignale und kombiniert dynamische Fehlermodelle mit historischen Datenanalysen, um die Fehlalarmrate deutlich zu reduzieren und die Warnzeit zu verkürzen.
Thermomanagement und Brandschutzkonzept: Flüssigkeitskühlungstechnologie kombiniert mit einem dynamischen Temperaturanpassungsalgorithmus für eine präzise Temperaturregelung, Brandschutzsystem und Batteriemanagement sind eng miteinander verbunden und bilden eine mehrstufige Vernetzungsstrategie, die die Ausbreitung eines thermischen Durchgehens effektiv verhindert.
Koordinierte Optimierung von Materialien und Strukturen: Hochtemperaturbeständige Isolierbeschichtungen ersetzen herkömmliche feuerfeste Materialien und verlängern die Wärmeausbreitungszeit deutlich. Antikollisionsverstärkungen und gerichtete Druckentlastungskanäle verbessern die Widerstandsfähigkeit gegen mechanische Einwirkungen.
b. Schrittweise Verbesserung der Schutzstufen
Progressiver Schutz von der Batteriezelle bis zum System: Frühzeitige Risikoüberwachung durch eingebettete Sensoren auf Batteriezellenebene; Verbunddetektoren und Phasenwechselmaterialien auf Modulebene verhindern lokale Wärmestaus. Eine kollaborative Überwachungsplattform auf Systemebene gewährleistet umfassenden Lebenszyklusschutz.
Von passiver Reaktion zur aktiven Verteidigung: Der neue Standard fördert die Entwicklung aktiver Verteidigungstechnologien. Beispielsweise unterbricht das intelligente Batteriemanagementsystem den Gefahrenpfad zu Beginn des Ladevorgangs durch dynamische Impedanzanalyse, und die aktive Antikondensationstechnologie eliminiert Umweltgefahren.
Mehrdimensionaler kollaborativer Schutz: Das thermisch-elektrisch-mechanische Design erhöht die Gesamtsicherheit des Systems. Die kollaborative Überwachung von Brandschutz, Betrieb und Wartung deckt die gesamte Produktion und den Transport ab, um das Risiko von Fehlalarmen zu reduzieren.
3-Evolutionsprozess
a. Weiterentwicklung der Wärmeableitungstechnologie
Flüssigkeitskühlungstechnologie hat sich etabliert: Flüssigkeitskühlungssysteme reduzieren die Temperaturunterschiede von Batterieclustern durch effiziente Temperaturgleichmäßigkeit deutlich, verlängern die Lebensdauer und verbessern die Sicherheit. Die Immersionsflüssigkeitskühlungstechnologie durchbricht die Wärmeableitungsgrenze weiter und unterstützt schnelle Lade- und Entladevorgänge.
Strukturoptimierung verbessert die Wärmeableitungseffizienz: Das mehrkanalige Paralleldesign sorgt für einen gleichmäßigen Kühlmittelfluss, und die Integration von Wärmedämmung und Kühlfunktionen blockiert den Wärmeausbreitungspfad.
b. Material- und Strukturinnovation
Hochsicheres Materialsystem: Hochtemperaturbeständige Membranen und Keramikbeschichtungen verzögern die Kettenreaktion des thermischen Durchgehens deutlich. Leichte Verbundwerkstoffe verbessern die strukturelle Festigkeit und die Schutzleistung bei gleichzeitiger Gewichtsreduzierung.
Innovation bei Batteriezellen und -modulen: Das neue Batteriezellendesign reduziert die Zirkulation und verlängert die Lebensdauer durch Optimierung der inneren Struktur. Die Modulintegrationstechnologie verbessert die Raumausnutzung und die Wärmeableitungseffizienz.
c. Integration des Wärmemanagements
Integriertes Design auf Systemebene: Die integrierte Lösung integriert Batteriemanagement, Brandschutz und Wärmemanagement umfassend, unterstützt flexiblen Einsatz und passt sich an extreme Umgebungen an.
Intelligente und kollaborative Steuerung: Künstliche Intelligenzmodelle prognostizieren den Batteriestatus in Echtzeit und optimieren die Energieverteilung. Brandschutzsysteme und Wärmemanagement sind für eine schnelle Reaktion miteinander verknüpft.
Umfassendes Lebenszyklusmanagement: Closed-Loop-Management vom Entwurf bis zur Außerbetriebnahme, kombiniert mit digitaler Überwachung und cloudbasierter Zustandsbewertung, verbessert die Systemzuverlässigkeit deutlich.
Sicherheitsinnovationen in der Energiespeichertechnologie sind nicht nur das Ergebnis technologischer Iteration, sondern auch der Neugestaltung der zugrundeliegenden Logik des Energiesystems. Durch die tiefgreifende Integration von Materialien, Strukturen und Intelligenz durchbricht die Branche die vielfältigen Hürden von Energiedichte, Sicherheit und Kosten und baut ein dreidimensionales Schutznetzwerk von Mikrozellen bis hin zu Makrosystemen auf. Die Synergie von Flüssigkeitskühlungstechnologie und dynamischer Frühwarnung, die Komplementarität hochtemperaturbeständiger Materialien und Leichtbauweise sowie die Kreislauflogik des vollständigen Lebenszyklusmanagements prägen gemeinsam die Zukunftsvision hochsicherer und hocheffizienter Energiespeichersysteme. Mit den Durchbrüchen bei Spitzentechnologien wie Quantenmaterialien und Festkörperbatterien beschleunigt die Energiespeicherbranche den Weg in eine neue Ära der Eigensicherheit und der großflächigen Anwendung und trägt so nachhaltig zur kohlenstoffarmen und intelligenten Transformation des globalen Energiesystems bei.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
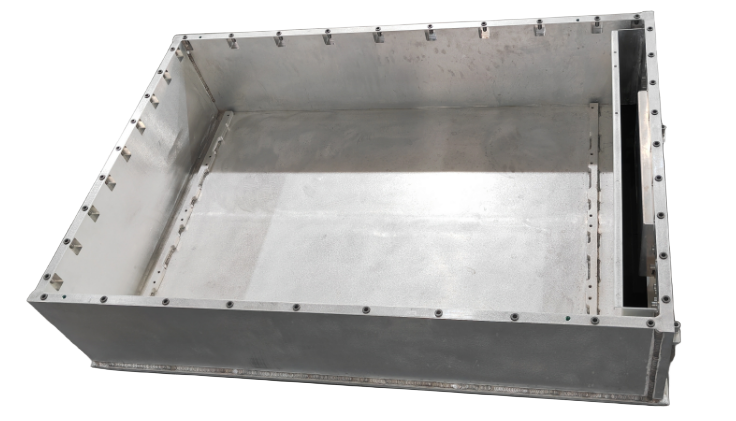
Da sich Energiespeichersysteme in Richtung größerer Kapazität und höherer Energiedichte entwickeln, sind die Größenanpassung und das Kompatibilitätsdesign vonESS-Batteriegehäuse zu zentralen Fragen bei der Verbesserung der Systemeffizienz und -zuverlässigkeit geworden. Dieser Artikel kombiniert die neuesten technischen Designfälle, patentierte Technologien und Branchentrends, um eine Analyse aus drei Dimensionen durchzuführen: Raumnutzung, modulare Kompatibilität sowie Anordnung und Stützdesign der Batteriezellen.
1- Optimieren Sie die Raumnutzung
Die Verbesserung der räumlichen Nutzung integrierter Energiespeichersysteme ist im Wesentlichen ein wechselseitiger Antrieb aus Technologieiteration und Szenarioanforderungen. Durch die gemeinsame Innovation von Technologien wie Batteriezellen mit großer Kapazität, modularer Architektur und Flüssigkeitskühlungsintegration bewegt sich die Branche vom „umfangreichen Stapeln“ zur „extremen räumlichen Wiederverwendung“.
a. Anwendung von Batteriezellen mit großer Kapazität: Sprung in Energiedichte und Effizienz
Zusammenfassung der Ideen: Der Kern der Anwendung von Batteriezellen mit großer Kapazität besteht darin, die internen Strukturebenen des Batteriepacks zu reduzieren und die Raumausnutzung von den Batteriezellen zum Batteriepack direkt zu verbessern. Herkömmliche Batteriepacks verwenden einen dreistufigen Integrationsmodus „Batteriezelle → Modul → Batteriepack“, und die Modulstruktur (Querträger, Längsträger, Schrauben usw.) führt zu einer geringen Platzausnutzung. Bei Batteriezellen mit großer Kapazität kann die Modulebene übersprungen werden, indem das Volumen der einzelnen Zelle verlängert oder vergrößert wird. Mithilfe der CTP-Technologie (Cell to Pack) können die Batteriezellen direkt in das Batteriepaket integriert werden.
Technischer Kern: Verwenden Sie ultragroße Batteriezellen mit über 600 Ah, um die Anzahl der Batteriezellen und Verbindungspunkte zu reduzieren und die Kapazität einzelner Zellen zu erhöhen.

b. Räumliche Wiederverwendung und Kostenoptimierung: Vom „Komponentenstapeln“ zur „mehrdimensionalen Wiederverwendung“
Zusammenfassung der Ideen: Räumliche Wiederverwendung und Kostenoptimierung sind zwei Seiten derselben Medaille. Ihre zugrunde liegende Logik besteht darin, die physikalischen und Kostengrenzen herkömmlicher Energiespeichersysteme durch strukturelle Vereinfachung, Funktionsintegration, Materialiteration und standardisiertes Design zu überwinden.
Der Kern der räumlichen Wiederverwendung besteht darin, die Zwischenverbindungen durch extreme Vereinfachung der Strukturebene zu reduzieren. Ein Beispiel: das Zwei-in-Eins-Design der Hochspannungsbox: Die patentierte Technologie von Jiangsu Trina Energy Storage kombiniert zwei Hochspannungsboxen zu einer, teilt sich das gesamte Plus-/Minus-Relais und die elektrische Verbindung, reduziert den horizontalen Platzbedarf um 30 % und senkt die Kosten für elektrische Komponenten um 15 %.
Domänenübergreifende Wiederverwendung von Funktionsmodulen, Integration von Strukturteilen und Wärmeableitungskanälen, wie z. B. die Integration der Flüssigkeitskühlplatte in die Bodenplatte des Gehäuses und die gemeinsame Nutzung des Raums zwischen Flüssigkeitskühlrohr und Strukturträger, wodurch 15 % der unabhängigen Wärmeableitungskomponenten eingespart werden; der Batteriekörper als Strukturteil: Die Blade-Batterie von BYD bietet Stützkraft durch die langen und dünnen Seitenwände der Batteriezelle, wodurch der Modulrahmen entfällt und die Raumausnutzungsrate auf 60–80 % erhöht wird.
Eine tiefgreifende Optimierung der elektrischen Topologie, beispielsweise eine Hochspannungskaskadentopologie, reduziert die Anzahl paralleler Schaltungen durch Erhöhung der Kapazität und des Spannungsniveaus einzelner Zellen (wie z. B. der intelligente String-Energiespeicher von Huawei), reduziert den physischen Platzbedarf des Batteriestapels um 20 % und verkürzt die Systemreaktionszeit um 50 %. Gemeinsam genutztes Relaisdesign: Die Zwei-in-Eins-Hochspannungsbox von Jiangsu Trina Energy Storage ermöglicht es zwei Leitungen, dasselbe Relais gemeinsam zu nutzen, wodurch die Anzahl der Relais und die Kabellänge um 50 % reduziert und die Installationseffizienz um 30 % verbessert wird.
2-Batteriezellenanordnung und Trägerdesign: Gleichgewicht zwischen Tragfähigkeit, Wärmeableitung und Vibrationsfestigkeit
Das Wesentliche bei der Zellanordnung ist ein Spiel zwischen Raumausnutzung, Wärmeverteilung und mechanischer Stabilität. Die physikalische Form und Anordnungsrichtung der Zelle wirken sich direkt auf die Raumausfüllungseffizienz aus:
a. Optimieren Sie die Anordnung der Batteriezellen
Umgekehrtes Batteriezellendesign: Das explosionssichere Ventil der Batteriezelle ist nach unten gerichtet, sodass der thermische Durchgehenauslass und der untere ballsichere Raum gemeinsam genutzt werden, wodurch Platz in der Höhe der Batteriezelle frei wird und eine Volumenausnutzungsrate erreicht wird.
Liegendes Zelllayout: optimiert die Raumausnutzung in Höhenrichtung des Batteriepacks, erhöht den Anteil aktiver Materialien und erreicht eine deutlich höhere Volumenausnutzung als stehende Zellen.
Ultralange und dünne Batteriezellen: Durch das verlängerte und dünnere Batteriezellendesign wird die Anzahl der Batteriezellen pro Volumeneinheit reduziert und so die Gruppierungseffizienz verbessert.
b. Koppeldesign von Wärmeableitung und Tragfähigkeit: Ziel ist es, durch gemeinsame Innovation von Struktur, Materialien und Prozessen eine doppelte Optimierung der effizienten Wärmeableitung und der strukturellen Festigkeit zu erreichen.
Struktureller Entwurfspfad:
Integrierte Struktur, wie etwa konformes Design der Flüssigkeitskühlplatte und des Stützbalkens: Einbettung des Flüssigkeitskühlkanals in den Stützbalken aus Aluminiumlegierung, wodurch unabhängige Komponenten reduziert und die Raumausnutzung verbessert wird;
Schicht- und Fächeranordnung, bei der Batteriepack, Flüssigkeitskühlsystem und BMS in Schichten gestapelt werden, um die gegenseitige Beeinflussung zwischen Wärmefluss und mechanischer Belastung zu verringern;
Bionische mechanische Optimierung, wie etwa eine Waben-/Wellenstruktur, die Gestaltung einer Waben- oder Wellenkernschicht im Stützrahmen aus Aluminiumlegierung (wie etwa die patentierte Lösung von Mufeng.com), die Vibrationsenergie durch Verformung absorbiert und gleichzeitig den Wärmeableitungspfad optimiert.
Materialinnovationspfad:
Wärmeleitfähigkeit und lasttragende Integration, wie beispielsweise Aluminiumlegierungs-Verbundfaserwerkstoffe (Wärmeleitfähigkeit ≥ 200 W/m·K, Festigkeit +30 %); intelligente Materialien, Phasenwechsel-Füllschicht (PCM) absorbiert Wärme und gibt sie langsam ab, mit einem Temperaturunterschied von ±1,5 °C; Leichte Dämpfung: Elastische Silikon-Polsterschicht absorbiert Vibrationen (Dämpfung +40 %).
Prozessimplementierungspfad:
Präzisionsumformungsverfahren wie das Extrusionsformen: werden zur Herstellung flüssigkeitsgekühlter Träger aus Aluminiumlegierungen mit komplexen Strömungskanälen verwendet;
Oberflächenbehandlungstechnologie, wie z. B. die Erzeugung einer keramischen Oxidschicht auf der Oberfläche einer Aluminiumlegierung, um die Korrosionsbeständigkeit (Salzsprühtest ≥ 1000 h) zu verbessern und die Wärmeableitungseffizienz zu steigern (Oberflächenemissionsgrad um 20 % erhöht);
Intelligenter Montageprozess und dynamische Vorspannungseinstellung, wie z. B. die Integration von Drucksensoren und elektrischen Aktuatoren zur Einstellung der Bolzenvorspannung (5–20 kN) in Echtzeit, um Überdruckschäden an den Batteriezellen zu vermeiden.
c. Abgestimmte Auslegung der Tragfähigkeit und Schwingungsfestigkeit der Trägerstruktur: Das Trägersystem muss die doppelte Anforderung der statischen Tragfähigkeit (Batteriezellengewicht + Stapeldruck) und der dynamischen Schwingungsfestigkeit (Transport/Erdbebeneinwirkung) erfüllen.
3- Modularität und Kompatibilität: standardisierte Schnittstellen und skalierbare Architektur
Der Kern der Verwendung einer standardisierten Schnittstelle zur Anpassung an Batteriezellen unterschiedlicher Größe besteht darin, durch gemeinsame Innovationen im mechanischen, elektrischen und thermischen Management eine flexible Erweiterung der Batteriezellenspezifikationen auf einer einheitlichen Plattform zu erreichen. Die aktuelle Technologie hat sich von der statischen Kompatibilität zur dynamischen Anpassung verlagert und wird sich in Zukunft in Richtung Intelligenz, Leichtbauweise und szenarienübergreifender Integration entwickeln.
a. Gemeinsame Innovation der mechanischen Struktur:
Standardisierung mechanischer Schnittstellen: Festlegung einheitlicher Abmessungen von Anschlussgeräten.
Modulares Batteriepack-/Schrankdesign: Skalierbare Module und Batterieschränke werden durch standardisierte Batterieeinheiten (wie 280-Ah- und 314-Ah-Zellen) gebaut, um flexible Kombinationen mit unterschiedlichen Kapazitätsanforderungen zu unterstützen.

Abbildung 1 – 280 Ah ESS-Batteriegehäuse
b. Dynamische Anpassung des elektrischen Systems
Standardisierte Kommunikationsprotokolle und Schnittstellen, wie z. B. BMS-Kompatibilität: Formulieren Sie ein einheitliches BMS-Kommunikationsprotokoll (Batteriemanagementsystem), um eine nahtlose Verbindung mit PCS und Batteriezellen verschiedener Hersteller zu unterstützen. dynamische Leistungsregelung durch virtuelle Trägheitssteuerung und Optimierungsalgorithmus für mehrere Zeitskalen, um eine Echtzeitanpassung der Wirk-/Blindleistung zu erreichen; und adaptives Design zur Anpassung elektrischer Parameter.
c. Intelligente Anpassung des Thermomanagementsystems
Hierarchische Wärmemanagementlösungen, wie etwa die Verwendung von flammhemmendem, hochelastischem Schaumstoff, wärmeleitendem Klebstoff und anderen Materialien auf Zellebene, um die Anforderungen an Isolierung und Wärmeableitung auszugleichen und die Wärmediffusion zu hemmen; das integrierte Design der auf Modulebene integrierten Flüssigkeitskühlplatte und der Wärmedämmschicht zur Verbesserung der Zykluslebensdauer; Auf Systemebene wird die Kühlleistung durch Kompressoren mit variabler Frequenz und mehrere Kühlzweige dynamisch angepasst.
Intelligente Überwachung und Vorhersage, Multisensorfusion. Um eine hochpräzise Temperaturerfassung zu erreichen, werden Temperatursensoren an wichtigen Stellen wie den Batteriezellenpolen und großen Oberflächen angebracht. Die Digital-Twin-Technologie optimiert Wärmeableitungsstrategien in Echtzeit durch Cloud-Überwachung und vorausschauende Wartung.
4- Fazit
Die Optimierung des Platzes in ESS-Batteriegehäuse hat sich von einer einzelnen strukturellen Verbesserung zu einer mehrdimensionalen, kollaborativen Innovation verlagert:
Die Verschmelzung von Material, Struktur und Algorithmus, wie beispielsweise die Kombination aus Kohlefaserbox + CTP-Technologie + KI-Layout-Algorithmus, wird zum Mainstream werden.
Modularisierung und Standardisierung nehmen Fahrt auf, und ein standardisiertes Design mit Pack als kleinster Funktionseinheit wird die Branche dazu bewegen, Kosten zu senken und die Effizienz zu steigern.
Wärmemanagement und Raumnutzung sind tief integriert, und Technologien zur Immersionsflüssigkeitskühlung und dynamischen Temperaturregelung schöpfen das Potenzial des Weltraums noch weiter aus.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Mit dem explosionsartigen Wachstum der KI-Rechenleistung und der kontinuierlichen Erhöhung der Leistungsdichte von Rechenzentren kann herkömmliche Luftkühlung den Wärmeableitungsbedarf nicht mehr decken. Flüssigkeitskühlung ist mit ihren Vorteilen effizienter Wärmeableitung, Energieeinsparung und Verbrauchsreduzierung unverzichtbar geworden. In der Flüssigkeitskühlung ist der Wettbewerb zwischen Kühlplatten und Immersion besonders hart. Dieser Artikel analysiert die Vor- und Nachteile der beiden Technologien hinsichtlich technischer Merkmale, Anwendungsszenarien, Wirtschaftlichkeit und Zukunftstrends und untersucht ihre zukünftigen dominierenden Richtungen.
1-Vergleich der technischen Eigenschaften: Kühlplatten bieten hohe Kompatibilität, Tauchkühlungen höhere Wärmeableitungseffizienz
a. Kühlplatten-Flüssigkeitskühlung: Ein „Reformer“ mit reibungslosem Übergang.
Hohe Kompatibilität: Die Serverstruktur muss nicht wesentlich verändert werden. Die Lösung ist mit der Infrastruktur bestehender luftgekühlter Rechenzentren kompatibel, mit geringen Umbaukosten und kurzen Zykluszeiten.
Hohe Sicherheit: Das Kühlmittel kommt nicht direkt mit elektronischen Komponenten in Kontakt, das Risiko von Leckagen ist gering und kann durch modulare Bauweise (z. B. Schnellwechselkupplungen und redundante Leitungen) weiter reduziert werden.
Hohe Reife: Die Kühlplattentechnologie ist beispielsweise im Alibaba Cloud Qiandao Lake Data Center und in Kooperationsprojekten mit Intel weit verbreitet und deckt 90 % des aktuellen Marktes für Flüssigkeitskühlung ab.
Einschränkungen: Kühlplatten können nur einige Hochleistungskomponenten (wie CPU und GPU) abdecken, die restliche Wärme wird weiterhin durch Luftkühlung abgeführt. Der PUE-Wert liegt üblicherweise bei 1,1–1,2 und ist damit etwas höher als beim Tauchkühlungstyp.
b. Immersionsflüssigkeitskühlung: Ein „Innovator“ mit effizienter Wärmeableitung
Bei der Immersionsflüssigkeitskühlung wird der Server vollständig in isolierendes Kühlmittel getaucht, wodurch die Wärme durch direkten Kontakt vollständig abgeführt wird. Zu den wichtigsten Vorteilen zählen:
Extreme Energieeffizienz: Die Wärmeleitfähigkeit von Flüssigkeiten ist 20- bis 30-mal höher als die von Luft, der PUE-Wert kann bis auf 1,05 sinken, und die Wärmeableitungseffizienz ist mehr als dreimal so hoch.
Platzsparend: Das Kühlsystem benötigt nur ein Drittel des Volumens einer Luftkühlung, und die Leistungsdichte eines einzelnen Gehäuses kann über 50 kW erreichen. Dies eignet sich ideal für hochdichte Szenarien wie KI-Supercomputing.
Leise und umweltfreundlich: Es werden keine Lüfter benötigt, der Lärm wird um mehr als 90 % reduziert, und es entsteht keine Staubbelastung, was die Lebensdauer der Geräte verlängert.
Herausforderungen: Für die Immersion sind maßgeschneiderte Server erforderlich, die Kosten für Kühlmittel betragen bis zu 60 % (z. B. fluorierte Flüssigkeit), die Anfangsinvestition ist hoch und die Umweltverträglichkeit muss verbessert werden.

2-Differenzierung der Anwendungsszenarien: Mittel- und kurzfristige Cold-Plate-Systeme dominieren, langfristiges Potenzial für Immersions-Systeme wird freigesetzt
a. Cold-Plate-Systeme: Kostengünstige Lösung für Bestandsumbau und IDC-Neubau
Renovierung alter Rechenzentren: Cold-Plate-Systeme lassen sich schnell an die bestehende luftgekühlte Architektur anpassen, mit kurzen Umbauzyklen und kontrollierbaren Kosten. Beispielsweise reduziert die modulare Lösung, die Intel und Bih gemeinsam entwickelt haben, die Implementierungsschwierigkeiten durch standardisiertes Cold-Plate-Design.
Szenarien mit mittlerer und hoher Rechenleistung: Cold-Plate-Systeme unterstützen bereits 130–250 kW Leistung pro Gehäuse (z. B. NVIDIA B-Serie GPUs) und erfüllen damit die meisten KI-Trainingsanforderungen.
b. Immersions-Systeme: Ultimative Lösung für Supercomputing und grüne Rechenzentren
Ultrahohe Rechenleistung: Die Gehäuseleistung der nächsten Chipgeneration (z. B. der NVIDIA Rubin-Serie) wird 1000 kW überschreiten, und Immersions-Systeme werden die einzig praktikable Lösung sein.
Anforderungen an die Einsparung grüner Energie: Der PUE-Wert von Immersionskühlungen liegt bei etwa 1,05, und die Abwärmerückgewinnungseffizienz erreicht 90 % (wie beispielsweise bei der Lösung von Lenovo), was der Zielvorgabe „Dual Carbon“ entspricht.
c. Aktuelle Marktsituation
Kühlplatten dominieren den aktuellen Markt: Im Jahr 2025 machen Kühlplatten 80–90 % des Marktes für Flüssigkeitskühlung aus, während Immersionskühlungen weniger als 10 % ausmachen. Darüber hinaus wurden standardisierte Schnittstellen entwickelt (wie beispielsweise das OCP-Kühlplattendesign von Intel), und Lösungen von Herstellern wie Inspur und Sugon sind hochkompatibel. Das inländische Projekt „East Data West Computing“ fordert einen PUE-Wert von ≤ 1,25 für neue Rechenzentren, und Kühlplatten sind für den Übergang zur bevorzugten Wahl geworden.
Der Immersionstyp ist einsatzbereit: Die Phasenwechsel-Immersionslösung C8000 von Sugon Digital erreicht einen PUE von 1,04, und das Rechenzentrum „Kirin“ von Alibaba Cloud überprüft die Machbarkeit der einphasigen Immersion. Hochleistungschips wie die NVIDIA B200 GPU (1000 W+) erzwingen Immersionsanwendungen, und die Rechenleistungsdichte der Flüssigkeitskühlung steigt um 30–50 %. Die EU plant, fluorierte Flüssigkeiten im Jahr 2028 zu verbieten, und die inländische Forschung und Entwicklung von Kühlmitteln auf Kohlenwasserstoff-/Silikonölbasis (wie beispielsweise die „Kunlun“-Serie von Sinopec) beschleunigt sich.
3 – Autoritative Meinung PK
Kühlplatten-Fraktion: Kühlplatten sind der „Eisbrecher“ der Flüssigkeitskühlung und werden in den nächsten fünf Jahren noch 80 % des wachsenden Marktes für Flüssigkeitskühlungen ausmachen. Immersionskühlung muss warten, bis der Stromverbrauch des Chips den kritischen Punkt durchbricht.
Immersions-Fraktion: Phasenwechsel-Immersion ist die ultimative Form der Flüssigkeitskühlung, Kühlplatten nur eine Übergangslösung. Sobald der Stromverbrauch eines einzelnen Chips 800 W übersteigt, ist Immersion die einzige Wahl.
Neutrale Fraktion: Die Differenzierung der technischen Ansätze spiegelt die Schichtung des Rechenleistungsbedarfs wider. Kühlplatten dienen dem „östlichen Datenverkehr“, Immersion dem „westlichen Computing“. Die parallele Entwicklung wird das Hauptthema der nächsten zehn Jahre sein.
4 – Branchenchancen und -strategien
Kosten- und Umweltaspekt: Kühlplatten haben kurzfristige Vorteile, und Immersionskühlung muss die Kosten senken, um den Stillstand zu überwinden.
Kühlplatte: Optimierung von Materialien (Kupfer-Aluminium-Verbundwerkstoff), Verbesserung der Verarbeitungsgenauigkeit (Leckageschutz) und Förderung eines modularen und standardisierten Designs.
Immersion: Entwicklung kostengünstiger Kühlmittel (z. B. einphasige Immersionsflüssigkeit), kompatibler Gehäuse und Zusammenarbeit mit Chipherstellern zur Anpassung individueller Kühllösungen.
Technische Reserve: Erforschung von Zweiphasenströmungskühlplatten und intelligenten Überwachungssystemen (z. B. dynamische Durchflussregelung durch KI), um dem zukünftigen hohen Leistungsbedarf gerecht zu werden.
5-Schlussfolgerung
Kurzfristig (2025–2027): Kühlplatten dominieren die allgemeine Entwicklung, und die Immersionsdurchdringung steigt auf 15–20 %. Langfristig (2030+): Phasenwechsel-Immersionskühlplatten werden im Bereich hoher Rechenleistung zum Mainstream, Kühlplatten verdrängen den Markt für Kühlplatten mit mittlerer und niedriger Dichte.
Gewinner: Kühlmittelkosten, steigender Chip-Stromverbrauch und internationale Umweltschutzrichtlinien.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Mit der rasanten Entwicklung von Fahrzeugen mit alternativen Antrieben und der Energiespeicherindustrie sind geringes Gewicht, hohe Sicherheit und effizientes Wärmemanagement zu zentralen Anforderungen geworden. Unser Unternehmen ist intensiv in der Verarbeitung von Aluminiumlegierungen tätig. Mithilfe fortschrittlicher Materialauswahl, Umformungsverfahren und Schweißtechnik konzentrieren wir uns auf die Forschung, Entwicklung und Fertigung von Batteriewannen, Flüssigkeitskühlplatten, ESS Batterie-Gehäuse und Heizkörpern. Aluminiumlegierungen haben sich aufgrund ihrer geringen Dichte (ca. 2,7 g/cm³), hohen Festigkeit, Korrosionsbeständigkeit und hervorragenden Wärmeleitfähigkeit (ca. 150–220 W/m·K) zur idealen Wahl für geringes Gewicht und Wärmemanagement von Geräten mit alternativen Antrieben entwickelt.
1-Auswahl von Aluminiumlegierungen und wichtige Überlegungen
Verschiedene Produkte stellen deutlich unterschiedliche Leistungsanforderungen an Aluminiumlegierungen. Daher ist es wichtig, Festigkeit, Korrosionsbeständigkeit, Schweißbarkeit und Prozessanpassungsfähigkeit optimal aufeinander abzustimmen, um die richtigen Werkstoffe auszuwählen:
a. Batteriewannen
Gängige Werkstoffe: 6061-T6, 6005A-T6, 6063-T6.
Auswahlkriterien:
·Zugfestigkeit ≥ 240 MPa (z. B. 6061-T6) muss erfüllt sein, um die nationalen Standards für Extrusion, Fall- und Kugelschlagprüfungen zu erfüllen;
·Hohe Anforderungen an die Schweißbarkeit, thermische Risse müssen vermieden werden (vorzugsweise Mg/Si-verstärkte 6xxx-Serie);
·Die Korrosionsbeständigkeit wird durch Eloxieren oder Aluminiumbeschichtung verbessert.

Abbildung 1 – Batteriewannen aus Aluminiumlegierung
b. ESS Batterie-Gehäuse
Gängige Marken: 5083, 6061-T6 (besonders hohe Festigkeit und Korrosionsbeständigkeit).
Auswahlkriterien:
· Vibrations- und Stoßbelastungen standhalten; Streckgrenze ≥ 200 MPa;
· Hohe Anforderungen an die Oberflächenbehandlung zur Vermeidung elektrochemischer Korrosion.
c. Flüssigkeitskühlplatte
Gängige Marken: 3003, 6061/6063, 6082.
Auswahlkriterien:
· Hohe Wärmeleitfähigkeit und Korrosionsbeständigkeit;
· Der Flüssigkeitskühlkanal erfordert eine komplexe Formgebung. Die Serie 6xxx mit hervorragender Extrusionsleistung wird bevorzugt.
2-Unterschiede in der Prozessleistung und Verarbeitungsschwierigkeiten
Die Verarbeitung von Aluminiumlegierungen muss an ihre physikalischen Eigenschaften angepasst werden, insbesondere beim Schneiden, CNC-Bearbeiten, Schweißen und bei der Oberflächenbehandlung:
a. Schneiden und CNC-Bearbeitung
Schwierigkeiten:
· Hochpräzise Lochbearbeitung ist aufgrund der Materialduktilität anfällig für Grate oder Verformungen (z. B. Vorsprünge an den Kanten von Stufenlöchern).
· Dünnwandige Strukturen (z. B. Strömungskanäle von Flüssigkeitskühlplatten) müssen die Schnittkräfte kontrollieren, um Verzug zu vermeiden.
Lösung:
· Diamantbeschichtete Werkzeuge verwenden, um die Kantenschärfe zu verbessern und Extrusionsverformungen zu reduzieren.
· Verarbeitungsparameter optimieren (z. B. hohe Geschwindigkeit und niedriger Vorschub) und mit gängigen CNC-Geräten kombinieren, um eine stabile Verarbeitung zu gewährleisten.
b. Schweißprozess
Kernprobleme:
· Oxidschichten (Al₂O₃-Schmelzpunkt 2050 °C) behindern das Schmelzen und führen leicht zu Poren und Schlackeneinschlüssen.
· Manche Legierungen neigen stark zu Heißrissen, daher müssen die Schweißenergie und die Schweißdrahtzusammensetzung kontrolliert werden. Bevorzugte Verfahren:
·WIG-Schweißen (Wechselstrom): Geeignet für dünne Bleche. Die Oxidschicht wird durch Kathodenreinigung entfernt.
·MIG-Schweißen (Hochstrom + Helium-Mischgas): Hohe Schweißeffizienz für dicke Bleche und kontrollierbare Wärmezufuhr.

Abbildung 2 - Schweißen des Batteriewannen
c. Oberflächenbehandlung
·Druckfeste Isolierbeschichtung: Die Beschichtung auf dem Batteriewannen und der Innenseite der Packbox muss den Drucktest (≥ 3000 V DC/1 min) bestehen. Die Beschichtungsdicke beträgt 20–50 μm, um die Isolationssicherheit in Hochspannungsumgebungen zu gewährleisten.
·Isolier- und Entfeuchtungsbeschichtung: Für die ESS Batterie-Gehäuse werden hydrophobe Materialien (z. B. Fluorkohlenwasserstoffharz) verwendet, um das Risiko von Kondensation im Inneren zu verringern. Der Dyn-Wert von ≥ 34 gewährleistet die Haftung.
·Kollisionsschutzbeschichtung: Für die Außenwand des Batteriewannen wird Polyurethan-Elastomer (Härte ≥ 80 Shore A) verwendet, wodurch die Schlagfestigkeit um mehr als 30 % verbessert wird.
·Eloxieren: Konventionelle Korrosionsschutzbehandlung mit einer Schichtdickenabweichung von ≤ 3 μm, geeignet für komplexe Strukturen.
3-Überprüfung und Anpassung der Ausrüstung
Um die Standards der neuen Energiebranche (wie GB/T31467.3, UL2580) zu erfüllen, sind mehrdimensionale Überprüfungen und Prozessanpassungen erforderlich:
a. Überprüfung
· Strukturelle Festigkeit: Überprüfung der Tragfähigkeit, Extrusion und Kugelschlagfestigkeit der Wanne durch Finite-Elemente-Simulation (maximale Spannung ≤ Streckgrenze des Materials);
· Dichtungsprüfung: Das Flüssigkeitskühlsystem nutzt Heliumlecksuche (Leckrate ≤ 1 × 10⁻⁶ mbar·l/s) und einen zyklischen Drucktest (0,5–1,5 MPa/5000-mal);
· Überprüfung der Beschichtungsleistung:
Spannungsfestigkeitsprüfung der Isolierbeschichtung (5000 V DC/60 s ohne Durchschlag);
Antikollisionsbeschichtung besteht Kugelschlagprüfung (1 kg Stahlkugel aus 1 m Höhe) und Salzsprühnebelprüfung (1000 h ohne Abblättern).
b. Optimierung der Anlagenanpassung
· Allgemeine CNC-Anlagenumgestaltung: Durch hochpräzises Vorrichtungsdesign und einen dynamischen Kompensationsalgorithmus kann die Bearbeitungsverformung dünnwandiger Teile ≤0,1 mm betragen.
· Schweißparameterbibliothek: Festlegung von Standardschweißparametern (wie Stromstärke und Drahtvorschubgeschwindigkeit) für verschiedene Aluminiumlegierungen zur Verkürzung des Fehlerbehebungszyklus.
· Automatisiertes Beschichtungsspritzen: Durch den Einsatz eines mehrachsigen Roboterspritzens in Kombination mit Infrarothärtungstechnologie beträgt die Beschichtungsgleichmäßigkeitsabweichung ≤5 %.
Fazit
Die breite Anwendung von Aluminiumlegierungen in Anlagen für neue Energien ist nicht nur ein Erfolg der Materialwissenschaft, sondern auch Ausdruck von Prozessinnovation. Unser Unternehmen wird weiterhin neue Aluminiumlegierungen erforschen, die hochfest, korrosionsbeständig und leicht zu verarbeiten sind. Durch Prozessinnovationen fördern wir die Leistungssteigerung von Produkten wie Batterieträgern und Flüssigkeitskühlplatten und unterstützen so die Branche auf dem Weg in eine effiziente und leichte Zukunft.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Da die Leistungsdichte elektronischer Geräte stetig steigt, spielt die Wärmeableitung eine entscheidende Rolle für die Systemzuverlässigkeit und -lebensdauer. Als professioneller Hersteller mit 19 Jahren Erfahrung im Wärmemanagement kombinieren wir typische technische Fälle mit unserer Erfahrung in der multiphysikalischen Feldsimulation, um die fünf größten technischen Missverständnisse, die Ingenieure in Hochleistungsszenarien häufig übersehen, gründlich zu analysieren und branchenkonforme Lösungen bereitzustellen.
Missverständnis 1: Missbrauch von Materialien mit hoher Wärmeleitfähigkeit, Berechnungsabweichung des Wärmewiderstands der Schnittstelle
Typisches Problem: Übermäßiges Streben nach theoretischen Werten wärmeleitender Materialien unter Missachtung der technischen Realität des Wärmewiderstands der Schnittstelle.
Fallanalyse: Ein bestimmtes Wärmeableitungsmodul für Laserradare im Automobilbereich verwendet ein reines Kupfersubstrat (Wärmeleitfähigkeit 401 W/m·K), die Beschichtungsdicke des Wärmeleitmaterials (TIM) wird jedoch nicht genau kontrolliert (konstruktiv 0,1 mm, tatsächliche Schwankung ±0,05 mm). Der gemessene Wärmewiderstand der Schnittstelle erreicht 0,6 °C·cm²/W, wodurch die FPGA-Sperrschichttemperatur den Standard um 22 % überschreitet. Durch die Umstellung auf vorgeformte Wärmeleitpads (Toleranz ±0,02 mm, Wärmewiderstand <0,03 °C·cm²/W) und die Kombination mit einem Vakuumsinterverfahren sinkt die Sperrschichttemperatur um 17 °C, und die mittlere Betriebsdauer zwischen Ausfällen (MTBF) erhöht sich auf 100.000 Stunden.
Optimierungsplan:
Materialauswahl: Der Wärmewiderstand von TIM wird gemäß ASTM D5470 gemessen. Phasenwechselmaterialien oder metallgefüllte Elastomere werden bevorzugt.
Prozesskontrolle: Durch den Einsatz automatischer Dosiergeräte (Genauigkeit ±3 %) wird eine Dickentoleranz von <10 % gewährleistet und Luftspalte vermieden.
Missverständnis 2: Falsche Luftstromführung im Kühlsystem, lokale Hotspots außer Kontrolle
Typisches Problem: Die Anzahl der Lüfter wird blind gestapelt, wobei die Impedanzanpassung des Strömungskanals und der Grenzschichtablösungseffekt ignoriert werden.
Technisches Beispiel: Ein GPU-Cluster im Rechenzentrum verwendet vier 12038-Lüfter (Luftvolumen 200 CFM). Aufgrund einer falschen Auslegung des Luftführungswinkels (90°-Biegung) beträgt das tatsächliche effektive Luftvolumen jedoch nur 65 % des Nennwerts, und die lokale Temperaturdifferenz erreicht 40 °C. Nach der Optimierung mittels CFD-Simulation wird die Luftführung auf einen sich allmählich erweiternden Strömungskanal (Diffusionswinkel < 7°) umgestellt und eine versetzte Lamellenanordnung (der Abstandsgradient erhöht sich von 2 mm auf 3,5 mm) verwendet. Dadurch wird der Gesamtwindwiderstand um 30 % reduziert und die Hotspot-Temperaturdifferenz auf 8 °C begrenzt.
Kernstrategie:
Strömungsfelddesign: Windkanaltests werden gemäß ISO 5801 durchgeführt, um das Verhältnis von Einlass- zu Auslassfläche zu optimieren (empfohlen: 1:1,2).
Dynamische Regelung: Basierend auf der Q-H-Kurve des PWM-Lüfters wird der Systemimpedanzpunkt auf den höchsten Wirkungsgradbereich (üblicherweise 60–80 % des maximalen Luftvolumens) abgestimmt.
Missverständnis 3: Fehlerhaftes Umweltschutzdesign beschleunigt Materialalterung
Typisches Problem: Fokussierung auf die anfängliche Wärmeableitungsleistung, Vernachlässigung der Auswirkungen langfristiger Umweltbelastungen wie Feuchtigkeit, Hitze, Staub und Salznebel.
Fallanalyse: Ein Offshore-Windkraftkonverter verwendet einen Kühlkörper aus Aluminiumlegierung 6061 (Oberfläche eloxiert). Nach sechsmonatigem Betrieb in Salznebelumgebung löste sich die Oxidschicht ab, wodurch der thermische Kontaktwiderstand um 50 % anstieg und die IGBT-Ausfallrate sprunghaft anstieg. Durch die Umstellung auf Aluminiumlegierung 5052 (Salznebelbeständigkeit > 1000 h) und die Beschichtung mit Polyurethan-Dreischichtlack (Schichtdicke 50 μm, gemäß IEC 60068-2-11) sank die 3-Jahres-Feldausfallrate um 75 %.
Konstruktionsmerkmale:
Beschichtungstechnologie: Plasmagespritzte Al2O3-Keramikbeschichtung (Wärmeleitfähigkeit 30 W/m·K, Temperaturbeständigkeit > 800 °C) wird in Hochtemperaturszenarien eingesetzt.
Dichtungsstruktur: Schutzart IP69K (zweilagige Silikondichtung + Überdruckventil) zum Schutz vor Staub und Wasserdampf.
Missverständnis 4: Fehlende Modellierung der transienten Wärmelast und falsche Auswahl der Phasenwechselmaterialien
Typisches Problem: Die mittels stationärer Simulation entwickelte Wärmeableitungslösung kann Leistungsimpulse im Millisekundenbereich nicht bewältigen.
Messdaten: Ein Festkörper-Leistungsverstärker wird in einer 5G-Basisstation einer Impulslast von 2 ms bei 2000 W ausgesetzt. Der transiente Temperaturanstieg der herkömmlichen Aluminiumsubstratlösung erreicht 55 °C. Das Phasenwechselmaterial in Mikrokapselform (Paraffin-Graphen-Komposit, latente Phasenwechselwärme 220 J/g) wird in Kombination mit der transienten thermischen Simulation (ANSYS Icepak, transiente Schrittlänge 1 ms) verwendet, um den Temperaturanstieg auf 18 °C zu kontrollieren und so die Anforderungen des MIL-STD-810G-Schlagtests zu erfüllen.
Dynamische Managementtechnologie:
Phasenwechselverpackung: Die Wabenstruktur dient zur Einkapselung des Phasenwechselmaterials (Porosität > 70 %), um Flüssigkeitsaustritt zu vermeiden und die Wärmediffusionseffizienz zu verbessern.
Modellkalibrierung: Die Simulationsrandbedingungen werden basierend auf Infrarot-Wärmebildgebung (Abtastrate 100 Hz) korrigiert, und der Fehler beträgt <±1,5 °C
Missverständnis 5: Die TCO-Bewertung ist einseitig und ignoriert versteckte Betriebs- und Wartungskosten.
Typisches Problem: Es werden nur die Anschaffungskosten der Hardware verglichen, die Verluste durch Energieverbrauch, Wartung und Ausfallzeiten werden jedoch nicht quantifiziert.
Kostenvergleich: Eine Halbleiterfabrik verwendete ursprünglich luftgekühlte Schaltschränke (Anschaffungskosten 500.000 Yuan) und hatte eine jährliche Stromrechnung von 1,2 Millionen Yuan (PUE = 1,8). Nach der Umstellung auf eine zweiphasige Immersionsflüssigkeitskühlung (Anschaffungskosten 1,8 Millionen Yuan) sank die jährliche Stromrechnung auf 450.000 Yuan (PUE = 1,05). Durch die Reduzierung des Reinraumklimatisierungsbedarfs beliefen sich die jährlichen Gesamteinsparungen auf 900.000 Yuan. Die zusätzlichen Investitionen amortisierten sich innerhalb von 2,1 Jahren (IRR > 25 %).
Entscheidungsmodell:
Verfeinerte Modellierung: Einführung einer Monte-Carlo-Simulation zur Quantifizierung der Auswirkungen der Geräteausfallrate (Weibull-Verteilung) auf die TCO.
Politische Überlagerung: In Kombination mit CO2-Steuermechanismen (wie dem EU-CBAM) werden die CO2-Emissionen von Flüssigkeitskühlsystemen über ihren gesamten Lebenszyklus um 60 % reduziert und eine zusätzliche Subvention von 15 % gewährt.
Fazit: Weiterentwicklung des thermischen Designparadigmas von erfahrungsbasiert zu datenbasiert
Standardisierter Prozess: Einführung des thermischen Teststandards JESD51-14 bereits in der Konzeptionsphase, um spätere Nacharbeiten zu vermeiden (der Projektzyklus eines bestimmten optischen Moduls wird um 30 % verkürzt).
Multidisziplinäre Zusammenarbeit: Durch die Kopplung elektromagnetischer Verluste (HFSS-Extraktion) und des thermischen Dehnungsfelds mit COMSOL Multiphysics wird die Wärmeableitungseffizienz einer Radar-TR-Komponente um 40 % verbessert.
Intelligenter Betrieb und Wartung: Einsatz von Fasergitter-Temperatursensoren (Genauigkeit ±0,1 °C) und digitalen Zwillingsplattformen zur Fehlervorhersage (unerwartete Ausfallzeiten eines Supercomputing-Zentrums werden um 90 % reduziert).
Durch konsequentes Engineering und die Verifizierung vollständiger Datenverbindungen können thermische Designingenieure „unsichtbare Fehlerquellen“ gezielt vermeiden und den Grundstein für hochzuverlässige Systeme legen. Als Branchenexperten setzen wir uns für geschlossene Kreislauflösungen vom Material bis zum System ein und bewältigen gemeinsam mit unseren Kunden Herausforderungen im Wärmemanagement.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
1-Besondere Toleranzanforderungen für Schlüsselteile
Bei der Herstellung von Batteriewannen für Elektrofahrzeuge und flüssigkeitsgekühlten Energiespeichergehäusen wirkt sich die Toleranzkontrolle wichtiger Verbindungsflächen und Schnittstellen direkt auf die Abdichtung, die Wärmeableitungseffizienz und die Montagegenauigkeit aus.
a. Montagefläche der Flüssigkeitskühlplatte
Die Flüssigkeitskühlplatte ist das Herzstück des Batterie-Wärmemanagementsystems. Die Ebenheit ihrer Montagefläche wirkt sich direkt auf die Abdichtung des Kühlmittelkanals aus. Liegt die Ebenheit außerhalb der Toleranz, führt dies zu einer ungleichmäßigen Kompression der Silikondichtung, was lokale Undichtigkeiten oder einen erhöhten Wärmewiderstand zur Folge haben kann.
b. Fehlende Schweißnähte
Batteriewannen bestehen häufig aus einer Aluminiumlegierung. Fehlende Schweißnähte führen zu Spannungskonzentrationen und verringern die Lebensdauer. Insbesondere bei hohen Anforderungen an die Luftdichtheit des Batteriegehäuses (z. B. IP67) muss eine Fehlausrichtung streng kontrolliert werden.
c. Positionierungsloch für Batteriemodule
Das Positionierungsloch dient der präzisen Befestigung des Batteriemoduls. Zu große Toleranzen führen zu einer Fehlausrichtung des Moduls, was zu Verbindungsfehlern oder mechanischen Vibrationen führen kann.
d. Position der Befestigungsschraube
Die Schraube dient zur Verbindung des Batteriegehäuses mit dem Chassis. Positionsabweichungen führen zu Spannungen in der Montage und können sogar zum Bruch der Schraube führen.
e. Kantengeradheit des Batteriegehäuses
Die Kantengeradheit des Batteriegehäuses beeinflusst die Montage der oberen und unteren Abdeckungen sowie den IP-Schutzgrad, insbesondere bei lasergeschweißten Gehäusen, bei denen die Kante als Referenz für die Laserkopfführung dient.
2-Einfluss der Maßtoleranz auf die Fertigungseffizienz
Der Einfluss der Maßtoleranz auf die Fertigungseffizienz spiegelt sich hauptsächlich in der Balance zwischen Prozessablauf, Kostenkontrolle und Produktqualität wider. Eine sinnvolle Toleranzgestaltung kann nicht nur die Produktfunktion sicherstellen, sondern auch den Produktionsrhythmus optimieren. Der Einfluss einer sinnvollen Kontrolle der Maßtoleranz auf die Fertigungseffizienz spiegelt sich hauptsächlich in folgenden Aspekten wider:
a. Balance zwischen Bearbeitungsgenauigkeit und Produktionskosten
· Obwohl strenge Maßtoleranzen die Dichtungs- und Montagegenauigkeit verbessern können, sind hochpräzise Bearbeitungsanlagen und komplexe Prozesse erforderlich, was die Anlageninvestitionen und die Bearbeitungszeit erheblich erhöht.
· Übermäßiges Streben nach Genauigkeit kann zu höheren Bearbeitungskosten führen. Für wichtige Funktionsteile müssen strenge Toleranzen festgelegt und in unkritischen Bereichen entsprechend gelockert werden, um die Kosten zu senken.
b. Kontrolle der Nacharbeits- und Ausschussrate
· Eine sinnvolle Toleranzgestaltung kann Nacharbeit aufgrund von Maßabweichungen reduzieren.
· Schweißverformungen sind das Hauptproblem bei der Herstellung von Batteriewannen. Der Einsatz des CMT-Kaltschweißverfahrens kann die Wärmezufuhr optimieren, die Verformung nach dem Schweißen reduzieren und den Nacharbeitszyklus verkürzen.
c. Modulare und standardisierte Produktion
· Durch standardisierte Komponenten werden die Toleranzanforderungen auf lokal austauschbare Teile konzentriert, was den Verarbeitungsaufwand insgesamt reduziert.
· Ein standardisiertes Toleranzdesign kann zudem die Kompatibilität mehrerer Modelle unterstützen und den Bedarf an kundenspezifischer Verarbeitung reduzieren.
3-Industrienormen und praktische Anwendungen der Ebenheitskontrolle
Industrienormen stellen strenge Anforderungen an Batteriewannen für Fahrzeuge mit alternativen Antrieben:
a. Ebenheitsstandard: Die Ebenheit der Montagefläche der Flüssigkeitskühlplatte muss ≤ 0,2 mm, die Ebenheit der unteren Trägerplatte ≤ 0,5 mm/m² und der Ebenheitsfehler des Rahmens nach dem Schweißen ≤ 0,8 mm betragen.
b. Optimierung des Herstellungsprozesses: CNC-Präzisionsfräsen, CMT-Kaltschweißen und Vibrationsalterungsbehandlung (VSR) werden in Kombination mit einer Online-Erkennung mittels Laserinterferometer eingesetzt, um das Verformungsrisiko zu reduzieren.
c. Materialauswahl: Es wird die Verwendung hochfester Aluminiumlegierungen wie 6061 mit einer Streckgrenze von ≥ 1180 MPa empfohlen, wobei sowohl das geringe Gewicht als auch die strukturelle Stabilität berücksichtigt werden müssen.
4-Toleranzanpassungsstrategie durch Materialien und Prozesse
a. Materialinnovation fördert Leichtbau
Der Einsatz von leichten, hochfesten Aluminiumlegierungen (z. B. 6061) und Verbundwerkstoffen (Siliziumkarbid-verstärkte Aluminiummatrix), kombiniert mit Eloxal und Isolierbeschichtung, ermöglicht eine Gewichtsreduzierung von 30 % und eine verbesserte Korrosionsbeständigkeit. Er entspricht den Anforderungen an die Wärmeableitung von Flüssigkeitskühlsystemen.
b. Prozesskooperation verbessert die Fertigungsgenauigkeit
Einteiliges Extrusionsformen und Rührreibschweißen (FSW) reduzieren die Anzahl der Schweißnähte. CMT-Kaltschweißen und Laserschweißen kontrollieren die thermische Verformung.
c. Geschlossener Regelkreis für Simulationserkennung zur Gewährleistung der Zuverlässigkeit
CAE-Simulation optimiert die Anordnung der Verstärkungsrippen. Laserscanning und Heliumlecksuchtechnologie ermöglichen eine vollständige Prozessüberwachung. Das modulare Design ist mit einer Toleranz von ±5 mm kompatibel, was Kosten senkt und die Effizienz steigert.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

1-Schweißprozesseigenschaften von Aluminiumlegierungen für Batteriewannen/Energiespeichergehäuse
Bei der Herstellung von flüssigkeitsgekühlten Energiespeichergehäusen, Batteriewannenn und anderen Produkten sind Flüssigkeitskühlkanäle und Mehrkammerstrukturen typische komplexe Konstruktionsmerkmale (siehe Abbildung 1). Solche Strukturen weisen häufig folgende Merkmale auf:

Abbildung 1: Typischer Aufbau eines Batteriewannen
Dreidimensionale Raumverflechtung: Die Strömungskanäle sind serpentinenförmig verteilt und weisen zahlreiche Wendepunkte auf.
Mehrstufige Verbindung: Haupt- und Nebenhohlraum sind durch dünnwandige Trennwände (2–3 mm dick) miteinander verbunden.
Miniaturisierungsmerkmale: kleiner Querschnitt der Strömungskanäle (die Mindestwandstärke des Aluminiumprofil-Strömungskanals beträgt 1,2 mm) und schlechte Schweißzugänglichkeit.
2-Analyse der Schwierigkeiten bei der Kombination mehrerer Schweißtechnologien in der Batteriewannen
Bei der Herstellung von Batteriewannen ist die Kombination mehrerer Schweißtechnologien erforderlich, beispielsweise die koordinierte Anwendung von Rührreibschweißen (FSW), Kaltmetall-Übergangsschweißen (CMT), traditionellem Schmelzschweißen (WIG/MIG) und anderen Technologien. Diese Kombination zielt darauf ab, Leichtbau, Festigkeit, Dichtheit und Produktionseffizienz zu berücksichtigen, birgt jedoch auch folgende Kernprobleme:
a. Problem der koordinierten Wärmezufuhr mehrerer Prozesse
Verschiedene Schweißtechnologien (wie FSW und Laserschweißen) weisen große Unterschiede in der Wärmezufuhr auf, die leicht zu Materialveränderungen und thermischen Verformungen führen können. Diese Probleme müssen durch Optimierung der Schweißsequenz und Parameteranpassung gelöst werden.
b. Engpässe bei Gerätekompatibilität und Effizienz
Der Gerätewechsel ist komplex, und die Anforderungen an die Genauigkeit der Parametersynchronisation sind hoch. Modulares Arbeitsplatzdesign und intelligente Schweißmaschinen sind erforderlich, um die Effizienz der Zusammenarbeit zu verbessern und die Zykluszeit zu verkürzen.
c. Herausforderungen beim Ausgleich von Dichtungsstärke und Kosten
Das Risiko von Undichtigkeiten an den Schnittstellen mehrerer Schweißnähte ist hoch (sie sind für 70 % der Defekte verantwortlich), daher ist eine redundante Dichtung und eine optimierte Topologie erforderlich.

3-Technische Praxis: Koordination mehrerer Schweißprozesse für Batteriewannen, Energiespeicher-Flüssigkeitskühlung und PACK-Box
a. Planung der Schweißnahtposition
· Optimierung der Schweißposition: Bereits in der Produktentwicklungsphase sollte die Schweißposition optimal gewählt werden, um Schweißnahtbildung an wichtigen Bauteilen oder in Bereichen, die die Produktfunktionen beeinträchtigen, zu vermeiden. Passen Sie beispielsweise den Abstand zwischen Frontrahmen und Wasserdüse an, um Störungen durch Schweißnahtbildung zu vermeiden. Optimieren Sie die Schweißposition der Wasserdüse, um die Auswirkungen auf die Produktleistung zu minimieren.
· Anpassung an die Produktstruktur: Die Schweißposition sollte an die Produktstruktur angepasst sein, um sicherzustellen, dass die Schweißnaht verschiedenen Belastungen während des Produkteinsatzes standhält. Beispielsweise werden bei Flüssigkeitskühlplatten die strukturelle Stabilität und Zuverlässigkeit des Produkts durch eine rationale Planung der Schweißposition verbessert.
· Einfache Bedienung und Erkennung: Die Schweißposition sollte für Bediener bequem zu bedienen und zu erkennen sein, um Schweißvorgänge und anschließende Qualitätsprüfungen durchzuführen. Vermeiden Sie beispielsweise Schweißarbeiten an schwer zugänglichen oder schlecht einsehbaren Stellen, um die Schweißeffizienz und -qualität zu verbessern.
b. Schweißnarbenkontrolle
· Schweißnarbengröße: Die Schweißnarbengröße muss streng kontrolliert werden. Die Schweißnarbenhöhe muss in der Regel im Bereich von 4–6 mm liegen und darf die Ebene nicht überschreiten, um das Erscheinungsbild und die Montagegenauigkeit des Produkts zu gewährleisten. Beispielsweise konnte im Projekt mit der Flüssigkeitskühlplatte die Schweißnarbengröße durch Anpassung der Schweißparameter und des Schweißprozesses erfolgreich kontrolliert werden, wodurch die Auswirkungen der Schweißnarbe auf die Produktleistung und -qualität vermieden wurden.
· Schweißnarbenform: Die Schweißnarbenform sollte möglichst gleichmäßig sein, um übermäßiges Schmelzen oder unvollständiges Verschmelzen zu vermeiden. Durch Optimierung der Schweißparameter und Betriebstechniken kann die Schweißnarbenform effektiv verbessert und die Schweißqualität gesteigert werden.
· Schleifbehandlung: Die an der Reibschweißstelle entstehenden konkaven Schweißspuren werden durch Schleifen glatt geschliffen, um die Anforderungen an Aussehen und Leistung des Produkts zu erfüllen.
c. Optimierung der Schweißsequenz
· Trennwandschweißen: Bei großen Produkten kann die Gesamtverformung durch Trennwandschweißen effektiv kontrolliert werden. Durch die Aufteilung des Produkts in mehrere Bereiche und deren sequentielles Schweißen wird die Wärmekonzentration während des Schweißprozesses reduziert und das Risiko thermischer Verformungen verringert.
· Schrittweise Korrektur: Während des Schweißprozesses wird die Schweißverformung durch die schrittweise Korrekturmethode zeitgerecht angepasst. Durch kontinuierliche Messung und Korrektur der Produktverformung während des Schweißprozesses werden Maßgenauigkeit und Form des Endprodukts entsprechend den Konstruktionsanforderungen sichergestellt.
· Optimierung des Schweißpfads: Planen Sie den Schweißpfad rational, um wiederholtes Schweißen im selben Bereich zu vermeiden und den Wärmeeintrag zu reduzieren. Beispielsweise wurde im Projekt mit der Flüssigkeitskühlplatte der Wärmeeintrag während des Schweißprozesses reduziert und die Schweißqualität durch Optimierung des Schweißpfads verbessert.
d. Kooperative Verformungskontrolle
Die Flüssigkeitskühlplatte verformt sich während des Schweißprozesses thermisch, was zu einer Verringerung der Maßgenauigkeit des Produkts führt.
Optimierungsmaßnahmen:
· Nutzen Sie Trennschweißen und schrittweise Korrekturmethoden, um die Gesamtverformung zu kontrollieren.
· Optimieren Sie die Schweißparameter, reduzieren Sie Stromstärke und Spannung sowie die Wärmezufuhr.
· Fixieren Sie das Produkt mit Vorrichtungen, um Bewegungen und Verformungen während des Schweißens zu reduzieren.
· Nutzen Sie symmetrische Schweißverfahren, um die Schweißwärme gleichmäßig zu verteilen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die CTC-Technologie (Cell-to-Chassis) steht aufgrund ihrer Fähigkeit, Reichweite und Raumeffizienz von Elektrofahrzeugen signifikant zu steigern, im Fokus. Doch ob sie traditionelle Batterietechnologien tatsächlich ersetzen kann, bleibt umstritten. Der zentrale Engpass in der Fertigung – die Schweißtechnik für Batteriegehäuse – entscheidet über ihre Zukunft: Komplexe Strukturen, Materialvielfalt und anspruchsvolle Thermomanagement-Anforderungen stellen konventionelle Schweißverfahren vor enorme Prüfungen. Dieser Artikel analysiert aus Ingenieursperspektive das Potenzial und die Grenzen der CTC-Technologie und zeigt, wie Schweißprozesse zum „Gradmesser“ dieser technologischen Revolution werden.
1-„Ideale vs. Realität“ der CTC-Technologie
CTC integriert Zellen direkt in das Fahrwerk, reduziert theoretisch überflüssige Komponenten und erhöht die Energiedichte. Doch die Machbarkeit der Massenanwendung wird kritisch hinterfragt:
Ambitionen vs. Zurückhaltung der Hersteller: Tesla, BYD und andere Marktführer haben CTC-Lösungen eingeführt, doch viele Hersteller zögern noch. Bis 2025 werden CTC-Modelle nur 15–20 % des globalen Marktes ausmachen, während CTP (Cell-to-Pack) dominant bleibt.
„Kosten der Reichweitensteigerung“: CTC erhöht die Energiedichte um 15–20 %, doch die strukturelle Komplexität treibt die Fertigungskosten um 30–50 % in die Höhe (Berechnungen von Beratungsunternehmen). Das Kosten-Nutzen-Verhältnis bleibt unklar.
Reparaturkosten-Debatte: Die monolithische Bauweise erhöht die Batteriereparaturkosten drastisch. Versicherungsdaten zeigen, dass bei CTC-Fahrzeugen nach Unfällen in 70 % der Fälle das gesamte Batteriesystem ersetzt werden muss – im Vergleich zu 25 % bei konventionellen Modellen.
Diese Widersprüche machen die Zukunft von CTC ungewiss. Ob der Marktanteil 20 % übersteigt, hängt von drei Faktoren ab: Teslas Cybertruck-Serienproduktion, Kostensenkungsdruck durch chinesische Preiskämpfe und europäische Regulierung zur Batteriereparaturfähigkeit. Die Schweißtechnik wird entscheiden, ob CTC die Kluft zwischen Labor und Massenproduktion überwindet.
2-Drei entscheidende Hürden des Schweißprozesses
Hersteller von Batterieträgern müssen bei der Implementierung der CTC-Technologie drei Kernprobleme überwinden:
a. Präzision im Mikrometerbereich und Effizienz
Traditionelle Schweißverfahren tolerieren Fehler von 0,5 mm. CTC-Träger müssen jedoch mehr Batterien aufnehmen, die Anzahl der Nähte erhöht sich um mehr als das Dreifache, und die meisten davon befinden sich auf gekrümmten und unregelmäßigen Teilen. Tests eines Herstellers zeigen, dass bei einem Schweißpositionierungsfehler von mehr als 0,15 mm die Ausbeute der Batteriezellenmontage von 99 % auf 82 % stark sinkt. Erschwerend kommt hinzu, dass die verbesserte Präzision oft mit einem Rückgang der Effizienz einhergeht – obwohl die Genauigkeit des Laserschweißens hoch ist, sind die Anlagenkosten mehr als fünfmal so hoch wie beim herkömmlichen Schweißen.
b. Materialmix: Wasser und Feuer
Um ein ausgewogenes Verhältnis zwischen geringem Gewicht und Festigkeit zu erreichen, wird für CTC-Träger häufig eine Mischstruktur aus Aluminiumlegierung, Kohlefaser und Spezialstahl verwendet. Die Unterschiede im Wärmeausdehnungskoeffizienten verschiedener Materialien können bis zu 20-mal so groß sein (z. B. Aluminium 23 μm/m·K gegenüber Kohlefaser 0,8 μm/m·K). Dadurch entstehen beim Schweißen leicht innere Spannungen und können zu Rissen führen. Beim Versuch, Aluminium und Kohlefaser zu verbinden, erreichte die Rissrate der Schweißnaht bis zu 18 % und überschritt damit deutlich den branchenüblichen Grenzwert von 3 %.
c. „Unsichtbarer Killer“ der Wärmeeinflusszone
Hohe Schweißtemperaturen können die Isoliermaterialien oder Sensorschaltungen um die Batteriezelle beschädigen. Ein Automobilhersteller erhöhte die Selbstentladungsrate des Batteriemoduls aufgrund unsachgemäßer Kontrolle der Schweißwärmezufuhr um 50 %. Ingenieure müssen die Schweißtemperaturschwankungen innerhalb von 0,1 Sekunden auf ±15 °C genau kontrollieren – dies entspricht dem Einbau einer hochpräzisen Temperaturbremse am Schweißbrenner.
3-Der Ausweg: Kein Patentrezept, nur Systeminnovation
Angesichts dieser Herausforderungen erkundet die Branche drei bahnbrechende Wege:
a. „Cocktailtherapie“ durch Prozesskombination
Laser-Lichtbogen-Hybridschweißen: Durch die Kombination der Präzision des Laserschweißens mit den Vorteilen des Lichtbogenschweißens wird die Schweißgeschwindigkeit von Aluminiumlegierungen um 40 % erhöht;
Kaltmetall-Übergangstechnologie (CMT): Durch präzise Steuerung der Wärmezufuhr wird die Wärmeeinflusszone um 60 % reduziert;
Intelligentes Roboterkompensationssystem: Automatische Anpassung des Schweißbrennerpfads anhand von Echtzeit-Schweißdaten und Steigerung der qualifizierten Schweißrate komplexer gekrümmter Oberflächen von 75 % auf 95 %.
b. Kompromisse im Vorfeld der Werkstoffentwicklung
Einige Unternehmen entwickeln gemeinsam mit Materiallieferanten schweißfreundliche Verbundwerkstoffe. Beispielsweise wurde die Schweißrissempfindlichkeit einer inländischen modifizierten Aluminiumlegierung (physikalische, chemische oder prozesstechnisch modifiziertes Aluminiumlegierungsmaterial) von Stufe 7 auf Stufe 3 (gemäß ISO-Normen) reduziert. Obwohl dadurch 5 % des Leichtbaueffekts verloren gehen, erhöht sich die Schweißausbeute auf 98 %.
c. „Digitaler Zwilling“ in der Erkennungsdimension
Durch die Erfassung aller Daten des Schweißprozesses (Strom, Temperatur, Geschwindigkeit usw.) und die Kombination mit KI-Modellen wird die Fehlerwahrscheinlichkeit vorhergesagt. Nach der Einführung dieser Technologie in einem Werk stieg die Online-Erkennungsrate von Schweißfehlern von 80 % auf 97 % und die Ausschusskosten wurden um 45 % gesenkt.
4-Neue Aufgaben für Ingenieure: Sicherheit in der Unsicherheit finden
a. CTCs Kontroverse ist ein Kampf zwischen „Systemoptimierung“ und „lokalen Grenzen“:
Wenn Schweißtechnik-Fortschritte langsamer sind als Kostensenkungsziele, bleibt CTC eine Nische.
Bei Durchbrüchen in Material, Technik und Prüfung könnte CTC ein neues Zeitalter einläuten.
b. Ingenieure müssen Kompetenzen neu definieren:
Interdisziplinäres Wissen: Verständnis für elektrochemische Sensibilität gegenüber Schweißwärme.
Agilität: Teams, die Schweißparameter für neue Legierungen in einer Woche optimieren, verdreifachen ihre Auftragschancen (europäischer Fall).
CTC steht am Scheideweg zwischen „disruptiver Innovation“ und „Serienfallen“. Es wird bestehende Technologien nicht vollständig ersetzen, zwingt die Schweißtechnik jedoch zu höherer Präzision, Materialkompatibilität und Intelligenz. Die wahren Gewinner sind nicht die Pionier-Hersteller, sondern Ingenieurteams, die „unmögliche Nähte“ in standardisierte Schnittstellen verwandeln.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
In der Flüssigkeitskühlung von Rechenzentren ist deionisiertes Wasser das gängige Kühlmedium. Die Anforderungen an die Oberflächenbehandlung auf Kundengezeichnen umfassen oft nur wenige Worte – doch genau diese entscheiden darüber, ob die Kühlplatte unter Betriebsbedingungen ihre konstruierte Lebensdauer erreicht.
Nach Erhalt der Zeichnung gehen wir üblicherweise in drei Schritten vor.
1. Die Absicht verstehen – was soll die „Vernickelung“ bei Kupfer-Kühlplatten bewirken?
Der Kunde gibt „vernickeln“ vor, um das Kupfer vom deionisierten Wasser zu trennen und Korrosion zu verhindern. Die Vernickelung ist jedoch nicht das Ende der Kette – wir fragen nach:
·Ist die Schichtdicke spezifiziert? Falls nicht, empfehlen wir sie basierend auf der Lebensdaueranforderung.
·Wird eine Porositätsprüfung verlangt? Die Beschichtung kann Poren aufweisen, durch die deionisiertes Wasser eindringt und lokale Durchbrüche verursacht.
·Gibt es Vorgaben zur Reinheit nach der Vernickelung? Rückstände von Sulfat- und Chloridionen wirken als Korrosionskeime.
![]()
Abbildung 1 – Vernickelte Kühlplatte
Unser Ansatz: Wir übersetzen die „Vernickelung“ in eine überprüfbare Parameterliste und stimmen diese mit dem Kunden ab. Wir gehen weder davon aus, dass der Kunde alles versteht, noch dass der Lieferant automatisch alles richtig macht.
2. Blinde Flecken aufzeigen – was in der Zeichnung steht, aber möglicherweise nicht ausreicht
Beispiel: Ein Kunde gibt auf der Zeichnung vor: „Aluminiumteile eloxieren, Schichtdicke 15 μm“.
Wir fragen nach: Ist eine Farbvorgabe erforderlich? Nach dem Eloxieren kann die Oberfläche naturfarben oder eingefärbt sein, was beim Kunden zu unterschiedlichen Farberwartungen bei der Abnahme führen kann. Noch wichtiger ist die Gleichmäßigkeit der Schichtdicke – ob die Innenwände der Mikrokanäle vollständig bedeckt sind, beeinflusst die Wärmeabfuhr und die gleichmäßige Korrosionsbeständigkeit.
Der Kunde hatte bisher nur auf die äußere Farbe geachtet, ohne zu erkennen, dass die Schichtdickengleichmäßigkeit spezifiziert werden muss. Wir ergänzen daher die Anforderung: Schichtdickentoleranz ±15 %, stichprobenartige Untersuchung durch Aufschluss der Mikrokanalbereiche.
3. Optionen aufzeigen – nicht die eine Lösung, sondern eine Abwägung der Risiken
Beispiel: Ein Kunde schreibt vor: „Kupfer und Aluminium gemischt, jeweils mit standardmäßiger Oberflächenbehandlung“.
Unsere Bewertung: Die Potenzialdifferenz zwischen Kupfer und Aluminium bildet im deionisierten Wasser einen galvanischen Korrosionskreislauf, wobei die Aluminiumseite beschleunigt angegriffen wird. Das ist jedoch kein „Geht nicht“, sondern erfordert „zusätzliche Maßnahmen“:
·Option A – Physikalische Trennung: Einsatz isolierender Verbindungsstücke an den Flüssigkeitsanschlüssen, um die Potenzialdifferenz zu unterbrechen.
·Option B – Absicherung durch Korrosionsinhibitoren: Zugabe von Inhibitoren zum Kühlmedium, dynamische Zyklustests gemäß ASTM D2570 zur Überprüfung der Kompatibilität.
·Option C – Einheitliches Material: Vollständig aus Kupfer oder vollständig aus Aluminium, um das galvanische Problem zu umgehen; Neubewertung von Wärmewiderstand und Kosten.
Der Kunde wählt entsprechend seiner Risikopräferenz, wir begleiten die Validierung.
Schlussbemerkung
Wenige Worte zur Oberflächenbehandlung verbergen eine ganze Kette von Entscheidungen über Material, Schichtdicke, Prozess und Prüfung. Wir sind kein reiner „fertigen nach Zeichnung“-Lieferant, sondern ein Partner, der die Zeichnung gründlich liest, blinde Stellen identifiziert und die Prüfpunkte vervollständigt.
Wenn Sie eine Zeichnung vorliegen haben, können wir diese gemeinsam durchgehen und alle Punkte markieren, die abgestimmt und verifiziert werden müssen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Auf dem Weg zu Exascale-AI-Rechenleistung sind Huaweis CloudMatrix 384 Super-Node und NVIDIAs GB200 NVL72 Cluster zu zwei weltweit beachteten technologischen Gipfeln geworden. Sie repräsentieren nicht nur unterschiedliche Hardware-Integrationsfähigkeiten, sondern offenbaren tiefgreifend zwei grundlegende Philosophien zum Aufbau von Supercomputing-Systemen.
Der eine Ansatz wird als "kontinuierliches hohes Fieber" metaphorisch beschrieben und steht vor der extremen thermischen Herausforderung, die unter der stabilen Betriebslast von 384 dicht gepackten Chips entsteht. Der andere wird als "intermittierende Epilepsie" charakterisiert und muss heftige, gepulste Wärmeströme bändigen, die entstehen, wenn 72 Top-GPUs synchron arbeiten. Diese unterschiedlichen "Krankheitsbilder" führen letztendlich zu völlig unterschiedlichen "Therapien" – also Kühllösungen – und veranschaulichen klar zwei zentrale Ingenieurphilosophien: Das Duell zwischen deterministischer Systemtechnik und agiler Ökosystem-Innovation. Für jedes Unternehmen in der Lieferkette ist das Verständnis dieses Duells der Schlüssel zur Definition der eigenen künftigen Rolle.
1- Die Ursache des Kernunterschieds – Die "Diagnose" bestimmt die "Therapie"
Am Ausgangspunkt des Designs schlugen Huawei und NVIDIA unterschiedliche Wege ein, was ihre jeweiligen Wärmequellen-Charakteristiken direkt prägte:
Tabelle 1: Vergleich der Wärmequellen-Charakteristika der beiden technologischen Pfade
Dieser Unterschied zwischen "kontinuierlichem hohen Fieber" und "intermittierender Epilepsie" ist keineswegs zufällig. Er spiegelt wider, dass Huawei als Herausforderer beschlossen hat, die Gesamtsystemleistung als Kernziel anzugehen und um jeden Preis den Durchbruch zur maximal möglichen Rechendichte in einem einzigen Rack zu schaffen. NVIDIA hingegen, als etablierter Marktführer, hat die Aufgabe, ein effizient zusammenarbeitendes und leicht zu verbreitendes Ökosystem aufzubauen, während es gleichzeitig den absoluten Leistungsvorsprung seiner Einzelchips sicherstellt.
2- Die Materialisierung der Ingenieurphilosophie – Zwei Pfade der Flüssigkühlung
Die beiden unterschiedlichen Designphilosophien manifestieren sich am deutlichsten in den entscheidenden Flüssigkühlungslösungen und prägen den gesamten Technologiestack vom Chip bis zum Rechenzentrumsraum.
a. Huawei: Die Flüssigkühlungspraxis deterministischer Systemtechnik
Dies ist eine von oben nach unten umgesetzte Designphilosophie, die für das systemweite Ziel der Deterministik geschaffen wurde. Ihr Kern liegt darin, die Wärmeabfuhr nicht nur als Zubehör, sondern als kritischen Teil der Infrastruktur ganzheitlich, integriert und mit hoher Zuverlässigkeit zu realisieren.
Abbildung 1: Huawei Ascend 384 Super-Node
· Chip-Level-Präzision und zuverlässige Verbindung: Um die effiziente Wärmeübertragung vom Chip zum Kühlkörper zu gewährleisten, konzentriert sich Huawei auf die technische Optimierung der Grenzflächenmaterialien. Obwohl öffentliche Dokumente zeigen, dass das Unternehmen in diesem Bereich (z.B. mit hochsphärischen Siliziumkarbid-Füllstoffen) über wegweisende Patentreserven verfügt, sind die konkreten Anwendungsdetails im Super-Node nicht öffentlich. Sicher ist, dass deren Lösung extrem niedrige Grenzflächenwiderstände und langfristige Zuverlässigkeit für die Herausforderung des "kontinuierlichen hohen Fiebers" anstrebt.
· System-Level-Redundanz und intelligente Steuerung: Es werden redundante Designs wie z.B. ringförmige Flüssigkeitsversorgung eingesetzt, und ein eigenentwickelter Flüssigkühlungs- und Wärmemanagement-Controller (TMU) fungiert als systemischer "Schaltzentrale". Dieser Controller ermöglicht eine unterbrechungsfreie (0-Sekunden) Umschaltung zwischen Leitungen und nutzt KI für Fehlervorhersagen. Auf diese Weise gewährleistet er durch softwaredefinierte Ansätze die Deterministik und Zuverlässigkeit der Wärmeabfuhrkette – ein typisches Beispiel für systemtechnisches Denken.
· Infrastruktur-Integration ("Kälte-Strom-Fusion"): Auf Rack-Ebene werden die Flüssigkühlungs-Verteilungseinheit (CDU) und die Hochspannungs-Stromverteilungseinheit (PDU) physikalisch integriert und einheitlich verwaltet. Dieses "integrierte Kühl- und Stromdesign" ist die ultimative technische Antwort auf extrem hohe Leistungsdichten pro Rack, die Vereinfachung der Bereitstellung und die Verbesserung der Energieeffizienz (Senkung des PUE). Es verkörpert die physische Umsetzung des deterministischen Designs vom Konzept zur realen Form.
b. NVIDIA: Der Flüssigkühlungsrahmen agiler Ökosystem-Innovation
Dies ist eine Designphilosophie, die den GPU-Kern in den Mittelpunkt stellt und durch die Definition offener Standards das globale Ökonomie befähigt. Ihr Kern liegt darin, einen validierten "Bauplan" bereitzustellen, der die Anwendungsschwelle für die gesamte Branche senkt und effiziente, flexible Skalierbarkeit ermöglicht.
· Chip-Level-Standardisierung und Referenzdesign (VRD): NVIDIA stellt für seine GPUs (z.B. die Blackwell-Serie) detaillierte thermische Referenzdesigns bereit, die physikalische Abmessungen des Kühlkörpers, die thermische Verlustleistung (TDP), Durchflussmenge, Druckverlust und andere Leistungsschnittstellen klar definieren. Dies liefert allen Kühlungsherstellern eine "Standardantwort", kapselt die Komplexität in Standardkomponenten und sichert so Kompatibilität und eine qualitative Grundlinie für die Basiskomponenten.
Abbildung 2: NVIDIA Server-Modul und Mikrokanal-Flüssigkühlkörper
· Ökosystem-Level-Kollaboration und Lösungszertifizierung: Enge Zusammenarbeit mit führenden Wärmemanagement- und Infrastrukturanbietern wie Vertiv und Boyd zur gemeinsamen Entwicklung und Zertifizierung von Rack-Level-Flüssigkühlungslösungen. Beispielsweise ist Vertivs "Tier 2 Ready"-Rack-Lösung ein vorab validiertes Produkt, das auf dem NVIDIA-Bauplan basiert. Sie ermöglicht es Rechenzentrumsbetreibern, Flüssigkühlungscluster wie Standardgeräte zu beschaffen und schnell einsatzbereit zu erhalt en.
· Digitaler Zwilling und beschleunigte Bereitstellung: Über die NVIDIA Omniverse-Plattform werden digitale Zwillinge und Simulationstools für Rechenzentrums-Flüssigkühlungssysteme bereitgestellt. Kunden können Kühllösungen in einer virtuellen Umgebung entwerfen, validieren und optimieren, was die Kosten und Risiken physischer Validierung erheblich reduziert und den Prozess von der Entwicklung bis zur Bereitstellung agil gestaltet.
Um diese beiden Pfade klarer zu verstehen, sind deren Kernunterschiede hier gegenübergestellt:
Tabelle 2: Huawei-Modell vs. NVIDIA-Modell: Überblick der Schlüsselunterschiede
3- Die Lehren der Geschichte und die künftige Konvergenz
Der Wettbewerb zwischen diesen beiden Pfaden ist in der Technologiegeschichte kein Einzelfall. Im Kern handelt es sich um eine weitere klassische Ausprägung des Gegensatzes zwischen systemintegrativer Innovation und plattformökologischer Innovation. Huawei ähnelt dem Apple der Steve-Jobs-Ära, indem es nach absoluter Kontrolle über das Produkterlebnis von der obersten bis zur untersten Ebene strebt. NVIDIA hingegen ähnelt eher dem heutigen Google Android, indem es durch die Festlegung von Kernstandards (Android-System/GPU-Architektur) den Wohlstand des gesamten Ökosystems antreibt.
Für die Branche liegt der künftige Trend wahrscheinlich nicht in der vollständigen Verdrängung des einen durch den anderen Ansatz, sondern in einer gewissen Konvergenz:
· Bei nationalen oder unternehmenskritischen Projekten, die extreme Rechenleistung anstreben, bleibt der Reiz des deterministischen Systemengineering ungebrochen.
· Im breiten kommerziellen Cloud-Computing-Markt wird sich die agile Ökosystem-Innovation aufgrund ihrer Geschwindigkeits- und Kostenvorteile weiter ausdehnen.
· Der funkelnde Funke der Erkenntnis könnte in der Schnittmenge entstehen: der Integration tieferer Maßschneiderung und kooperativer Optimierung in offene Ökosystem-Standards.
4- Schlussfolgerung
Der Wettstreit zwischen Huawei und NVIDIA im Bereich der Wärmeabfuhr ist daher im Wesentlichen ein Aufeinandertreffen zweier Kernkompetenzen im KI-Zeitalter: Die eine Seite strebt durch tiefe Integration von Systemtechnik nach deterministischer, maximaler Leistung. Die andere Seite treibt durch den Aufbau offener Standards und eines Ökosystems die agile Innovation und schnelle Verbreitung in der Industrie voran. Dieses Duell zeichnet den Teilnehmern in der Lieferkette klare Pfade vor: Sollen sie als "Spezialeinheit" tiefe Bindungen eingehen und konkrete, systemweite Festungen erobern? Oder als "Hauptarmee" in das Ökosystem eintreten und auf der weiten Ebene der Standards Märkte erschließen? Letztendlich hängt der Ausgang nicht nur von der Technologie selbst ab, sondern noch mehr vom Einblick in die Entwicklungslogik der Industrie und von der klaren Definition der eigenen Position in der künftigen Landkarte.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Wenn die „Größe“ der Batteriezelle zum Konsens wird, wird die „Stärke“ des Packs zum neuen Schlachtfeld
Die Energiespeicherbranche erlebt einen Sprung bei der Zellkapazität – der Wechsel von 280Ah hin zu 500Ah+ ist bereits Realität. Während sich die Branche auf die „Größe“ der Zelle konzentriert, rückt die „Stärke“ des Packs – also seine mechanische Tragfähigkeit und Fähigkeit zur Sicherheitsbeherrschung – in den Fokus des Wettbewerbs. Unabhängig davon, wie sich die Chemie oder Kapazität der Zelle entwickelt, müssen deren Ausdehnungskräfte, thermische Durchgehen-Energie und mechanische Lasten letztlich vom Untergehäuse des Packs, der mechanischen Basis, getragen werden.
Dieser Artikel beleuchtet aus der Perspektive des Strukturdesigns, wie das Untergehäuse des Packs differenzierten mechanischen und thermischen Anforderungen angesichts divergierender Zelltechnologiepfade begegnen und nachhaltig anpassbare Engineering-Kompetenzen aufbauen kann.
1 – Mechanische Analyse der drei technologischen Pfade: Das Dreiecks-Dilemma aus Last, Wärme und Raum
Die gestiegene Zellkapazität verändert direkt die Randbedingungen für das Pack-Systemdesign. Das Untergehäuse als „Skelett“ und „Haut“ des Systems muss drei Grundfragen neu beantworten:
a. Mechanische Analyse für 587Ah (Hochintegrationspfad)
Kernanforderung: Eine Energiedichte von ≥6 MWh in einem standard 20-Fuß-Container zu erreichen, treibt extrem kompakte Layouts wie „4 Spalten, 8 Cluster“ voran.
Herausforderungen für das Untergehäuse:
· Optimierung der Struktur-Tragfähigkeit: Bei erhöhter Gesamtmasse und reduzierten Stützpunkten muss das Gehäuse die Kraftübertragungspfade optimieren, um Gesamtsteifigkeit und lokale Festigkeit in kritischen Bereichen für Stabilität bei Transport und Betrieb zu gewährleisten.
· Integration der thermischen Managementstruktur: Das Flüssigkühlsystem ist tief mit dem Gehäuseboden und der Tragstruktur integriert – es dient sowohl als Kern des Wärmemanagements als auch als teilweise tragendes Element. Das Design muss dauerhafte Kühldichtigkeit unter langfristiger Strukturbelastung und thermischer Zyklisierung sicherstellen.
Abbildung 1: Simulation des Untergehäuses eines Energiespeicher-Packs
· Präzise Raumkoordination: Das Gehäuse muss in begrenztem Raum angemessene Toleranzen für Zellausdehnung, thermische Verschiebungen elektrischer Verbindungen und Feuerlöschleitungen vorsehen, um ein zuverlässiges Nebeneinander aller Subsysteme im kompakten Layout zu ermöglichen.
b. Thermo-mechanische Analyse des 684Ah-Pfads (Übergroße Kapazität)
Kernanforderung: Minimierung der Kosten pro Wh durch Maximierung der Einzelzellenkapazität, was jedoch physikalische Zentralisierungseffekte mit sich bringt.
Herausforderungen für das Untergehäuse:
· ‚Fokus‘-Effekt der Ausdehnungskräfte: Die Ausdehnungskraft einer einzelnen Zelle steigt nicht linear, sondern nahezu exponentiell mit der Kapazität. Der interne Rahmen des Gehäuses erfordert ein stärkeres und gleichmäßigeres ‚Bindungssystem‘, um die konzentrierten Ausdehnungsspannungen auf das gesamte Gehäuse zu verteilen und lokale plastische Verformungen zu vermeiden.
· ‚Gleichmäßigkeits‘-Dilemma im Wärmemanagement: Größere Wärmequellen benötigen effizientere Wärmeleitpfade. Das Material, die Dicke der Gehäusebodenplatte und das Design der Kontaktfläche zum Zellenboden (z.B. Kompressionsrate der Wärmeleitpads) werden entscheidend. Bei thermischem Durchgehen stellen die größere freigesetzte Energie höhere Anforderungen an die gerichtete Ableitfähigkeit der Druckentlastungskanäle und die Feuerwiderstandsdauer interner Brandschutztrennwände.
· Strukturelle Reaktion auf Gewichtskonzentration: Die schwereren Einzelzellen verändern die gesamten Vibrationsmodi des Packs. Das Untergehäuse erfordert neue Ermüdungssimulationen, um eine Lockerung von Verbindungselementen oder Strukturrissen durch Resonanz bei bestimmten Frequenzen zu verhindern.
c. Fertigungsanpassung für den 392Ah-Pfad (Robuster Übergangspfad)
Kernanforderung: Ausgewogenes Verhältnis von Leistung, Kosten und Liefereffizienz, um eine umfassend validierte Marktlösung bereitzustellen.
Herausforderungen für das Untergehäuse:
· Stabile Umsetzung einer ausgereiften Lösung: Basierend auf einem bewährten Design- und Fertigungssystem wird durch strenge Prozesskontrolle Produktkonsistenz sichergestellt, um einen schnellen und stabilen Massenproduktionsrhythmus zu unterstützen.
· Tiefgreifende Lieferketten-Synergie: Durch Nutzung etablierter Zuliefernetzwerke und mittels Materialauswahl, Prozessoptimierung und Massenbeschaffung wird die umfassende Kosteneffizienz des Produkts kontinuierlich gesteigert.
2 – Differenziertes Ingenieurdenken als Antwort:
Angesichts mehrerer Technologiepfade können Untergehäuse-Lieferanten nicht für jeden Weg ein neues technisches System aufbauen. Die eigentliche Lösung liegt in einer plattformbasierten, präzisen Reaktion – mit skalierbarem, modularisiertem Design, um verschiedene Anforderungen effizient anzupassen.
a. Fokus auf gemeinsame physikalische Prinzipien und Kooperationsmodelle
Die Zellenentwicklung folgt stabilen physikalischen Gesetzen. Wir haben einen gemeinsamen Bewertungsprozess auf Basis von Kernparametern etabliert. Unter Einbeziehung von Material- und Strukturdaten ermöglicht dies eine schnelle Einschätzung der Machbarkeit neuer Zellen, eine frühzeitige Identifizierung von Kompatibilitätsrisiken, eine Fokussierung der Designrichtung und eine Reduzierung späterer Nacharbeiten.
Abbildung 2: Untergehäuse für 587Ah-Energiespeicher-Pack
b. Aufbau eines flexiblen Systems aus „Standard-Schnittstellen + konfigurierbaren Modulen“
Um den kundenspezifischen Anforderungen durch divergierende Technologiepfade zu begegnen, haben wir ein klares Designsystem mit standardisierten Schnittstellen und intern konfigurierbaren Modulen etabliert:
· Einheitliche externe Schnittstellen: Montagepositionierung zum Energiespeicher-Container, elektrische Durchführungen, Anschlüsse für das Kühlsystem usw. halten sich strikt an gängige Branchenspezifikationen, um Kompatibilität und Montagekonsistenz auf Systemebene sicherzustellen.
· Konfigurierbare interne Struktur: Wir bieten eine Reihe interner Stützkomponenten und integrierter Wärmemanagement-Lösungen, die flexibel je nach Zellengröße und Anordnung kombiniert werden können.
· Integriertes Wärmemanagement-Modul: Das thermische Managementmodul ist modular aufgebaut. Kernziel ist die optimierte Temperaturregelung und Temperaturhomogenität der Zellen, wodurch es flexibel an die thermischen Anforderungen verschiedener Technologiepfade angepasst werden kann.
c. Einführung flexibler Fertigungslinien nach dem Prinzip „Fertigung als Teil des Designs“
Um der Vielfalt der Technologiepfade gerecht zu werden, ist unser Fertigungssystem um eine skalierbare Grundplattform und modulare Montage organisiert:
· Fertigung der Grundgehäuse-Plattform: Sie gewährleistet Präzision und Konsistenz der Hauptstruktur und bietet so eine zuverlässige Basis für verschiedene Konfigurationen.
· Modulare Montageeinheiten: Sie ermöglichen die flexible Auswahl und Montage entsprechender interner Stütz- und Wärmemanagementmodule basierend auf Zellengröße und Anordnung. Durch diesen Aufbau können wir auf derselben Produktionslinie effizient zwischen Produkten unterschiedlicher Technologiepfade wechseln und Kunden so bei der Bewältigung von Lieferketten- und Logistik-Herausforderungen unterstützen, die sich aus der parallelen Entwicklung mehrerer Pfade ergeben.
3 – Neudefinition des Werts des Untergehäuses: Vom passiven Träger zum aktiven Enabler
Das Untergehäuse entwickelt sich vom passiven Behälter zum systemkritischen Ermöglichungsbauteil, das Sicherheit, Energiedichte und Lebenszykluskosten direkt beeinflusst:
a. Sichere Tragstruktur: Durch Bereitstellung zuverlässiger struktureller Kanäle und Montagebasen für systemweite Druckentlastung und Brandschutztrennwände bildet es gemeinsam mit der Kontrolle der thermischen Ausbreitung einen mehrstufigen Sicherheitsschutz.
b. Unterstützung der Energiedichte: Leichtbau- und hochfeste Designs reduzieren Eigengewicht und Platzbedarf und schaffen so mehr Leistungsspielraum für Zellen und Kühlsystem.
c. Gewährleistung langfristiger Zuverlässigkeit: Strukturelle Integrität und Ermüdungsfestigkeitsauslegung befähigen das System, anhaltenden Herausforderungen wie Langzeitzyklen und Transportvibrationen standzuhalten.
4 – Fazit: Eine Brücke schlagen zwischen divergierender Upstream-Entwicklung und bestimmter Downstream-Anwendung
Mit der Weiterentwicklung der Zellentechnologie streben Energiespeichersysteme kontinuierlich nach mehr Sicherheit, höherer Dichte und geringeren Kosten. Das Untergehäuse muss eine zuverlässige und anpassungsfähige Basis bieten und durch Modularität sowie flexible Fertigung auf verschiedene Technologiepfade reagieren. Der Branchenwettbewerb verlagert sich zunehmend auf systemisches Engineering, wobei das Pack-Gehäuse ein Schlüsselelement darstellt.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Während der jahrzehntelangen Entwicklung von Rechenzentren blieb Luftkühlung die vorherrschende Wahl. Mit der Einführung der NVIDIA GB200-Serie wird dieses Gleichgewicht jedoch grundlegend durchbrochen. Wenn die Rechendichte neue Höhen erreicht, können traditionelle Kühlmethoden den Anforderungen nicht mehr gerecht werden. Flüssigkühlung rückt endgültig aus dem Hintergrund in den Vordergrund und wird zur entscheidenden Infrastruktur für KI-Rechenleistung.
1 – Grundlegender Wandel auf der Nachfrageseite
a. Leistungsdichte durchbricht kritische Schwelle
Die Leistungsdichte des GB200 NVL72-Racks wird voraussichtlich über 30 kW pro Rack liegen – ein Wert, der die Kühllimit von traditioneller Luftkühlung (15–20 kW) weit übersteigt. Dies bedeutet:
· Zwangsläufige Technologiewahl: Flüssigkühlung wird von „überlegenswert“ zur „einzigen Option“.
· Qualitativer Wandel des Marktvolumens: Jede GB200-Installation bedeutet einen gesicherten Bedarf an Flüssigkühlung.
· Deutliche Werterhöhung: Der Wert des Flüssigkühlsystems pro einzelnes Rack erreicht eine Größenordnung von mehreren hunderttausend RMB.
b. Anforderungen an die Zuverlässigkeit steigen
Mit steigender Rechendichte pro Rack wächst auch der geschäftliche Wert, den es trägt, exponentiell. Die Zuverlässigkeit des Flüssigkühlsystems betrifft direkt:
· Geschäftskontinuität: Ein einziger Kühlungsausfall kann Rechenleistungsverluste in Millionenhöhe verursachen.
· Systemlebensdauer: Pro 10 °C Temperaturerhöhung halbiert sich die Lebensdauer elektronischer Komponenten.
· Leistungsstabilität: Die Kühleffizienz bestimmt direkt, ob Chips dauerhaft ihre Spitzenleistung halten können.
2 – Umfassend gesteigerte technische Anforderungen
a. Sprungartig erhöhte Anforderungen an die Kühlleistung
Der GB200 stellt bisher unerreichte Anforderungen an das Kühlsystem:
· Verdopplung der Wärmeleitfähigkeit
· Die Wärmeleitfähigkeit der Kühlplatte muss das 3- bis 5-fache herkömmlicher Lösungen erreichen
· Der Kontaktwiderstand muss um eine Größenordnung reduziert werden
Abbildung 1 – Mikrokanal-Flüssigkühlplatte
b. Präzise Durchflusskontrolle
· Eine Durchflussregelgenauigkeit von innerhalb ±1 % muss erreicht werden
· Unterstützung dynamischer Durchflussanpassung für verschiedene Lastprofile
c. Temperaturhomogenität
· Die Temperaturdifferenz auf der Chip-Oberfläche muss innerhalb von 5 °C kontrolliert werden
· Lokale Hotspots müssen vermieden werden, um die Systemstabilität zu gewährleisten
3 – Sprunghaft gestiegene Systemintegrationskomplexität
Flüssigkühlsysteme haben sich von einfachen Komponentenlieferungen zu komplexen Systemprojekten entwickelt:
a. Traditionelles Modell:
· Bereitstellung standardisierter Kühlplatten
· Einfache Rohrverbindungen
· Grundlegende Überwachungsfunktionen
b. GB200-Ära:
· Rack-weites Flüssigkühl-Architekturdesign
· Intelligentes Durchflussverteilungssystem
· Echtzeit-Überwachung des Systemzustands
· Fähigkeit zur vorausschauenden Wartung
Abbildung 2 – NVIDIA GB200-Rack
4 – Umfassend gesteigerte Wettbewerbsbarrieren
In der neuen Marktumgebung müssen Unternehmen höhere Hürden überwinden:
a. Technologische Barrieren
Flüssigkühlungsunternehmen müssen die Grenzen einzelner Disziplinen durchbrechen und ein interdisziplinäres Technologieportfolio aufbauen. Die tiefe Integration multidisziplinärer Technologien – wie Mikrokanal-Design, Materialwissenschaften und Strömungsmechanik – ist zur Grundvoraussetzung geworden. Die Fähigkeit zur chipgenauen thermischen Simulation und Optimierung prüft zudem die technologische Tiefe eines Unternehmens. Es handelt sich nicht mehr um einfache Verfahrensverbesserungen, sondern um systemische Projekte, die langfristige F&E-Investitionen erfordern.
b. Zertifizierungsbarrieren
Das industrielle Zertifizierungssystem wird immer strenger. Unternehmen müssen nicht nur strenge Zuverlässigkeitstests der Server-Hersteller bestehen, sondern auch die technische Zertifizierung des Chip-Herstellers (OEM) erhalten. Diese doppelte Zertifizierung validiert nicht nur die technische Leistung des Produkts, sondern prüft auch das Qualitätsmanagement und die Fähigkeit zur kontinuierlichen, stabilen Lieferung. Sie ist zum erforderlichen Passierschein für den Eintritt in die kritische Lieferkette geworden.
c. Servicebarrieren
Da Flüssigkühlsysteme zum Kernsubsystem aufgestiegen sind, ist die Servicefähigkeit zu einem entscheidenden Wettbewerbsfaktor geworden. Unternehmen müssen ein landesweites Schnellreaktionsnetzwerk aufbauen und ein professionelles 24/7-Betriebs- und Wartungssystem etablieren. Diese Servicefähigkeit erfordert nicht nur rechtzeitigen technischen Support, sondern vor allem vorbeugende Wartung und Notfallbehandlung in Form einer kompletten Service-Lösung – um so zum wirklich vertrauenswürdigen Partner der Kunden zu werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
In der Entwicklungsgeschichte der Rechenarchitektur kommen einige Momente nicht leise. Die Vorstellung des NVIDIA GB200 NVL72 ist ein solcher Moment – nicht nur ein neues Produkt, sondern eine vollständige Neudefinition des Server-Begriffs.
Dreißig Jahre lang bedeutete "Server" eine standardisierte Gehäuseeinheit: mit Hauptplatine, CPU, Speicher, Festplatten und Erweiterungskarten, verbunden über Industrieschnittstellen. Gemessen in "U", gestapelt in Racks, vernetzt über Kabel. Doch der GB200 NVL72 zersetzt diese Definition im Kern.
Sein Wesen ist nicht länger "ein Server", sondern ein "Rechensystem" in Rack-Form. Traditionelle Komponenten werden dekonstruiert und durch NVLink-C2C, Flüssigkühlung und Rack-Strommanagement in eine untrennbare Einheit reintegriert. Dies ist kein Upgrade, sondern ein Paradigmenwechsel.
1 - Was ist ein "Server"? Die Antwort wandelt sich
Dreißig Jahre lang war ein Server ein standardisiertes Gehäuse: Hauptplatine, CPU, Speicher, Festplatten, Erweiterungskarten – alle nach Industriestandards austauschbar.
Doch GB200 ändert dies fundamental:
· Rechenkern nicht mehr separate CPU/GPU, sondern GB200 Superchip – eine integrierte CPU-GPU-Einheit
· Verbindung nicht über PCIe, sondern über Anpassung NVLink-Backplanes
· Kühlung nicht optional, sondern integriertes Flüssigkühlsystem
· Bereitstellungseinheit wechselt vom "Gehäuse" zum "Rack"
Traditionelle Serverkomponenten werden "zerlegt" und auf Rack-Ebene neu integriert. Keine Evolution, sondern Rekonstruktion.
Tabelle 1 - Neudefinition der physischen Architektur: Vom "Gehäuse" zum "Rack"
2 - Die drei Säulen der „Rack-Level-Architektur“
Das traditionelle Serverdesign balanciert und kompromittiert innerhalb eines geschlossenen Gehäuses. Die durch den GB200 repräsentierte Rack-Level-Architektur hingegen betrachtet Kühlung, Konnektivität und Stromversorgung in einer neuen Dimension als komplettes System im Top-Level-Design. Es geht nicht mehr um das Stapeln von Komponenten, sondern um eine systemweite Tiefenintegration. Dies basiert auf der synergetischen Innovation von drei Kernpfeilern.
Säule 1: Vom „Networking“ zum „Backplane-Bus“
In traditionellen Rechenzentren sind Server eigenständige Knoten, die über Netzwerke (wie Ethernet) kommunizieren. Im GB200 NVL72 hat der NVLink-Fabric im Rack die Rolle des Busses auf einem Mainboard übernommen und wird zum „Rückgrat“, das alle Recheneinheiten verbindet. Dies ermöglicht, dass 72 GPUs im Rack wie eine einzige riesige GPU zusammenarbeiten, mit optimierter Kommunikationsbandbreite und Latenz um Größenordnungen.
Säule 2: Kühlung wird vom „Support-System“ zum „Kern-Subsystem“
Wenn die Rechendichte von einigen Dutzend Kilowatt auf über hundert Kilowatt pro Rack steigt, stößt traditionelle Luftkühlung an ihre Grenzen. Flüssigkühlung ist kein optionales „Support-System“ mehr, sondern ein Kernsubsystem, gleichwertig mit Rechenleistung und Konnektivität. Ihr Design entscheidet direkt über die Performance und Stabilität des Gesamtsystems und ist der Schlüssel von „funktionsfähig“ zu „hochleistungsfähig“.
Säule 3: „Zentralisierung und Restrukturierung“ von Management und Stromversorgung
Der GB200 nutzt eine rackweite zentrale Stromversorgung und Verwaltung. Dies zielt nicht nur auf eine höhere Stromwandlungseffizienz ab, sondern definiert auch die Systemkopplung neu. Es führt zu vereinfachter Verkabelung und einer einheitlichen Managementansicht, erweitert jedoch auch die Fehlerdomäne von einem einzelnen Server auf das gesamte Rack und stellt neue Anforderungen an den Betrieb.
3 - Neustrukturierung und Verlagerung der Wertschöpfungskette
Die „Rack-Level-Architektur“, verkörpert durch den GB200, wirkt weit über die Technologie selbst hinaus und zeichnet klar den Verlauf einer neuen branchenweiten Wertschöpfungskette nach. Traditionelle Wertverteilungen werden aufgebrochen, neue Wertschöpfungszentren entstehen bei der systemweiten Integration und der Software-Hardware-Synergie.
Server-Hersteller: Strategischer Wandel vom ‚Definierer‘ zum ‚Integrator‘
Traditionelle Server-Giganten wie Dell und HPE sehen ihre Kernwerte schwinden. Deren einstige Überlebensgrundlage – Mainboard-Design, Systemoptimierung und Standardfertigung – verliert in hochgradig kundenspezifischen,Werkseitig integriert Systemen wie dem GB200 an Bedeutung.
Doch in der Krise liegen neue strategische Chancen:
· Wertverlagerung nach oben: Der Wettbewerbsfokus verschiebt sich vom Server-Innendesign zu Rack-Level-Flüssigkühlung, Stromversorgungseffizienz und Strukturlayout.
· Wertausweitung: Die Kernkompetenz erweitert sich von der Hardware-Fertigung hin zu professionellen Services für Massenbereitstellung, plattformübergreifendes Betriebsmanagement und Integration in bestehende IT-Landschaften.
Dies bedeutet eine Transformation der Rolle: Vom „Definierer“ standardisierter Produkte zum „höherwertigen Integrator und Enabler“ komplexer Systeme.
‚Strategischer Einkauf‘ der Cloud-Anbieter: Balance zwischen Abhängigkeit und Autonomie
Für Hyperscaler ist der GB200 sowohl strategische Notwendigkeit als auch Warnung.
· Kurzfristige Taktik: Als ultimative Rechenleistungs-Referenz ist der GB200-Einkauf eine zwingende Wahl, um die Marktnachfrage nach top KI-Leistung zu bedienen.
· Langfristige Strategie: Um Lieferkettenrisiken und Vendor-Lock-in zu vermeiden, sind eigenentwickelte KI-Chips (wie TPU, Trainium, Inferentia) zur Kernstrategie für künftige Autonomie geworden.
Ihr Verhalten spiegelt die komplexe Abwägung zwischen Effizienz und Autonomie, kurzfristigem Markt und langfristiger Kontrolle wider.
Entwicklung der Entscheidungsfindung bei Endkunden: Von der Bewertung der ‚Komponenten‘ zur Bewertung des ‚Outputs‘
Für technische Entscheidungsträger (CTOs, technische VPs) vollzieht sich ein fundamentaler Wandel im Beschaffungsparadigma.
Traditionelle Einkaufsliste:
· CPU-Kerne und Taktfrequenz
· GPU-Modell und -Anzahl
· Speicher- und Storage-Kapazität sowie -Geschwindigkeit
Heutige strategische Überlegungen:
· Effizienzkennzahlen: Leistung pro Watt, gesamte Modelltrainingszeit
· Gesamtbetriebskosten (TCO): Umfassende Kosten inkl. Hardware, Energie, Betrieb und Personal
· Geschäftsagilität: Zeitzyklus von der Bereitstellung bis zum Ergebnis
Dieser Wandel markiert den entscheidenden Übergang der Technologiebeschaffung von einer Cost-Center- zu einer Produktivitäts-Investitions-Mentalität.
Der GB200 definiert die Recheneinheit neu – vom „Server“ zum „Rack“. Dies ist mehr als ein Leistungsupgrade, es ist ein vollständiger Architekturparadigmenwechsel. Das Streben nach Effizienz übertrifft das reine Komponentenstapeln, die Wertschöpfungskette der Branche wird neu strukturiert. In diesem Wandel ist nur eines sicher: Sich anpassen oder zurückbleiben.
Eine neue Ära des Rechnens hat begonnen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Wenn Ihre Geräte mehrere Kernwärmequellen mit unabhängigen Betriebszuständen, unterschiedlichen Verlustleistungen oder Isolationskühlanforderungen aufweisen, stößt eine traditionelle Einzelkanal-Kühlplatte an ihre Grenzen – mehrkreisige Flüssigkühlkörper mit eingebetteten Kupferrohren sind hier die entscheidende Lösung.
1-Warum Mehrkreislauf? Drei Hauptanwendungsfälle adressieren konkrete Probleme
a. Thermische Entkopplung für die Leistungssicherung kritischer Komponenten
Wenn verschiedene Bauteile wie IGBTs und Dioden oder CPUs und GPUs eng beieinander angeordnet sind, kann ein einzelner Kühlkanal zu gegenseitiger Wärmeinterferenz ("Übersprechen") führen. Dies zwingt weniger wärmeerzeugende Komponenten, bei höheren Temperaturen zu arbeiten. Ein Mehrkreislauf-Design wirkt wie eine "individuelle Klimaanlage" für jedes Bauteil, unterbindet Wärmeinterferenz wirksam und gewährleistet, dass jede Einheit in ihrem optimalen Temperaturbereich arbeitet – was die Systemleistung und Stabilität steigert.
b. Systemredundanz für hochzuverlässige Architekturen
In Bereichen mit extrem hohen Zuverlässigkeitsanforderungen (z.B. Server, Kommunikations-Basisstationen) führt ein Ausfall eines einzelnen Kühlkreislaufs zum Systemstillstand. Das Mehrkreislauf-Design ermöglicht ein "N+1"-Redundanz-Kühlsystem. Bei einem unerwarteten Ausfall eines Kreislaufs können die verbleibenden Kreisläufe weiterhin eine Grundkühlung bereitstellen. Dies verschafft wertvolle Zeit für Wartungsarbeiten und ist grundlegend für hochverfügbare Designs.
c. Anpassung an unregelmäßige Layouts und differenzierte Kühlanforderungen
Bei ungleichmäßig verteilten Wärmequellen ist eine homogene Kühlung mit einem einzigen Kanal schwer zu erreichen. Mehrkreisläufe ermöglichen eine "maßgeschneiderte" Lösung: Sie können den Verlauf jedes Kupferrohrs flexibel an die tatsächliche Form und Anordnung der Wärmequellen anpassen, um jede Wärmequelle präzise mit dem optimalen Kanalweg zu versorgen. Gleichzeitig können Sie leistungsstarke Kreisläufe für Bauteile mit hoher Verlustleistung und kleinere Kreisläufe für solche mit geringerer Leistung konfigurieren – für eine optimale Zuordnung der Kühlressourcen.
Abbildung 1: Mehrkreis-Flüssigkühlplatte mit eingebettetem Kupferrohr
2-Design- und Fertigungskern: Wie lassen sich Leistung und Zuverlässigkeit auf engstem Raum in Einklang bringen?
Beim Mehrkreislauf-Design ist der Kanalabstand der entscheidende Erfolgsfaktor.
a. Thermische Mindestanforderung: Vermeidung von "thermischen Kurzschlüssen"
Ist der Abstand zwischen benachbarten Kanälen zu gering, kann sich Wärme selbst bei unabhängigen Kreisläufen schnell durch das dazwischenliegende Aluminiumsubstrat ausbreiten – die Isolationswirkung wird erheblich beeinträchtigt. Durch Simulationen und Tests haben wir einen Mindestabstand vom ≥1,5-fachen Rohrdurchmesser als Grundprinzip festgelegt, um die thermische Unabhängigkeit sicherzustellen.
b. Strukturelle Grenze: Wahrung der "drucktragenden Lebenslinie"
Das Aluminiumsubstrat zwischen den Kanälen stellt eine Schwachstelle für die Innendruckbelastung dar. Ein zu enger Abstand führt zu unzureichender Stegfestigkeit, was bei Druckspitzen ein Aufreißrisiko birgt. Mithilfe mechanischer Spannungssimulationen stellen wir sicher, dass die Spannung zwischen den Kanälen unter allen Betriebsbedingungen deutlich unter der Streckgrenze des Materials bleibt – und eliminieren so grundsätzlich die Gefahr des "Berstens der Platte".
Abbildung 2: Flüssigkühlplatte mit eingebettetem Kupferrohr
c. Fertigungstechnische Limiten: Sicherstellung der "Präzisionsfertigung"
Enge Abstände stellen hohe Anforderungen an die Fräswerkzeuge für die Nutbearbeitung. Basierend auf umfassender Fertigungserfahrung setzen wir den Abstand in Relation zum Werkzeugdurchmesser. So gewährleisten wir nicht nur eine effiziente Bearbeitung, sondern auch glatte und ebene Nutwände – die Grundvoraussetzung für den späteren formschlüssigen Einbau der Kupferrohre und eine wärmeleitoptimierte Verbindung.
3- Wichtige Aspekte der technischen Umsetzung
Eine erfolgreiche Mehrkreislauf-Konstruktion erfordert die Beachtung folgender Punkte:
a. Kooperatives Design
Es wird empfohlen, thermisches und mechanisches Design bereits in der Konzeptphase zu integrieren. Strömungskanallayout, strukturelle Festigkeit und Fertigungsmöglichkeiten sollten gemeinsam betrachtet werden, um nachträgliche Designänderungen zu vermeiden.
b.Prozesskontrolle
• Hochpräzises CNC-Nutenfräsen zur Sicherstellung der Nutenbreitentoleranzen und Oberflächenqualität
• Anwendung der Innendorn-Biegetechnik für Kupferrohre, um deren Durchgängigkeit und gleichmäßige Wandstärke nach dem Biegen zu gewährleisten
• Zuverlässige Einlege- und Fixiertechnik zur Verhinderung von Rohrverschiebungen unter Vibrationsbedingungen
c.Verifikationstests:
• 100 %-Dichtheitsprüfung
• Charakterisierung der Durchfluss-Druckverlust-Charakteristik
• Verifikation des Wärmewiderstands
• Berstdrucktests
Zusammenfassend lässt sich sagen: Mehrkreisige Flüssigkühlkörper mit eingebetteten Kupferrohren sind eine wirksame Lösung für komplexe Kühlaufgaben mit mehreren Wärmequellen. Der Schlüssel zum Erfolg liegt im tiefen Verständnis ihrer Konstruktionslogik und im Finden des optimalen Gleichgewichts zwischen Leistung und Zuverlässigkeit.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
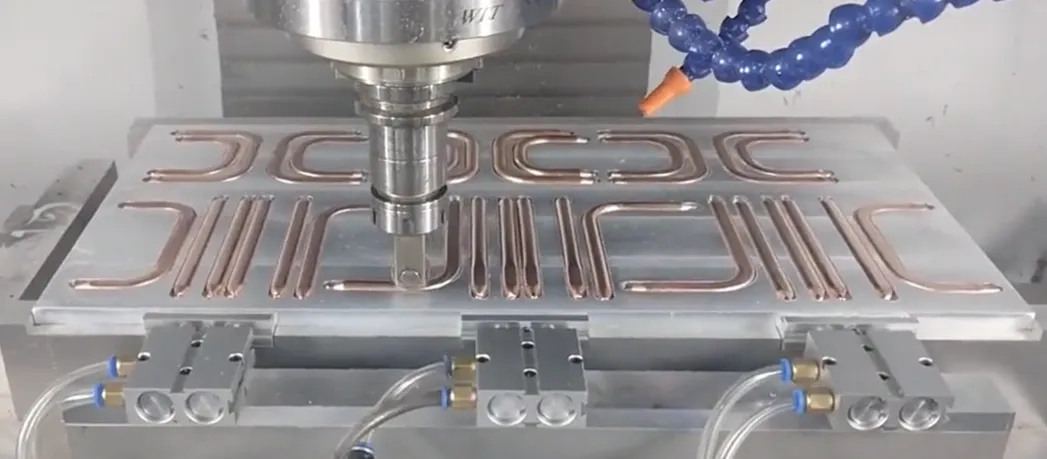
1-Vorverarbeitung von Kupferrohren (Biegen und Abflachen)
Ziel: Gerade, runde Kupferrohre so umformen, dass sie exakt der flachen Form des vorgesehenen Kanalprofils entsprechen.
a. Materialauswahl: Warum sauerstofffreies Kupfer?
Sauerstofffreies Kupfer (C1220) mit einer Reinheit von 99.9% und ohne Oxidide an den Korngrenzen ist äußerst duktil. Dies ermöglicht eine verformungsintensive Bearbeitung ähnlich wie bei Teig, wodurch beim Biegen und Abflachen Risse oder Mikrorisse vermieden werden, was die spätere Zuverlässigkeit gewährleistet.
b. Biegeradius: Die kritische Untergrenze
Der minimale Biegeradius muss ≥ dem 1.5-fachen des Rohrdurchmessers betragen – dies ist eine feste Regel. Bei Unterschreitung wird die Außenwand des Rohrs übermäßig gedehnt, dünner und kann reißen. Der Einsatz eines Innenabstütz-Biegegeräts (Dornbiegemaschine) ist entscheidend, um Faltenbildung auf der Rohrinnenseite zu verhindern.
c. Abflachen: Die präzise "Gewichtsreduktion"
Abflachen ist kein einfaches Zusammendrücken, sondern eine kontrollierte plastische Verformung mittels Präzisionswerkzeugen. Die Kanaltiefe nach dem Abflachen darf nicht weniger als 30% des ursprünglichen Innendurchmessers betragen. Das Kernziel ist eine gleichmäßige Wandstärke nach dem Abflachen. Lokale Totfalten oder übermäßiges Ausdünnen müssen unbedingt vermieden werden, da diese Stellen potenzielle spätere Leckagen darstellen.
Abbildung 1: Wärmerohr-Biegen
d. Verfahrensablauf: Erst biegen oder erst abflachen?
Zwingend „erst biegen, dann abflachen“. Das Biegen runder Rohre ist ein ausgereiftes und kontrollierbares Verfahren. Würde man zuerst abflachen, wäre das Biegen von abgeflachten Rohren mit kleinem Radius nahezu unmöglich und zudem qualitativ minderwertig; die Innenwände des Kanals würden sich stark verformen und einen drastischen Anstieg des Strömungswiderstands verursachen.
2- Grundplattenbearbeitung (Präzisionsfräsen von Nuten)
Ziel: Das Fräsen von maßgenauen "Schienen" in eine Aluminium-Grundplatte, in die die Kupferrohre eingelegt werden.
Abbildung 2: Eingebettetes Kupferrohr
a. Nutbreiten-Design: Übermaßpassung
Die Nutbreite muss geringfügig kleiner sein als die Breite des abgeflachten Kupferrohrs (typischerweise 0,05-0,1 mm weniger), um eine Übermaßpassung zu bilden. Diese erzeugt Reibungskräfte, die das Kupferrohr fest "umgreifen" und die Grundlage für die primäre Fixierung und die Verringerung des Kontaktwärmewiderstands bilden.
b. NuttiEFensteuerung: Bearbeitungszugabe für das Planfräsen
Die NuttiEFe bestimmt, wie weit das Kupferrohr nach dem Einlegen über die Grundplattenoberfläche hinausragt. Diese Höhe stellt die Bearbeitungszugabe für den nachfolgenden Planfräsprozess dar. Die Gleichmäßigkeit der NuttiEFe beeinflusst direkt die Endgleichmäßigkeit der verbleibenden Wandstärke des Kupferrohrs.
c. Werkzeug und "Schwingungen"
Beim Fräsen schmaler und tiefer Nuten kann es bei einem zu großen Länge-Durchmesser-Verhältnis des Fräsers zu "Schwingungen" (Chattern) kommen, was zu rauen Nutwänden und Maßabweichungen führt. Daher darf der Kanalabstand nicht zu gering sein; es muss ausreichend Raum für die Werkzeugstärke und -steifigkeit vorhanden sein.
d. Sauberkeit: Die unsichtbare Qualität
Nach dem Fräsen müssen Aluminiumspäne und Ölrückstände zu 100% entfernt werden. Jegliche Verunreinigungen bilden eine wärmedämmende Schicht zwischen Kupferrohr und Aluminiumgrundplatte, die den Kontaktwärmewiderstand erheblich erhöht und die Kühlleistung drastisch verschlechtert.
3-Einlegen und Fixieren
Ziel: Die geformten Kupferrohre präzise in die Nuten der Grundplatte einlegen und eine stabile Verbindung schaffen.
a. Übermaßpassung: Die primäre Haltekraft
Durch präzise Maßtoleranz wird das Kupferrohr unter Krafteinwirkung (z.B. Presse) in die etwas schmalere Nut „gepresst“. Die elastische Rückstellkraft der Materialien erzeugt einen erheblichen Flächendruck, welcher die primäre Quelle der Haltekraft darstellt.
Abbildung 3: Wärmerohr-Befestigung
b. Zusätzliche Fixierung: Verhindern von "Wippen"
Allein durch die Übermaßpassung könnten sich die Enden der Kupferrohre unter thermischer Belastung lösen und "wippen". Eine zusätzliche Fixierung ist erforderlich: Mikropunktschweißen (hohe Festigkeit, benötigt präzise Wärmesteuerung) oder wärmeleitendes Epoxidharz (geringere Spannungen, Alterungsrisiko).
c. Der Feind des Kontaktwärmewiderstands
Luft zwischen Kupferrohr und Aluminiumnut ist ein schlechter Wärmeleiter und die Hauptursache für den Kontaktwärmewiderstand. Hochwärmeleitfähige Klebstoffe oder das Verschweißen füllen mikroskopische Hohlräume, verdrängen die Luft und reduzieren den Wärmewiderstand erheblich.
d. Warnung vor galvanischer Korrosion
Aluminium und Kupfer bilden in Gegenwart eines Elektrolyten ein galvanisches Element, wobei Aluminium als Anode korrodiert. Daher müssen die Dichtheit des Kühlsystems gewährleistet und demineralisiertes Wasser bzw. korrosionsgehemmtes Kühlmittel verwendet werden, um den Korrosionspfad auf Systemebene zu unterbrechen.
4-Oberflächenbearbeitung (Planfräsen vs. Tiefeinbetten)
Ziel: Schaffung einer finalen Wärmeübertragungsfläche mit hoher Ebenheit und niedrigem Wärmewiderstand, die für die Montage von Chips geeignet ist.
a. Planfräsprozess: Die leistungsstärkste Methode
Verwendung von ultra-harten Werkzeugen zum gleichzeitigen Fräsen von Kupfer und Aluminium, um eine perfekt coplanare und bündige Oberfläche zu erzeugen. Dies ermöglicht dem Wärmequellen-Bauteil einen direkten, großflächigen Kontakt mit dem hochleitfähigen Kupferrohr und erzielt den niedrigstmöglichen Wärmewiderstand.
b. Tiefeinbettverfahren: Der zuverlässige Wächter
Runde Kupferrohre werden eingebettet und mit hochwärmeleitendem Epoxidharz umgossen. Die Kupferrohre behalten ihre runde Form, was eine höhere Druckbelastbarkeit bietet. Die Verfüllung bietet zusätzlichen Schutz und dient als Spannungspuffer, was eine höhere Zuverlässigkeit bedeutet – bei jedoch etwas höherem Wärmewiderstand im Vergleich zur Planfräsung.
c. Finale Wandstärke: Der entscheidende Parameter
Das Kernziel bei der Planfräsung ist die finale verbleibende Wandstärke des Kupferrohrs. Diese muss einen Ausgleich zwischen Leistung (dünn) und Zuverlässigkeit/Schutz gegen Durchfräsen (dick) finden und wird typischerweise in einem optimalen Bereich von 0.15–0.3 mm kontrolliert.
d. Ebenheit: Die Grundlage für guten Kontakt
Unabhängig vom verwendeten Verfahren ist die Ebenheit der Montagefläche (typische Anforderung: < 0.1 mm) eine harte Anforderung. Bereits mikrometergroße Unebenheiten müssen mit Wärmeleitpaste ausgeglichen werden. Eine unzureichende Ebenheit führt zu einem starken Anstieg des Kontaktwärmewiderstands und damit zum Versagen der Kühlung.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Um die Reichweite und Kapazität von Elektrofahrzeugen zu erhöhen, wechselt das Hochvoltbatteriepackvon einem einlagigen Layout zu einer mehrschichtigen Stapelstruktur. Dieser Wandel erhöht signifikant die Energiedichte, bringt aber auch neue strukturelle Herausforderungen mit sich. Dieser Artikel beleuchtet drei Aspekte: Kernprobleme, Lösungsansätze und zukünftige technische Richtungen.
1 - Kernherausforderungen: Die mechanischen Herausforderungen des mehrschichtigen Stapelns
Die Erweiterung des Batteriepacksvon einer auf mehrere Lagen ist weit mehr als eine einfache Addition. Sie verändert die internen mechanischen Bedingungen und externen Lastpfadegrundlegend und bringt vier Kernherausforderungen mit sich:
a. Explosionsartiger Anstieg der vertikalen Lasten und Risiko des Materialkriechens
・In mehrschichtigen Strukturenaddiert sich das Gewicht der Zellen, Moduleund Strukturelementevon Schicht zu Schicht. Die unterste Schicht trägt eine weitaus höhere statische Drucklastals die oberste.
・Diese anhaltende hohe Druckspannungstellt eine ernsthafte Belastung für die Langzeiteigenschaftendes Materials dar, insbesondere für die Kriechbeständigkeit(langsame plastische Verformungdes Materials über Zeit unter konstanter Spannung).
・Wenn die zwischenschichtige Unterstützungoder Zellbefestigungselementekriechen, kann dies zu Vorspannkraftrelaxationführen, was die Zellzykluslebensdauerund Stabilität des Grenzflächenkontaktsbeeinträchtigt. Daher ist die Suche nach Materialien, die sowohl Leichtbauals auch hervorragende Kriecheigenschaftenvereinen, von entscheidender Bedeutung.
b. AusdehnungskraftÜberlagerungseffektund Strukturstabilität
・Lithium-Ionen-Batterienerzeugen aufgrund von Volumenänderungender Elektrodenmaterialienwährend des Lade- und Entladevorgangseinen "Atmungseffekt", der zur Zellausdehnungführt. In mehrschichtigen Stapelstrukturenaddieren sich die Ausdehnungskräftevon Schicht zu Schicht, was die unteren Moduleeinem enormen Druck aussetzt.
・Diese zyklische Belastungkann leicht Gehäuseaufwölbung, Dichtheitsversagen, Quetschen von Strukturelementen, Zellenkurzschlusssowie einen beschleunigten Batterieleistungsabfallverursachen. Eine effektive Kontrolle erfordert eingebaute Sensorenzur Echtzeitüberwachungin Kombination mit digitaler Simulation, um das strukturelle Optimierungsdesignzu steuern.
c. Der grundlegende Widerspruch zwischen Raumausnutzung und Energiedichte
・Die Bewältigung der Schwerkraftund Ausdehnungskrafterfordert verstärkende Strukturen(wie zusätzliche Querträger, dickere Blechstärken), dies beansprucht wertvollen Raum und erhöht das Gewicht, was im Widerspruch zum Kernziel der Steigerung der volumetrischen Energiedichteund gravimetrischen Energiedichtesteht.
・Die Lösung liegt in struktureller Optimierungund dem Einsatz hocheffizienter Materialien, was den Wandel des Batteriepackshin zu einem Multi-Material-Designvorantreibt.
d. Crashtlast Übertragungspfad und Upgrade der sicherheitstechnischen Redundanz
・Die zunehmende Höhedes Batteriepacksverschärft die mechanische Belastungbei Seitenaufpralloder Bodenaufprall; seine erhöhte Strukturverstärkt den Hebeleffektund stellt höhere Anforderungen an die Festigkeit der Verbindungspunkteund die eigene Steifigkeitdes Batteriepacks.
・Es müssen schlagfeste Materialienund integriertes Designeingesetzt werden, um Kraftleitungund Energieabsorptionzu optimieren, um die Zellensicherheitunter Extrembedingungenzu gewährleisten. Dies treibt die Entwicklung der Batterie-Fahrzeug-Integration(CTC) Technologie voran, wodurch das Batteriepackzu einem integralen Bestandteil der Fahrzeugstrukturwird.
2 - Vergleichsanalyseer Strukturkonzepte
Um diesen Herausforderungen zu begegnen, hat die Industrie verschiedene innovative Ansätze erforscht:
a. Einstückiger Druckgussschale(One-piece Die-cast Tray)
・Vorteile: Hohe Integrationsgrad, reduziert die Anzahl der Teile, verbessert die gesamte Steifigkeit, Konsistenzund Dichtheit. Das Verfahrenunterstützt komplexe Geometrien, erleichtert die Integration von Kühlung, Versteifungsrippenund Befestigungspunkten. Die Gesamtstrukturbegünstigt das Management komplexer Spannungen.
・Herausforderungen: Das Druckgießenmehrschichtiger Rahmenstellt extrem hohe Anforderungen an Anlagen, Werkzeugeund Prozess, ist kostspielig. Reparatur nach einem Crashschwierig oder unmöglich. Die starre Gesamtstrukturkann an Flexibilitätmangeln, um differentielle Ausdehnungskräftezwischen den Schichtenzu managen.
b. Mehrstufiger modularer Rahmen(Multi-level Frame Modular)
・Vorteile: Flexibles Design und Herstellung, erleichtert Produktion, Wartungund Austausch。Natürlich geeignet für Multi-Material-Design,允许 für verschiedene EbenenLeistungund Kostenoptimiert werden. Nutzt das Konzept der "quasi-isotropen Schichtung" aus Verbundwerkstoffen, um das gesamte mechanische Antwortverhaltenzu optimieren und Spannungenzu verteilen.
・Herausforderungen: Viele Einzelteileund Verbindungselemente, komplexe Montage, kumulierte Toleranzenbeeinflussen Präzisionund Vorspannkraft。Zahlreiche Verbindungsschnittstellen(Schrauben, Nieten) sind potenzielle Schwachstellenund erhöhen das Gewicht.
c. Sandwichstruktur aus Hybridmaterialien(Hybrid Material Sandwich Structure)
・Vorteile: Hervorragende Leichtbaueffizienzund extrem hohe spezifische Steifigkeit(hochfeste Deckschichten+ leichte Kernmaterialienwie Schaum/Aluminiumwabe). Starke Biegefestigkeit, Kernmaterialbietet gleichzeitig Wärmedämmungund Energieabsorbierungseigenschaften, verbessert thermische Sicherheitund Crashsicherheit。Entspricht dem Trend zur multifunktionalen Integration.
・Herausforderungen: Herstellungsverfahrenkomplex, hohe Kosten. Die Haftfestigkeit der Grenzflächezwischen Deckschichtund Kernmaterialsowie deren Langzeitbeständigkeitsind entscheidend. Das Kernmaterialmuss über ausgezeichnete Druckkriechfestigkeitverfügen.
d. Bionische Wabenstruktur
・Vorteile: Theoretisch ideal für maximalen Leichtbau, hohe Steifigkeitund Druckfestigkeitdurch bionisches Design(Nachahmung der sechseckigenBienenwabe). Bietet gleichmäßige Unterstützung, starke Fähigkeit zur Schockabsorption.
・Herausforderungen: Herstellungextrem komplex und teuer, große Integrationsschwierigkeitenmit z.B. Kühlsystem。Derzeit größtenteils im Stadium der Frontforschung,kommerzielle Anwendungbraucht noch Zeit.
3 - Richtungen für Schlüsseltechnologiedurchbrüche
Zukünftige Schlüsseldurchbrüche zur Lösung der Design-Herausforderungendes mehrschichtigen Stapelnsliegen in:
a. Material- und Prozessinnovation für Leichtbau und Steifigkeitsbalance
・Materialien:Kontinuierliche Optimierung von CFRP, Aluminiumlegierungen, Magnesiumlegierungen; Entwicklung neuer multifunktionaler Polymereund Verbundwerkstoffemit geringem Kriechen, hoher Isolierung, guter Wärmeleitfähigkeit, einfacher Verarbeitbarkeit.
・Prozesse: Entwicklung fortschrittlicher Fügetechniken(Widerstandspunktschweißen, Laserschweißen, Ultraschallschweißen) für zuverlässige, leichte Multi-Material-Verbindungen.
Abbildung 1: Roboter-Laserschweißen des Batterietrays
b. Adaptives Management der Ausdehnungskraft
Der Ansatz verschiebt sich von "starrem Widerstand" zu "flexibler Anpassung", um dynamische Response-Systemezu schaffen, die die Zellewährend ihrer Lebensdauerin einer optimalen Spannungsumgebunghalten.
c. Zwischenschichtverbindung und Integrationsrevolution
・Verbindungstechnik: Entwicklung von Schraubenmechanischen Verbindungenhin zu StrukturklebstoffKlebenund fortschrittlichem Schweißenfür gleichmäßigere Spannungsverteilung, gute Dichtheitund Ermüdungsfestigkeit.
・Ultimative Integration: CTC/CTB(Cell-to-Chassis/Body) ist eine wichtige zukünftige Richtung für die Integrationdes Batteriepacks。Durch den Wegfall des separaten Gehäuseswerden Zellenoder Moduledirekt in das Chassisintegriert, wodurch der mehrschichtige Stapelselbst zum Fahrzeugstrukturelement(wie Querträgeroder Boden) wird, Raumbeschränkungenfundamental löst und die Batteriestrukturfunktionmaximiert. Die Umsetzung erfordert tiefe Zusammenarbeitin den Bereichen Batterie, Struktur, Thermomanagementund Sicherheitund ist die ultimative Formdes "Struktur-ist-Funktion"-Konzepts.
Abbildung 2: Batteriewannen
Mehrschichtiges Stapelnist eine unvermeidliche Wahl zur Erhöhung der Energiedichteder Batterie, bringt aber auch enorme Herausforderungen in Bezug auf Struktur, Ausdehnungskraftund Sicherheitmit sich. Der Ausweg liegt in Materialinnovation, optimierter bionischer Strukturund intelligentem Managementder Ausdehnungskraft。Letztendlich wird sich das Batteriepacktiefmit der Karosserieintegrierenund zu einem integrierten "Energie-Chassis" werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
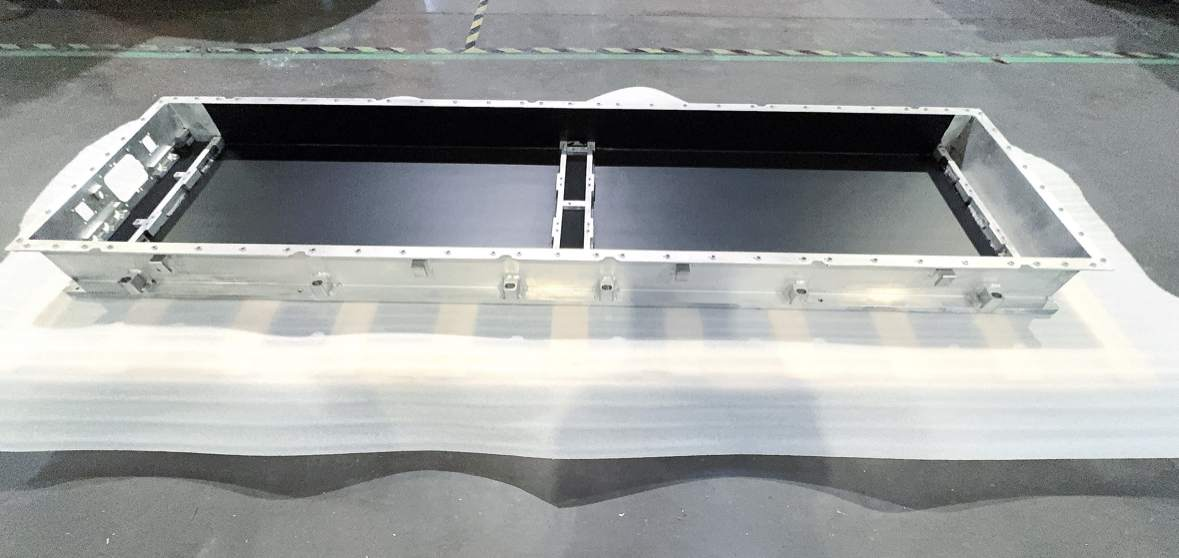
Das zentrale Schlachtfeld elektrischer LKW: Tiefenanalyse der Batterieanordnung und Stapelungstechnik
Wenn ein mit Fracht beladener elektrischer LKW auf der Autobahn fährt, verbirgt sich das Geheimnis, das ihn hunderte von Kilometern antreibt, im Chassis und im Batteriegehäuse des Fahrzeugs. Heute, da die Welle der Elektrifizierung von Schwerlastkraftwagen die globale Logistikbranche erfasst, sind die Anordnung des Batteriesystems und die Stapelungstechnik zum entscheidenden Schlüssel für den Markterfolg geworden.
Abbildung 1: Flüssigkühlkonzept für Batterien elektrischer LKW
1-Batterieanordnung: Wie drei Konzepte die Form elektrischer LKW neu gestalten?
a. Rückenanordnung: Die agile Wahl für Kurzstreckentransporte
·Szenarioanpassung: Kurzstreckentransporte in geschlossenen Umgebungen wie Häfen, Minen, Stahlwerken
·Kernvorteil: Schnelle Batteriewechsel-Fähigkeit (konkrete Zeit muss praktisch verifiziert werden), steigert die Einsatzbereitschaft des Fahrzeugs
·Leistungsgrenzen: Begrenzte Batteriekapazität (branchenüblich <350 kWh), hoher Schwerpunkt beeinflusst die Stabilität bei hohen Geschwindigkeiten
·Raumnachteil: Belegt Laderaum oder Fahrerraum, verringert die Ladekapazität
b. Chassisanordnung: Der Reichweitenkönig für Langstreckenverkehre
·Kapazitätsdurchbruch: Batteriekapazität kann 500 kWh überschreiten (z.B. branchenbekanntes 513 kWh-Konzept)
·Raumzauber:Effiziente Nutzung des Chassisraums,vermeidet Laderaumbelegung
·Sicherheitsplus: Ultra-niedriger Schwerpunkt verbessert die Stabilität bei hohen Geschwindigkeiten
·Technologische Hürde: Chassis-Integration erfordert Entwicklung, höhere Anforderungen an Schutz und Thermomanagement
c. Seiten-Unterboden-Anordnung: Der Effizienzmotor für Wechselstromnetze
·Wechselstromrevolution: Seitlicher Batteriewechsel steigert die Operationseffizienz
·Raumbalance: Erhält vollen Laderaum, Reichweitenfähigkeit liegt zwischen Rücken- und Chassisanordnung
·Sicherheitsherausforderung: Erfordert Verstärkung der Seitenschutz-Struktur
2-Stapelungstechnik: Effiziente Integrationskonzepte für Schwerlastbatteriepacks
Mehrschichtige Stapelungstechnik wird zunehmend zum Schlüsselpfad zur Steigerung der Energiedichte:
Abbildung 2: Gestapeltes Flüssigkühl-Integrationsgehäuse für Schwerlaster
a. Rahmenlose Direktstapelungstechnik:
·Zellen werden direkt gestapelt, reduzieren Strukturkomponenten
·Entfernt Module und Rahmen, Zellen werden direkt “Z-Richtung nahtlos gestapelt ”
·Deutlich verbesserte system Energiedichte · Unterstützt Schnelllade-Technologie (konkrete Leistung muss praktisch verifiziert werden)
b. Modul-zu-Chassis-Integration (z.B. MTB/CTC-Technologie)
· MTB-Technologie: Module direkt mit Rahmen verbunden, Volumennutzungsgrad(signifikant verbessert)
·Qilin Battery (CTP 3.0): 72% Volumennutzungsgrad, 255 Wh/kg Energiedichte
·CTC-Technologie: Zellen in Chassis
konstruktion integriert, Gewichtsreduzierung um 10%
c. Zellenform-Innovation (z.B. Blade-Battery)
·Flache Zellen eng angeordnet, Volumennutzungsgrad verbessert (von BYD veröffentlichte Daten >50%)
·Durchbricht Lithium-Eisen-Phosphat (LFP) Energiedichte-Flaschenhals
3-Zentrale technische Herausforderungen elektrischer LKW Herausforderung
1: Strukturelle Sicherheit
·Extreme Bedingungen: Seitenpfostenkollision stellt tödliche Bedrohung für Seitenanordnung dar
·Innovative Lösungsansätze: Hochfeste Aluminiumlegierungsgehäuse + Pufferstruktur; Kollisionssimulationsoptimierung (FEA); Mechanische Schocktests über nationalem Standard hinaus. Herausforderung
2: Thermomanagement
·Thermal runaway Alarm: Temperaturdifferenzkontrolle innerhalb des Packs ist entscheidend
·Technologiedurchbruch: Seitliche Kühlung mit Kühlplatten (Temperaturdifferenz<3°C); Direkte Kältemittelkühlungstechnik; Modellprädiktive Regelung (MPC) zur dynamischen Steuerung. Herausforderung
3: Vibrationsermüdung
· Versteckter Killer: Straßen-Vibrationen verursachen Strukturschäden
·Bewältigungsstrategie: Z-Richtung Stapelung optimiert Spannungsverteilung; Road-Spectrum Vibrationsprüfstandtests; Anwendung von hochdämpfenden Materialien.
4-Drei Trends bestimmen die aktuelle Entwicklung
·Chassisanordnung dominiert Mittel- und Langstreckenverkehre: Hohe Reichweite (>500 kWh) und niedriger Schwerpunkt-Eigenschaften werden bevorzugt
·CTC-Technologie Tiefenintegration: Batterie und Chassiskonstruktion verschmelzen, verbessern Raumausnutzung und Systemsteifigkeit
·Intelligentes Thermomanagement verbreitet sich: KI-Algorithmen ermöglichen präzise Temperaturregelung (Temperaturdifferenz <5°C), verlängern Batterielebensdauer
·Festkörperbatterie-Technologie entwickelt sich weiter: Halb-Festkörper-Batterien beschleunigen Kommerzialisierung, Potenzial konzentriert sich auf Sicherheit und Energiedichte-Steigerung
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Die Welle der elektrischen Lkw erfasst global die Logistikbranche und treibt die Ziele der "Doppelten Kohlenstoffneutralität" kräftig voran. Doch mit dem rasanten Anstieg der Reichweitenanforderungen gehen Batteriesysteme einher, deren Kapazität allgemein 500 kWh überschreitet und sogar auf 1000 kWh zusteuert. Dies gleicht dem Transport eines mobilen "Energieforts", dessen potenzielle thermische Sicherheitsrisiken ein bisher unerreichtes Ausmaß erreichen. Wenn die drei extremen Sicherheitskriterien "ultrahohe Kapazität", "extrem schnelle Wärmeausbreitung" (<2 Minuten) und "ultrahohe Kollisionsresistenz" (>1500 kJ) zusammenkommen, steht die Branche vor einer ernsthaften technologischen Kluft. Dieser Artikel analysiert diese Herausforderungen und untersucht systematische Lösungsansätze zum Aufbau einer spezifischen Sicherheitslinie für elektrische Lkw.
Abbildung 1: Dreischichtige Stapelung mit Kurzmesser-Schema
1-Ära der 500 kWh+: Chancen und Sicherheitsherausforderungen Hand in Hand
a. Kapazitätssprung als Mainstream: Um den Bedarf an schweren Langstreckentransporten zu decken, haben sich die Batteriekapazitäten elektrischer Lkw schnell von 200-300 kWh auf 600 kWh+ erhöht. Große Player bieten bereits Lösungen mit 500 kWh, 600 kWh und sogar 1000 kWh an, was den Beginn der Ära der ultrahohen Kapazitäten markiert.
b. Die Reife der LFP (Lithium-Eisenphosphat)-Batterietechnologie ist ein wichtiger Treiber. Ihre Vorteile in Sicherheit und Zyklenlebensdauer machen sie zur bevorzugten Wahl für schwere Lkw.
2-Die "drei großen Herausforderungen" unter extremen Sicherheitsanforderungen
a. Grenzkontrolle der Wärmeausbreitung (<2 Minuten):
· Kernziel:
Sicherheitsdesigns müssen die Wärmeausbreitung verzögern oder blockieren, um ein Zeitfenster für Flucht und Rettung zu schaffen (z. B. die 5-Minuten-Warnung nach der nationalen Norm GB 38031-2020).
· Ernste Realität:
In hochdichten Batterien mit 500 kWh+ kann die enorme Energie eines thermischen Durchgehens einer einzelnen Zelle leicht eine katastrophale Kettenreaktion auslösen. Praktische Tests zeigen eine extrem schnelle Wärmeausbreitung: Ein Fall dokumentierte 22 Sekunden bis zur vollständigen Erfassung des Batterieraums, 5 Sekunden bis zur Entzündung benachbarter Module und minimale Ausbreitungszeiten zwischen Modulen von nur 44 Sekunden.
· Kernschwierigkeit und Lücke:
Wie kann die Wärmeausbreitung zwischen Modulen effektiv auf über 2 Minuten begrenzt werden?
Bisher gibt es keine kommerziellen Lkw-Systeme, die öffentlich diese strenge Anforderung erfüllen und verifizieren können.
b. Hohe strukturelle Kollisionsresistenz (>1500 kJ):
· Kernanforderung:
Die Kollisionsenergie eines beladenen Lkw übersteigt bei Weitem die von Pkw und liegt leicht über 1500 kJ. Als tragendes Chassiselement muss das Batteriepaket ultrahohe Festigkeit aufweisen und nach einem Aufprall intakt bleiben, um Schäden an den inneren Zellen und thermisches Durchgehen zu verhindern.
· Ernste Realität:
Aktuelle nationale und internationale Standards (z. B. GB/T 31467.3-2015, UNECE R100) definieren die Testschwellenwerte für Kollisionsenergie bei Lkw-Batterien unklar oder zu niedrig. Öffentlich zugängliche Zertifizierungsdaten für Systeme, die 1500 kJ standhalten, sind äußerst selten. Obwohl es Simulationen mit höheren Energien gibt (z. B. 2500 kJ), bleibt die vollständige Systemvalidierung eine enorme Herausforderung.
· Kernschwierigkeit und Lücke:
Es mangelt an klaren Standards für den Schutz gegen hohe Kollisionsenergien und an ausreichend validierten Lösungen.
c. Risiko sekundärer Katastrophenketten (Ladungsexplosion & Straßenlähmung):
· Ladungsexplosionsrisiko:
Die Hochtemperaturflammen eines thermischen Batteriedurchgehens können leicht die Ladung entzünden (insbesondere Gefahrgüter) und eine Desasterkette auslösen: "Batteriedurchgehen → Ladungsbrand → Explosion".
· Straßenlähmungsrisiko:
Lithiumbatteriebrände sind schwer zu löschen (erfordern große Mengen an kontinuierlichem Kühlwasser) und neigen zum Wiederentflammen. Ein brennender Lkw mit mehreren Tonnen Gewicht auf Straßen oder in Tunneln erfordert komplexe Rettungsmaßnahmen (Hochspannungsabschaltung, Schutz vor Giftgasen) und ist zeitaufwendig (kann Stunden dauern, Auswirkungen bis zu 24 Stunden anhalten), was leicht zu schweren Verkehrsstörungen und großen gesellschaftlichen Auswirkungen führt.
· Kernschwierigkeit und Lücke:
Es fehlen quantitative Standards für die Räumungszeiten von Straßen und effiziente Notfallsysteme für solche Fälle.
3-Aufbau der Sicherheitslinie: Design eines Warnsystems für thermische Ereignisse – Vierfaches Schutznetz
Tabelle 1: Vollständige Schutzstrategie "Wahrnehmung – Analyse – Blockierung – Reaktion"
4-Begleitende Wärmemanagement-Lösungen: Stärkung des Warnsystems
Flüssigkühlung: Integrierte effiziente Kühlplatten beseitigen lokale Hotspots und halten den Temperaturunterschied zwischen Zellen unter 3°C.
Modulares Design: Unabhängige, demontierbare Modulstrukturen ermöglichen den schnellen Austausch defekter Einheiten.
Intelligente Überwachungsplattform: Echtzeitanalyse des Batteriezustands in der Cloud, automatische Warnmeldungen an das Wartungsteam.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Im Markt für schwere Elektro-Lkw wird die „Batteriekapazitätsaufstockung“ zum Schlüsselbegriff: Die Batteriekapazität von Hauptmodellen überschreitet 370 kWh, und Modelle mit über 600 kWh werden immer häufiger vorgestellt. Dies ist nicht nur ein technischer Fortschritt, sondern auch eine klare Ansage der Branche an den Markt für Fernverkehrslogistik – durch die Erhöhung der Reichweite pro Ladung soll das Kernproblem der Nutzer, die „Reichweitenangst“, gelöst und die Gesamtbetriebskosten (TCO) optimiert werden. Dieser Artikel analysiert die zugrunde liegende Geschäftslogik und die technischen Lösungsansätze.
1-Geschäftslogik: Warum ist die „Batteriekapazitätsaufstockung“ notwendig?
a. Szenariogetriebene Notwendigkeit
· Geschlossene Szenarien (kurze Strecken, hohe Frequenz): Häfen, Minen etc. setzen auf Batteriewechsel (3-5 Minuten Ladezeit), wobei 280-kWh-Batterien ausreichen.
· Fernverkehrslogistik (Langstreckentransport): Macht 70 % des Frachtaufkommens aus und erfordert Reichweiten von über 500 km pro Ladung. 600-kWh+-Batterien werden zum „Schlüssel“ für diesen Markt.
b. Wirtschaftliche Abwägung der TCO
Tabelle 1: Herausforderungen und Chancen von elektrischen Schwerlast-Lkw
Wichtige Erkenntnis: Bei täglichen Fahrleistungen über 300 km sind schwere Elektro-Lkw mit Batteriewechsel wirtschaftlicher als Diesel-Lkw.
b. Modellinnovation: Lösung der Kostenproblematik
· Batteriemiete (BaaS): Nutzer kaufen das „nackte Fahrzeug“ und mieten die Batterie (5.000–9.000 Yuan/Monat), wodurch die Anschaffungskosten um 30 % sinken.
· Batteriewechseldienst: Servicegebühr von 0,2–0,5 Yuan pro kWh, Gesamtenergiekosten von ca. 2,73 Yuan/km (nahe an Diesel-Lkw mit 2,8 Yuan).
· Praxistest: Bei 50 Fahrzeugwechseln pro Tag kann sich die Amortisationszeit auf 5 Jahre verkürzen (IRR von 13,1 %).
2-Technische Lösungen: Wie lassen sich Reichweite und Eigengewicht ausbalancieren?
a. Kompromisse bei der Raumnutzung: Chassis gegen Platz
· Um zu verhindern, dass Batterien den Laderaum verkleinern, optimiert die Branche die Batterieanordnung. Beispielsweise werden Batterien ins Fahrgestell integriert (anstatt sie traditionell aufzuhängen), um Laderaum freizugeben, den Schwerpunkt zu senken und den Energieverbrauch zu verbessern.
· Nachteil: Geringere Bodenfreiheit und eingeschränkte Universalität des Chassis-Designs.
b. Kompromisse in der Materialwissenschaft: Energiedichte gegen Gewicht
· Der Schlüssel zur Gewichtsreduzierung liegt in der Steigerung der Batterieenergiedichte (mehr Energie pro Gewichtseinheit). Höhere Energiedichte macht Batterien leichter oder erhöht die Reichweite bei gleichem Gewicht.
· Kernpunkt: Innovationen bei Batteriematerialien (z.B. hoch nickelhaltige Kathoden, Silizium-Kohlenstoff-Anoden).
· Nachteil: Höhere Energiedichte geht oft mit Sicherheitsrisiken, kürzerer Lebensdauer, höheren Kosten und geringerer Schnellladefähigkeit einher – eine schwierige Abwägung.
c. Kompromisse im Geschäftsmodell: Netzwerk gegen Einzelfahrzeug
· Der Batteriewechselmodus für schwere Elektro-Lkw verlagert den Druck unbegrenzter Reichweite vom Einzelfahrzeug auf das Wechselnetzwerk. Durch dichte Stationen entlang der Strecke müssen Fahrzeuge nur genug Energie für die nächste Station mitführen, nicht für die gesamte Strecke.
· Effekt: Geringere Anforderungen an die Einzelbatteriekapazität, wodurch die Batterielast „angemessener“ wird.
d. Restwertmanagement: Die zentrale Hürde von BaaS
Batteriebanken müssen Fähigkeiten für den gesamten Lebenszyklus aufbauen: Gesundheitsüberwachung (SOH), stufenweise Nutzung, Recyclingsysteme.
Abbildung 1: Batterie-Pack-Gehäuse für Schwerlast-Lkw
3-Zukunftstrends: Von der „Kapazitätsaufstockung“ zur „effizienten Energienutzung“
a. Technische Weiterentwicklung: Festkörperbatterien werden die Energiedichte steigern und das Gleichgewicht zwischen Eigengewicht und Reichweite neu definieren.
b. Ladeinfrastruktur: Standardisierung des Batteriewechsels und Netzkoordination (z.B. Lastspitzenausgleich) sind entscheidend für die Skalierung.
c. Wettbewerb der Technologien: Wasserstoff-Lkw bleiben im Fern- und Schwerlastbereich eine Alternative.
Stufenweise Strategie, langfristige Entwicklung
Die „Batteriekapazitätsaufstockung“ ist eine notwendige Wahl für schwere Elektro-Lkw im Fernverkehr und spiegelt die dynamische Balance zwischen Marktanforderungen und technischer Realität wider. Mit Fortschritten in der Batterietechnik und Geschäftsmodellen wird sich die Branche vom „Wettlauf um Kapazität“ zum „Wettlauf um Effizienz“ entwickeln. Derzeit treibt sie den Wandel schwerer Elektro-Lkw in China von einer „Nischenlösung“ hin zum „Mainstream“ voran.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
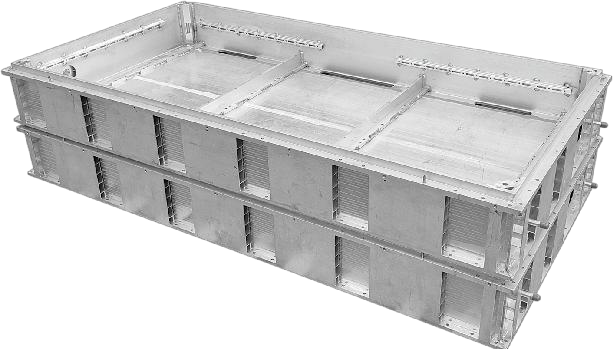
Schwere Lastwagen, als Kernkraft der Straßengüterlogistik, machen die Sicherheit, Zuverlässigkeit und Wirtschaftlichkeit ihrer Batteriesysteme zu einem technischen Fokus. Der Batterieträger, als Schlüsselbauteil zur Trägerung, Schutz und Verwaltung von Batteriemodulen, steht vor beispiellosen extremen Herausforderungen.
Abbildung1:Batterieträger für elektrische Schwerlastwagen
1-Extreme Herausforderungen für Schwerlastwagen-Träger
a.Strenge Anforderungen an die mechanische Dauerhaftigkeit: Vibration, Stoß und eine Lebensdauer von Millionen von Kilometern
Die Designlebensdauer von Schwerlastwagen beträgt ≥ 1,5 Millionen Kilometer, was mehr als das Zehnfache von Pkw ist. Der Batterieträger muss während dieser "gesamten
Lebensdauer" kontinuierlich drei Arten extremer mechanischer Belastungen standhalten:
·Hochfrequente zufällige Vibrationen: Wenn das Fahrzeug beladen über unbefestigte, bauliche oder pothöfige Straßen fährt, erzeugt das Fahrgestell zufällige Vibrationen in einem breiten Frequenzband von 5 Hz bis 2 kHz. Diese Vibrationen stellen nicht nur die Ermüdungsgrenze des Hauptrahmens des Trägers auf die Probe, sondern induzieren auch Mikrorisse in Spannungskonzentrationsbereichen wie Schweißnähten, Bolzenlöchern und Umbiegungen, die zu Ausgangspunkten von Ausfällen werden.
·Hohe g-instantane Stöße: Tiefe Schlaglöcher auf der Straße, Notbremsungen oder Abstürze beim Be- und Entladen können in Millisekunden Beschleunigungen von mehr als 50 g erzeugen. Der Träger muss Energie in einem Augenblick absorbieren/verteilen, um zu verhindern, dass die Zellen verschoben, kurzgeschlossen oder die Gehäuse gebrochen werden.
·Kumulative Ermüdungszerstörung: Millionen von Kilometern bedeuten Milliarden von Vibrationszyklen. Aluminium neigt unter wechselnden Spannungen dazu, Ermüdungsrisse zu entwickeln, die sich ausbreiten und schließlich zu strukturellen Brüchen führen. Die Kernaufgabe des Designs besteht darin, durch Topologieoptimierung, lokale Verstärkung, Mischung verschiedener Materialien und Prozesskontrolle, die Lebensdauer der Rissentstehung bis zum Ausscheiden des Fahrzeugs zu verzögern.
b. Komplexe Herausforderungen im Thermomanagement und Wärmekreislauf
Aufgrund der extrem hohen Kapazität (mehrere hundert kWh) und des Hochleistungs-Lade- und Entladevorgangs erzeugen Schwerlastwagen-Batteriepakete enorme Wärmemengen, und sie werden in Umgebungen von der Tundra bis zum Tropengebiet betrieben, was extremen Temperaturunterschieden ausgesetzt ist.
Kontrolle über einen breiten Temperaturbereich: Der Träger und das Thermomanagementsystem müssen die Zellentemperatur genau im optimalen Bereich von 25-40°C halten, bei Umgebungstemperaturen von -40°C bis +85°C, und die Temperaturdifferenz zwischen einzelnen Zellen < 5°C betragen.
Starker Spannungskreislauf: In Laborbeschleunigungsalterungstests müssen Tausende von heftigen Temperaturwechselzyklen von -40°C ↔ 85°C standgehalten werden (Rate von 5-15°C/min, Verweilzeit an Extremwerten 5-15 Minuten). Dieser Prozess verursacht wiederholte thermische Ausdehnung und Kontraktion an Materialgrenzflächen (Aluminiumlegierung/Dichtkleber/Kunststoffteile), was eine schwere Prüfung für die Zuverlässigkeit von Schweiß- und Klebestellen integrierter Kühlleitungen darstellt.
2-Hauptstrom-Materialkonzepte und Technologien zur multifunktionalen Integration
Um diese Herausforderungen zu bewältigen hat die Branche in Bezug auf Materialauswahl und Designkonzepte eine Technologieentwicklung verfolgt, die auf hochfesten
Aluminiumlegierungen basiert und sich zu einer hohen Integration von Funktionen weiterentwickelt.
a. Kernmaterialauswahl: Die Vorherrschaft der 6xxx-Serie Aluminiumlegierungen
Im Wettbewerb mit Stahl, Magnesiumlegierungen und Verbundwerkstoffen hat die 6xxx-Serie (Al-Mg-Si) Aluminiumlegierungen dank ihrer hervorragenden Gesamteigenschaften, reifen Fertigungsprozessen und hoher Kosteneffizienz den Status als "Hauptstrom" Material für Schwerlastwagen-Batterieträger erreicht.
Haupttypen und Eigenschaften:
6061-T6: Dies ist der am weitesten verbreitete Typ, bekannt für seine hervorragende Festigkeit, gute Schweißbarkeit und Korrosionsbeständigkeit.
6005A-T6 und 6063-T6: Als ergänzende Optionen weisen sie ebenfalls gute Extrusionseigenschaften auf und eignen sich für Bauteile mit etwas geringeren Festigkeitsanforderungen.
b. Wandel des Designkonzepts: Thermomanagement und Strukturintegritätsüberwachung
Das Designkonzept moderner Schwerlastwagen-Batterieträger hat sich grundlegend verändert: Anstatt sich auf einen "Trägerkörper" zu beschränken, der physische Unterstützung bietet, hat er sich zu einer hochintegrierten "intelligenten Temperaturregelplattform" weiterentwickelt. Dieser Trend zeigt sich hauptsächlich in zwei technischen Richtungen:
Effiziente Integration des Thermomanagements (reife Anwendung):Dies ist derzeit das am reifsten entwickelte und am weitesten verbreitete Integrationsgebiet. Der Kerngedanke besteht darin, die Kühlfunktion direkt in das Strukturdesign des Trägers zu integrieren, um ein effizientes und kompaktes Thermomanagement zu erreichen.
Erforschung der Strukturintegritätsüberwachung (SHM) (frühe Phase): Ziel dieser Technologie ist es, potenzielle strukturelle Schäden (wie Risse, Verformungen) am Träger während der langfristigen Nutzung zu warnen. Sie befindet sich noch in der Validierungs- und Laborforschungsphase und fehlt an Fällen von großskaliger kommerzieller Einsatz sowie ausreichenden Daten zur Langzeitbetriebszuverlässigkeit.
3-Analyse der Kernfertigungsprozessroute
Die Fertigungsprozesse von Schwerlastwagen-Batterieträgern bestimmen direkt ihre Kosten, Leistung und Produktionseffizienz. Der derzeitige Hauptstromweg basiert auf der Kombination aus Aluminiumprofil-Extrusion und Reibschweißung (FSW) als Kernkomponenten, die sich perfekt an die Leistungsanforderungen von Schwerlastwagen-Trägern und das derzeitige Produktionsmodell mit kleinen und mittleren Losgrößen anpassen lässt.
a. Aluminium-Extrusion: Dieses Verfahren bildet durch Pressen von Aluminiumbarren mit Formwerkzeugen langgestreckte Bauteile (Querträger/Längsträger usw.) und ist eine Kernfertigungstechnologie für Schwerlastwagen-Batterieträger. Der Vorteil liegt in niedrigen Werkzeugkosten und kurzen Entwicklungszeiten, insbesondere für die Produktion von großen nichtstandardisierten Teilen in kleinen Losgrößen. Allerdings müssen Schneiden, Bearbeiten und mehrere Schweißmontageschritte durchgeführt werden, was zu einem niedrigen Automatisierungsgrad, langsamen Produktionsrhythmus und einer geringeren Effizienz im Vergleich zum integrierten Gussverfahren führt.
b. Reibschweißung (FSW): Als Festphasenverbindungstechnik erreicht die Reibschweißung (FSW) eine hochfeste Schweißung von Aluminiumlegierungen durch Reibungswärme, die durch einen rotierenden Rührkopf erzeugt wird, und ist somit die erste Wahl für hochbelastete/dichte Verbindungen von Trägern. Die Festigkeit der Schweißnaht beträgt 80%-90% der Grundwerkstofffestigkeit, es gibt keine Poren- oder Rissdefekte, die geringe Wärmeverformung gewährleistet eine Dichtigkeit von IP67+ und sie ist umweltfreundlich. Ihre Einschränkung liegt darin, dass sie nur für Schweißungen auf ebenen oder einfachen gekrümmten Flächen geeignet ist.
Aluminium-Schwerlastwagen-Batterieträger haben sich von Hochfestigkeits-Leichtbau-Strukturen zu multifunktional integrierten Plattformen entwickelt. Jedoch führen die zunehmenden Funktionen zu Multi-Feld-Kopplungsausfällen, Prozesskomplexität und Zuverlässigkeitsherausforderungen. Zukünftige Durchbrüche müssen auf der koordinierten Innovation von Materialien-Prozessen-Systemen beruhen. Durch adaptive Schnittstellen und Digital Twin-Technologie soll eine sichere und nachhaltige Entwicklung intelligenter Träger erreicht werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Kostengetriebene Revolution großer Zellen und Kühlherausforderungen:Die Energiespeicherindustrie durchläuft eine tiefgreifende Transformation, angetrieben von "Kostensenkung und Effizienzsteigerung" – dem rapiden Aufstieg der Technologie-Roadmap für große Zellen. 300Ah+ Zellen werden zunehmend Standard, während 500Ah und sogar höher leistungsfähige Zellen ihre Einrichtung beschleunigen. Diese Revolution steigert zwar die Systemenergiedichte und senkt die Kosten pro Wattstunde, bringt aber auch schwere Herausforderungen mit sich: Ein deutlicher Anstieg der Masse einzelner Zellen, ein starker Anstieg des Gesamtgewichts von Modulen/Paketen (Batteriepaketen), was den Tragdruck auf die unteren Stützstrukturen verdoppelt; eine größere Wärmeerzeugung und längere interne Wärmeübertragungswege stellen extreme Anforderungen an die Effizienz und Gleichmäßigkeit des Wärmemanagementsystems. Als Kern des Paketwärmemanagements stehen Flüssigkeitskühlplatten direkt unter dem Druck der Modernisierung.
Traditionelle "Dünnplattenabdeckungs"-Designs für Kühlplatten sind nicht länger nachhaltig. Unter den Beschränkungen von begrenztem Raum und strenger Kostenkontrolle müssen Kühlplatten ihre einzelne Funktion der Wärmeabfuhr übersteigen und sich zu einer Dreifaltigkeit von "Struktur-Funktion-Integration, maximaler Wärmeabfuhr-effizienz und Systemleichtbau" entwickeln. Dieser Artikel wird sich mit diesem fortschrittlichen Designpfad eingehend befassen.
1-Struktur-Funktion-Integration: Die "Tragrevolte" von Kühlplatten
Mit der deutlichen Zunahme der Zellmasse steigen die Lasten, die von der Gehäusebasisplatte und der Kühlplatte getragen werden, drastisch an. Die Gestaltung der Kühlplatte als tragendes Strukturbauteil ist der Schlüsselpunkt, um die Konflikte zwischen Gewicht, Kosten und Raum zu lösen.
a. Zum "Skelett" des Gehäuses werden: Integrierte tragende Basisplatte.
·Designkonzept: Die Kühlplatte ist nicht länger an der Gehäusebasisplatte befestigt, sondern wird selbst zur primären tragenden Struktur des Gehäuses.
·Kernvorteile: Signifikante Reduktion traditioneller Basisplatten und Halterungen, deutliche Senkung des Systemgewichts und der Materialkosten sowie Vereinfachung des Montageprozesses.
·Technische Anforderungen: Muss eine extrem hohe Biege-, Druck- und Stoßfestigkeit sowie Steifigkeit aufweisen.
b. "Stahlbewehrung" einbetten: Topologieoptimierung und Verstärkungsstrukturen
·Mechanik-getriebenes Design: Nutzung von CAE-Simulationen zur Topologieoptimierung, Integration von Versteifungsrippen usw. in nichtkritischen Wärmeabfuhrbereichen der Kühlplatte (z. B. Strömungskanallücken, Ränder).
·Hohe Materialeffizienz: Optimierte Konstruktion gewährleistet, dass das Material auf den kritischen Spannungswegen verteilt wird, überflüssiges Material entfernt wird und eine Gewichtsreduzierung bei gleichzeitiger Gewährleistung der Tragfähigkeit erreicht wird.
c. Modul-level Tragplattform: Komponenten konsolidieren
Großformatige, hochfeste Kühlplatten können direkt als Montagebasisplatte und tragendes Skelett für Module dienen. Zellen oder Module werden direkt darauf befestigt, wodurch zusätzliche Stützrahmen entfallen, die Struktur weiter vereinfacht und die volumetrische Effizienz verbessert werden.
2-Signifikante Verbesserung der Wärmeabfuhrleistung: Die Kunst des Ausgleichs zwischen Effizienz und Gleichmäßigkeit
Die Kernprobleme großer Batteriezellen sind die schwierige Wärmeabfuhr im Zentralbereich und die Kontrolle der Gesamttemperaturdifferenz. Das Design von Flüssigkeitskühlplatten erfordert Innovationen in mehreren Dimensionen, einschließlich Strömungskanälen, Schnittstellen und Materialien.
a. Strömungskanaldesign: Von "einfachem Rohrleitungsnetz" zu "intelligenten Blutgefäßen"
·Präzise Umleitung und verstärkte Turbulenz: Einsatz von baumförmigen Strömungskanälen, serpentinenförmigen + Turbulenzzylinder/Fin-Kompositstrukturen, um die Strömung und Störung im Hochwärmebereich der Zellmitte zu erhöhen. Vermeidung des Phänomens "schnelle Randkühlung und langsame Zentralkühlung" durch geradlinige Wege mit großem Durchmesser.
·Variable Querschnitte und zonenweise Kühlung: Basierend auf der Wärmeerzeugung in verschiedenen Bereichen der Batteriezelle (z. B. Mitte > Rand), Design von Strömungskanälen mit gradientenförmigen Querschnitten oder unabhängig steuerbaren Zonenkreisläufen, um eine präzise und bedarfsgerechte Wärmeverteilung zu erreichen, mit einer Temperaturdifferenzkontrolle von bis zu ± 2 ℃.
·Biomimetisches und topologisch optimiertes Strömungskanaldesign: Nutzung von CFD- und Topologieoptimierungstechniken zur Erzeugung eines effizienten und widerstandsarmen "natürlich wachsenden" Strömungskanalnetzwerks, um die Wärmeübertragungsfläche und -effizienz zu maximieren und den Pumpenleistungsverlust zu minimieren.
b. Durchbrechung des Grenzflächenwärmewiderstands: Engere "Kontakte" schaffen
·Hochleistungsgrenzflächenmaterialien (TIM): Forschung und Entwicklung von Dichtungen/Gelen/Phasenwechselmaterialien mit hoher Wärmeleitfähigkeit (>5W/mK), niedrigem Wärmewiderstand und langfristig stabiler Wärmeleitfähigkeit, unter Berücksichtigung von Isolierfähigkeit, Dämpfung und Verarbeitbarkeit.
·Oberflächenengineering mit Mikrostrukturen: Bearbeitung von Mikronuten, Arrays von Mikroprotrusionen oder Anwendung spezieller Beschichtungen auf der Kontaktfläche der Kühlplatte, um die effektive Kontaktfläche zu vergrößern, die Kontaktierung durch Kapillarkraft zu stärken und den Grenzflächenwärmewiderstand signifikant zu senken (kann um 30% - 50% reduziert werden).
c. Materialupgrade: Doppelte Verfolgung von Wärmeleitfähigkeit und Festigkeit
Exploration von Aluminiumlegierungen mit höherer Wärmeleitfähigkeit (z. B. hochwärmeleitfähige 6-Serien und spezielle 7-Serien Legierungen) oder aluminiumbasierten Verbundwerkstoffen (AMCs) bei gleichzeitiger Gewährleistung der strukturellen Festigkeit, um die grundlegende Wärmeleitfähigkeit zu verbessern.
3-Durchgängiger Leichtbau: Ein Gewichtspiel, bei dem jede Gramm zählt
Jedes Gramm Gewichtsersparnis bedeutet Kostensenkungen und verbesserte Transport- und Installationseffizienz.
Verfeinertes "Schlankheitsdesign":
a.Simulationsgetriebene Verdünnung: Durch genaue CAE-Berechnungen wird die maximale Verdünnung der Kühlplattenwandstärke erreicht, unter Beibehaltung von Festigkeits-, Steifigkeits- und Wärmeabfuhranforderungen (z. B. Reduktion von 2,0mm auf 1,5mm).
b.Hohlstrukturen und Aussparungen: Design von Hohlräumen oder sichere Aussparungsbehandlungen in Verstärkungsrippen und nichtkritischen Bereichen.
c.Einsatz hochfester Materialien: Verwendung von hochfesten Aluminiumlegierungen (z. B. 7xxx-Serien), um unter gleicher Leistung eine Dickenreduktion und Gewichtsersparnis zu erreichen.
4-Herstellungsprozess: Der Grundstein für fortschrittliche Designs
Die "Strukturierung" und "Komplexität" von Flüssigkeitskühlplatten stellen höhere Anforderungen an die Herstellungsprozesse.
Modernisierung und Integration etablierter Prozesse:
·Aluminiumextrusion + Reibschweißen (FSW): Vorteile liegen in der großen Größe und hohen strukturellen Festigkeit. Fortschrittliche Richtung: Entwicklung komplexer Profilquerschnitte mit integrierten Strömungskanälen und Verstärkungsrippen; Durchbruch in der Ultralang- und variablen Querschnitts-FSW-Schweißtechnik, um Schweißfestigkeit und Dichtigkeit zu gewährleisten.
·Stanzung + Löten: Vorteil liegt in der flexiblen Kanalgestaltung und großem Potenzial für Leichtbau. Fortschrittliche Richtung: Erreichung von Präzisionsstanzen tieferer und komplexerer Strömungskanäle; Verbesserung der Ausbeute und der Verbindungszuverlässigkeit bei großformatigem und Mehrteilchenlöten; Integration von Verstärkungsstrukturen in gestanzten Teilen.
·Hochdruckguss: Potenzial liegt in der Herstellung hochintegrierter und extrem komplex geformter Kühlplatten (mit integrierten Strömungskanälen, Rippenpositionen und einheitlichen Schnittstellen). Herausforderungen wie Werkzeugkosten, Oberflächenglätte von internen Kanälen und Porenkontrolle müssen überwunden werden.
·Hybridprozessinnovation: Kombination verschiedener Prozesse, um die Vorteile unterschiedlicher Verfahren zu integrieren und komplexere Designanforderungen zu erfüllen.
5-Zuverlässigkeit: Die Lebensader der integrierten Design
Wenn die Flüssigkeitskühlplatte zum Kern der Struktur wird, hängt ihre Zuverlässigkeit mit der Sicherheit des gesamten PACKs zusammen.
Stärkung der doppelten Zuverlässigkeit von "Struktur-Flüssigkeit":
a. Extreme mechanische Verifizierung: Notwendigkeit der Simulation extremer Betriebsbedingungen durch Vibrations-, Stoß-, Druck- und Falltests, die die Normen deutlich übersteigen.
b. Garantie der Ermüdungslebensdauer: Detaillierte Simulationen und Tests zur strukturellen Ermüdung und Druckzyklen durchführen, um sicherzustellen, dass es unter langfristigen Wechselbelastungen keine Leckagen oder Risse gibt.
c. Redundantes Dichtdesign: Verwendung von mehreren Dichtstrategien an wichtigen Schnittstellen.
d. Strenge Qualitätskontrolle: Einführung automatisierter Online-Tests, um die Herstellungsgleichmäßigkeit zu gewährleisten.
Der fortschrittliche Pfad von Flüssigkeitskühlplatten für Energiespeicher ist ein lebendiges Beispiel dafür, wie technologische Innovationen die Kostensenkung und Effizienzsteigerung in der Industrie vorantreiben. Wer den ersten Platz im Designwettbewerb um "Struktur-Funktion-Integration" gewinnen kann, wird im Wettbewerb um den Billionenmarkt für Energiespeicher einen Vorteil haben. Diese stille "Bodenplattenrevolution" formt die zukünftige Form von Energiespeichersystemen leise um.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
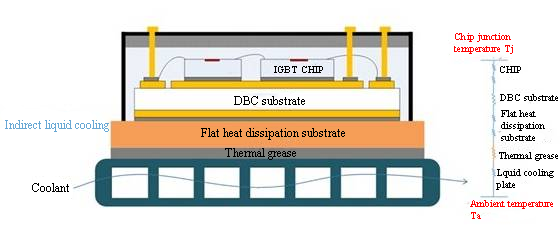
Der Kern der igbt kühlung besteht im Problem der Wärmeübertragungseffizienz unter in Reihe geschalteten mehrschichtigen Wärmewiderständen, wobei der Wärmewiderstand der Schnittstelle mehr als 60 % ausmacht und das wichtigste Optimierungsobjekt darstellt.
Abbildung 1:Wärmeableitung des igbt modules diagram
1-Die Wurzel des Problems: Wo verbirgt sich der Wärmewiderstand?
Der Wärmewiderstand eines IGBT-Moduls ist eine komplexe Mehrschichtstruktur mit mehreren Materialschichten und Wärmeleitpfaden. Er setzt sich hauptsächlich aus dem Wärmewiderstand (Rth) des IGBT-Moduls zusammen, der sich wiederum aus dem Wärmewiderstand zwischen Sperrschicht und Gehäuse (Rth-Rjc) und dem Wärmewiderstand zwischen Gehäuse und Umgebung (Rth-Rca) in Reihe zusammensetzt:
a. Wärmewiderstand zwischen Sperrschicht und Gehäuse (Rth-Rjc):
· Die kupferkaschierte Keramikplatte ist der größte Engpass: Sie trägt mehr als 75 % zu Rth-Rjc bei, da ihre Keramikschicht (z. B. Al₂O₃) eine geringe Wärmeleitfähigkeit (15–35 W/m·K) aufweist und ihre Dicke nicht vernachlässigt werden kann.
Andere Ebenen sind für die restlichen 25 % des Wärmewiderstands des Chips verantwortlich (Wärmeleitfähigkeit auf Siliziumbasis ≈ 150 W/m·K), den Wärmewiderstand der Lötschicht (Hohlräume verursachen den Wärmewiderstand der Schnittstelle) und den Wärmewiderstand des Kupfersubstrats (hohe Wärmeleitfähigkeit, aber geringer Dicke). b. Wärmewiderstand Gehäuse-Umgebung (Rth-Rca):
Der Wärmewiderstand der Schnittstelle ist entscheidend: Der Wärmewiderstand der Wärmeleitpaste/Kontaktfläche zwischen Substrat und Kühlkörper macht 40–60 % des gesamten Wärmewiderstands aus und beträgt bei herkömmlichen einseitigen Wärmeableitungsdesigns sogar mehr als 60 %.
Einfluss der Wärmeableitungsstruktur: Beispielsweise betragen bei einem luftgekühlten Kühlkörper der Kontaktwärmewiderstand (Rjc), der Wärmeleitfähigkeitswärmewiderstand (Rch) und der Wärmeaustauschwärmewiderstand (Rha) 65,9 %, 5,9 % bzw. 28,2 % (herkömmliche Rippenstruktur).
2-Weg zur Überwindung des Wärmewiderstands: Koordinierte -Optimierung von Materialien und Strukturen
a. Chip-Dünnung: Reduzierung des inneren Wärmewiderstands
· Technologische Weiterentwicklung: Dünnung von 200 μm PT-Wafer auf 70 μm für IGBT7, wodurch der Wärmewiderstand um 60 % reduziert wird. Dünnungsverfahren (Schleifen/CMP/Plasmaätzen) können Spannungen abbauen und die Wärmediffusionseffizienz verbessern.
· Physikalischer Mechanismus: Die Dicke wird von 350 μm auf 110 μm reduziert, wodurch die Wärmekapazität pro Flächeneinheit (Cth) von 786,5 J/℃·m² auf 247,2 J/℃·m² sinkt, was die transiente Wärmeableitung beschleunigt. Nach der Dünnung verringert sich der Widerstand, der ohmsche Kontakt wird verbessert und das Ausfallrisiko durch innere Spannungen reduziert.
b. Schnittstelleninnovation: Silbersintern ersetzt wärmeleitendes Silikonfett
Die Verbesserung des Schnittstellenmaterials ist der Kern der Reduzierung des thermischen Kontaktwiderstands:
Tabelle 1: Vergleich der Wärmeleitfähigkeit zwischen Silbersintern und wärmeleitendem Silikonfett
c. Substratverbesserung: Keramik mit hoher Wärmeleitfähigkeit und Diamant
Substratmaterialien durchlaufen eine wichtige Entwicklung von Al₂O₃ über AlN bis hin zu Diamant. Das Hauptziel ist eine deutliche Verbesserung der Wärmeleitfähigkeit, um den Wärmeableitungsanforderungen elektronischer Geräte mit höherer Leistungsdichte gerecht zu werden.
· Durchbruch bei AlN-Substraten
Die Wärmeleitfähigkeit kann das 5- bis 10-fache von Al₂O₃ erreichen. Der Wärmeausdehnungskoeffizient (ca. 4,5 ppm/K) liegt näher am Silizium (ca. 2,6 ppm/K), wodurch die thermische Fehlanpassungsspannung zwischen Siliziumchips effektiv reduziert wird.
· Perspektiven für Diamantsubstrate: Die Wärmeleitfähigkeit übersteigt 2000 W/(m·K) (80-mal so hoch wie bei Al₂O₃), der Wärmeausdehnungskoeffizient beträgt 1,1 ppm/K und ist somit perfekt auf Siliziumchips abgestimmt. Die Wärmeleitfähigkeit von Diamant-Aluminium-Verbundwerkstoffen erreicht 613 W/(m·K) (2,6-mal so hoch wie bei reinem Aluminium), und die Optimierung der Grenzflächen verbessert die Bindungsfestigkeit.
Tabelle 2: Vergleich der wichtigsten Substratmaterialeigenschaften
3-Herausforderungen bei der Überwindung des Wärmewiderstands
a. Engpass der mechanischen Festigkeit bei der Chipverdünnung
Eine Reduzierung der Dicke von 200 μm auf 70 μm (IGBT7) kann den Wärmewiderstand um 60 % senken. Eine weitere Verdünnung auf 20 μm erhöht jedoch die Bruchgefahr. Ultradünne Chips (<50 μm) sind aufgrund unterschiedlicher Wärmeausdehnungskoeffizienten (CTE) anfällig für Mikrorisse.
b. Herausforderungen bei Substraten mit hoher Wärmeleitfähigkeit
Tabelle 3: Herausforderungen bei Substraten mit hoher Wärmeleitfähigkeit
c. Schnittstellenzuverlässigkeit: Herausforderung multiphysikalischer Kopplung
· Risiko einer Fehlanpassung des Wärmeausdehnungskoeffizienten beim Silbersintern: Die Silbersinterschicht (WAK = 18,4 ppm/K) unterscheidet sich viermal vom SiC-Chip (WAK = 4,5 ppm/K), und Temperaturwechselbeanspruchung führt zu Delamination.
· Kontrolle des Kontaktdrucks an der Schnittstelle: Ein Druck von 0,1 bis 0,5 MPa kann den Wärmewiderstand um 40 % reduzieren, bei einem Druck von über 1 MPa wird die Silberschicht jedoch herausgedrückt.
Mit dem Erreichen der 10-kW/cm²-Grenze für die IGBT-Leistungsdichte hat sich das Wärmeableitungsdesign von der „Hilfstechnik“ zum „Durchbruchpunkt bei Systemengpässen“ entwickelt. Die Substratrevolution von Al₂O₃ zu Diamant, der Übergang von Silikonfett zu Kupfersintern und die Chipverkleinerung von 200 μm auf 50 μm stellen im Wesentlichen einen Kampf gegen den zweiten Hauptsatz der Thermodynamik dar. Das Wärmeableitungsdesign nähert sich der physikalischen Grenze, und die dreieckige Synergie von Materialien, Struktur und Prozess wird zum Schlüssel zum Durchbruch.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
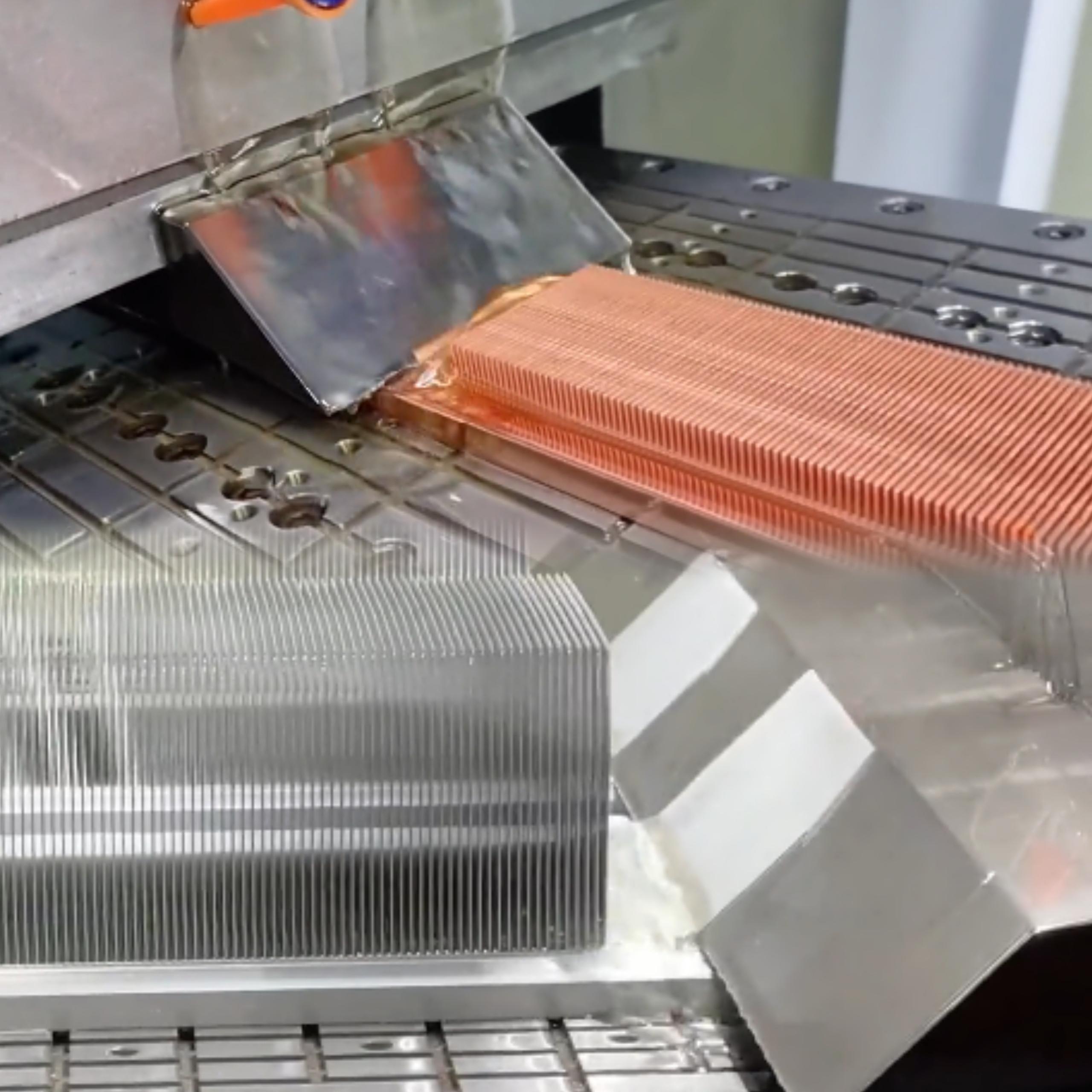
Aluminium als Ersatz für Kupfer hat sich im Kühlkörper mit geschälten Lamellen zu einem unumkehrbaren Trend entwickelt. Kosten, geringes Gewicht und Ressourcensicherheit sind die wichtigsten Treiber. Die Leistungslücke wird durch Prozessinnovationen (Schältechnologie, Mikrokanaldesign) geschlossen. Aluminiumlösungen werden häufig in hocheffizienten Anwendungen wie Rechenzentren und Fahrzeugen mit alternativen Antrieben eingesetzt. Der Ersatz von Kupfer durch Aluminium ist jedoch kein einfacher Materialersatz, sondern ein systematisches Projekt, das umfassende Optimierungen von der Materialauswahl über das Strukturdesign und den Herstellungsprozess bis hin zu den Anwendungsszenarien erfordert, um das beste Verhältnis zwischen Kosten und Leistung zu erreichen. Dieser Artikel untersucht detailliert die wichtigsten technologischen Durchbrüche und Anwendungslösungen für diesen Ersatz.
1-Aluminium vs. Kupfer: Materialeigenschaften und Herausforderungen
Um die Machbarkeit des Ersatzes von Kupfer durch Aluminium wissenschaftlich zu bewerten, müssen wir zunächst die Unterschiede in den physikalischen Kerneigenschaften der beiden Metalle in Wärmeableitungsanwendungen verstehen:
Tabelle 1: Umfassender Vergleich der Wärmeableitungsmaterialeigenschaften von Aluminium und Kupfer
Die Leistung des Kühlkörpers hängt nicht nur von der Wärmeleitfähigkeit des Materials ab, sondern auch von den Wärmekapazitätseigenschaften und der Oberflächenausnutzung. Die unterschiedlichen physikalischen Eigenschaften von Aluminium und Kupfer bestimmen die Grenzen der Substitutionsmöglichkeit:
a. Die dialektische Beziehung zwischen Wärmeleitfähigkeit und Wärmekapazität
· Sofortiger Vorteil von Kupfer: Hohe Wärmeleitfähigkeit (385 W/m·K), schnellere anfängliche Wärmediffusion;
· Stationärer Durchbruch von Aluminium: Hohe spezifische Wärmekapazität (900 J/kg·K, 2,3-mal so hoch wie Kupfer), 133 % höhere Wärmespeicherkapazität pro Masseneinheit, geringe Dichte (2,7 g/cm³, 30 % von Kupfer), 40 % größere Wärmeableitungsfläche bei gleichem Volumen und langfristiges Gleichgewicht durch eine größere Oberfläche während der kontinuierlichen Wärmeableitungsphase.
b. Thermische Anpassung
Der Wärmeausdehnungskoeffizient von Aluminium (23,1 × 10⁻⁶/K) liegt nahe an dem von Leiterplattensubstraten (13–18 × 10⁻⁶/K), wodurch das Risiko von thermischen Spannungsversagen reduziert wird.
Darüber hinaus wird dieser Trend durch eine veränderte Leistungsperspektive vorangetrieben: Eine Reduzierung der lokalen Wärmeleitfähigkeit wird im Austausch für Leichtbauteile, Kostenoptimierung und verbesserte Nachhaltigkeit akzeptiert.
2-Wichtige Durchbrüche im Herstellungsprozess
a. Durchbruch im Werkstoffsystem: Optimierung der Legierungszusammensetzung und Härtekontrolle
· Traditionelle Schwachstellen: Herkömmliche Aluminiumwerkstoffe (wie z. B. 1060er Reinaluminium) haben eine geringe Härte (24–38 HB) und lassen sich leicht fräsen. Bei der anschließenden Bearbeitung bleibt das Material jedoch häufig am Werkzeug haften. Die Aluminiumlegierung 6063 hat eine hohe Härte (34–42 HB), was die spätere Bearbeitung begünstigt, die Fräshöhe ist jedoch begrenzt (≤ 50 mm).
Durchbruch: Durch Optimierung der Legierungszusammensetzung (Si 0,25 %, Mg 0,41 %) und innovative Schmelz- und Gießverfahren (Homogenisierung bei 556 °C + Extrusion bei 430 °C/Abschrecken bei 490 °C) wird die Härte von Aluminiumwerkstoffen stufenweise kontrolliert: Vor dem Schälen der Rippe wird eine niedrige Härte von 32–39 HB beibehalten (um die Bearbeitung von 70 mm hohen Rippen zu gewährleisten) und nach dem Schälen der Rippe auf 55–64 HB verstärkt (um das Problem des Anhaftens am Werkzeug während der Bearbeitung zu vermeiden).
Kontrolle von Verunreinigungen und ausgewogene Wärmeleitfähigkeit: Durch die Kontrolle der hohen Reinheit von Fe ≤ 0,11 % und Cu ≤ 0,02 % (99,70 % Aluminiumbasis) wird eine hohe Wärmeleitfähigkeit beibehalten und gleichzeitig die Bearbeitungseffizienz verbessert, sodass Aluminiumheizkörper mit hohen Rippen sowohl eine hohe Verarbeitungsleistung als auch eine hohe Betriebsfestigkeit aufweisen.
b. Der wesentliche Unterschied zwischen Materialhärte und Schneidverhalten: Der Hauptvorteil von Aluminium bei der Herstellung ultradünner Rippen liegt in seinen Kaltverfestigungseigenschaften und dem erforderlichen Schneidkraftbedarf. Technische Analyse:
·Die weichen Eigenschaften von Kupfer führen zum Schälen der Rippe: Durch Werkzeugextrusion kommt es leicht zu Materialansammlungen an der Rippenwurzel (Kräuseleffekt).
Der Dünnschichtbereich weist eine starke plastische Verformung auf (hohe Instabilität bei einer Dicke von <0,1 mm); die Kaltverfestigung ist gering, und die Struktur kann durch Verformung nicht verstärkt werden.
·Beim Schälen von Aluminiumlegierungen: Die Kaltverfestigung verbessert die Steifigkeit der Rippe deutlich (die Festigkeit der 6063-Legierung wird durch Kaltverfestigung verbessert); geringe Schnittkräfte ermöglichen den Einsatz präziserer Werkzeuge mit dünnen Klingen; die geringe elastische Rückstellkraft (ca. 1/3 der von Kupfer) gewährleistet die geometrische Genauigkeit der Rippe.
c. Durchbruch bei strukturellen Grenzen und Kostenoptimierung
Das Design ultradünner Rippen zielt im Wesentlichen auf die Maximierung des Oberflächen-Volumen-Verhältnisses ab, und die physikalischen Eigenschaften von Aluminium sind hierfür besser geeignet:
Tabelle 2: Vergleich der Parameter von Aluminium- und Kühlkörper mit geschälten Lamellen
Einfache Aluminiumprofile (Platte/Nut) ersetzen komplexe Formen und reduzieren so die Formkosten um 60 %. In der Kleinserienfertigung werden direkt plattengeschälte Lamellen (formfrei) eingesetzt, um kundenspezifische Anforderungen zu erfüllen.
3-Trend-Kern: Systemoptimierung statt Materialegoismus
Der Kernvorteil von Aluminium Kühlkörpern mit geschälten Lamellen liegt in der umfassenden Optimierung des Systems und nicht im Ersatz einer einzelnen Wärmeleitfähigkeit:
·Technischer Nutzen: Synergistischer Durchbruch bei geringem Gewicht und effizienter Wärmeableitung durch eine Struktur mit mehreren Lamellen, ein dünnes Lamellenverfahren und einteiliges Formteil;
·Vorteil der Leichtbauintegration: In aufstrebenden Bereichen wie neuen Energien/5G sind Leichtbau und Kosten wichtiger geworden als die absolute Wärmeleitfähigkeit, und die daraus resultierenden Vorteile wurden verbessert.
·Vollzyklusökonomie: Die Anschaffungskosten betragen nur 45 % der Kupferlösung, und die durch die Leichtbauweise reduzierte Lüfterleistung ermöglicht eine schnelle Amortisierung der Investition.
· Grundlage für eine nachhaltige Produktion: Die Branchenmerkmale einer ausreichenden Aluminiumproduktionskapazität und einer Rückgewinnungsrate von über 95 % gewährleisten eine stabile Lieferkette.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Der Sprung in der Leistungsdichte und das Spiel mit den thermischen Grenzen treiben die vier Revolutionen in der Kühltechnologie für Solarwechselrichter voran. Von der Lamellenluftkühlung der zentralisierten H-Brücke über die dreistufige NPC-Topologie mit Heatpipes zur Beherrschung der Wärmequelle; von modularen Mehrebenensystemen zum Aufbau einer thermischen Redundanz-Schutzlinie mit Phasenwechselmaterialien bis hin zu SiC-Softswitches mit Mikrokanal-Flüssigkeitskühlung zum Durchbrechen der hohen Wärmestromdichte – jede Topologie-Iteration definiert das Kühlparadigma neu. Der Kern dieser Entwicklung stellt die ultimative Herausforderung der Leistungselektronik an den zweiten Hauptsatz der Thermodynamik unter den dreieckigen Bedingungen von Effizienz, Leistungsdichte und Zuverlässigkeit dar und wird die Wettbewerbsbarrieren der nächsten Generation von Photovoltaik-Speicherfusionssystemen definieren.
1-Entwicklung von Solarwechselrichtersystemen
Die Entwicklung von Solarwechselrichtersystemen folgt dem vierstufigen Übergang von der Anpassung der Wärmeableitung über das Wärmemanagement und die thermische Synergie bis hin zur Entropiereduzierung. Von der Zentralisierung im Schrank zur intelligenten Integration auf Chipebene führt dies zu einer kontinuierlichen Leistungsdichte und gleichzeitig zu einem rasanten Anstieg der Effizienz und Marktdurchdringung.
a. Die physische Form von Solarwechselrichtern hat einen dreistufigen Wandel durchlaufen:
Frühe zentralisierte Wechselrichter waren groß (> 1 m³/MW) und wogen mehr als eine Tonne. Die spätere String-Lösung zerlegte die Leistungseinheit in 20–100-kW-Module, wodurch das Volumen auf 0,3 m³/MW reduziert wurde. Das aktuelle modulare Design wurde auf 10-kW-Untereinheiten weiterentwickelt, die Leistungsdichte liegt über 50 kW/l, und das Gewicht sank auf < 15 kg/kW.
b. Die Anpassungsfähigkeit an die Umgebung verschiebt sich vom passiven zum aktiven Schutz:
· Schutzstufe: IP54 → IP66/C5-M Korrosionsschutz (Küsten-/Salzsprühnebel-Szenarien)
· Temperaturbereich: -25–+60 °C → -40–+85 °C (extreme Kälte/Wüstenszenarien)
· Intelligente Reaktion: Ein dynamischer Temperaturregelungsalgorithmus passt die Wärmeableitungsleistung in Echtzeit an staubige und feuchte Umgebungen an.
c. Der Wärmeableitungsbedarf ändert sich qualitativ mit der Leistungsdichte:
Frühe Zwangsluftkühlungen bewältigen Wärmestromdichten von <100 W/cm²; die Heatpipe-Technologie im Drei-Ebenen-Zeitalter löst das Problem der Temperaturgleichmäßigkeit mehrerer Wärmequellen; SiC-Hochfrequenz fördert die Verbreitung der Flüssigkeitskühlung. Die Phasenwechselkühlung mit Mikrokanälen wird für >300 W/cm² zur Standardlösung und der Anteil des Wärmeableitungssystems wurde von 30 % auf 12 % der gesamten Maschine reduziert.
2-Entwicklung der Topologie von Solarwechselrichtersystemen und des Wärmemanagements
Die zugrunde liegende Logik der Entwicklung der Topologie von Solarwechselrichtersystemen basiert auf dem Prinzip „Effizienz-Leistungsdichte-Kosten“:
· Veränderungen im Verlustmechanismus: Von überwiegend Leitungsverlusten (H-Brücke) → Schaltverlusten im Kern (NPC) → Hochfrequenz-Magnetteile/Kondensatorverlusten (MMC) → Verlusten der elektromagnetischen Verträglichkeit beim sanften Schalten von SiC-Bauelementen (über 60 %). Dadurch verschiebt sich der Fokus der Wärmeableitung von der „Durchschnittstemperatur“ hin zur „Steuerung ultrahoher Wärmestromdichte“.
· Übergang zur Leistungsdichte: Die physikalische Grenze siliziumbasierter IGBTs (20 kHz/3 kW/L) wurde durch SiC-Bauelemente (100 kHz/50 kW/L) überschritten. Dies zwang die Wärmeableitungslösung zu einem Wechsel von Luftkühlung → Heatpipe → Flüssigkeitskühlung → Mikrokanal-Phasenwechselkühlung.
· Dynamische Kostenbilanz: Der Anteil der Kosten für das Wärmeableitungssystem sinkt allmählich von der H-Brücke zur SiC-Bauweise, die Kosten für die Wärmeableitung pro Leistungseinheit steigen jedoch. Um letztendlich eine Senkung der Stromgestehungskosten zu erreichen, ist eine Neugestaltung der thermischen Grenze durch ein kollaboratives Design von Topologie, Gehäuse und Wärmeableitung erforderlich.
Tabelle 1: Entwicklung der Solarwechselrichter-Topologien und des Wärmemanagements
Angesichts der technischen Herausforderungen, die sich aus der kontinuierlichen Steigerung der Leistungsdichte und der kontinuierlichen Verbesserung der Wärmestromdichte von Photovoltaik-Wechselrichtern ergeben, muss die Wärmeableitungslösung systematisch verbessert werden:
· Entwicklung von Luftkühlung zu Flüssigkeitskühlung: Um den hohen Wärmestromdichten neuer Chips gerecht zu werden und die Kerntemperatur deutlich zu senken;
· Kombination von Heatpipe- und Phasenwechseltechnologie: Effektive Unterdrückung des Thermoschocks modularer Systeme und Verlängerung der Lebensdauer wichtiger Komponenten;
· Gemeinsames Design und Kostenkontrolle: Optimierung des Wärmeableitungssystems durch die enge Integration von elektrischem und thermischem Management.
Als Partner für Wärmemanagement konzentriert sich Walmate auf Direct-to-Chip-Kühltechnologie und die Optimierung des Wärmewiderstands auf Systemebene, um praktikable Wärmeableitungslösungen für Photovoltaik-Speichersysteme bereitzustellen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Dieser Artikel untersucht den Innovationspfad der Wärmeableitungstechnologie für HGÜ-Systeme vor dem Hintergrund der rasanten Entwicklung der KI-Rechenleistung und konzentriert sich dabei auf zwei Hauptbereiche: Synergien bei der Flüssigkeitskühlung und Materialverbesserungen. Der Inhalt basiert auf öffentlichen Brancheninformationen. Sollten Auslassungen vorliegen, bitten wir um entsprechende Korrekturen.
1-Der Aufstieg der HGÜ und der unvermeidliche Anstieg des Kühlbedarfs
Der explosionsartige Anstieg der KI-Rechenleistung hat die Leistungsdichte von Rechenzentren deutlich erhöht (einzelne Schränke über 100 kW) und die Nachfrage nach hocheffizienten Stromversorgungssystemen angetrieben. Herkömmliche USV-Systeme stehen vor Herausforderungen hinsichtlich Effizienz und Stellfläche, während sich HGÜ-Systeme dank ihrer hohen Effizienz, geringen Verluste, geringen Größe und hohen Zuverlässigkeit schnell zur gängigen Stromversorgungslösung für KI-Rechenzentren entwickeln. Dies treibt das rasante Wachstum des HGÜ-Marktes und die zunehmende Verbreitung von KI-Rechenzentren voran. Gleichzeitig führt die KI-Nachfrage dazu, dass die HGÜ-Technologie auf höhere Spannungsebenen (z. B. 750-V- und 1000-V-Systeme) weiterentwickelt wird, um Effizienz und Leistungsbelastbarkeit weiter zu verbessern.
a. Explosion der KI-Rechenleistung und Anforderungen an die Energieeffizienz
Um hohe Energieeffizienzstandards (z. B. PUE ≤ 1,5/≤ 1,3 für Rechenzentren) zu erfüllen, muss die HGÜ-Kühltechnologie Folgendes erreichen:
· Effizientes Kühldesign mit Flüssigkeitskühlung zur Bewältigung der hohen Leistungsdichte; präzise Steuerung der Kühlparameter.
· Optimierung der Wärmeträgermedien, bevorzugter Einsatz von deionisiertem Wasser und Auswahl stabiler Flüssigkeiten, die in besonderen Fällen eine Phasentrennung verhindern (z. B. PCD).
· Die Kühlerleistung wurde verbessert, und es kommen Materialien mit hoher Wärmeleitfähigkeit zum Einsatz; das spezielle Design der Strömungskanäle verbessert die Wärmeübertragungseffizienz.
· Dynamische Temperaturregelung und -überwachung, Echtzeitüberwachung der wichtigsten Punkttemperaturen; ausgestattet mit Diagnosegeräten zur Fehlervorhersage.
· Redundanz- und Zuverlässigkeitsdesign, z. B.: N+1-redundante Konfiguration des Kühlsystems, Zweikreis-Kaltwasserleitungsnetz zur Vermeidung von Einzelpunktausfällen.
· Notfall-Wärmeableitungskapazität, unterstützt die Wärmeableitung unter extremen Betriebsbedingungen.
· Anpassungsfähigkeit an Umgebungsbedingungen, Gewährleistung eines stabilen Betriebs bei einer Umgebungstemperatur von 15–35 °C und Berücksichtigung einer feuchtigkeitsgeschützten Belüftung.
b. Vertiefte Anwendung von Halbleitern der dritten Generation (SiC/GaN)
Der Anstieg der KI-Rechenleistung hat die 800-V-Hochspannungs-Gleichstromarchitektur zu einem neuen Trend in Rechenzentren gemacht:
·SiC/GaN ersetzt aufgrund seiner hohen Leistungsdichte, Hochfrequenzschaltung und geringen Verluste schrittweise herkömmliche Silizium-basierte Bauelemente.
·Erhebliche Verbesserung der Systemeffizienz.
·Senkung der Materialkosten und Erhöhung der Zuverlässigkeit.
c. Energieeffizienzvorteile von HGÜ gegenüber Wechselstromversorgung und ihre Auswirkungen auf die Wärmeableitung
Die Anforderungen der HGÜ-Architektur an Wärmeableitungssysteme spiegeln sich hauptsächlich in hoher Leistungsdichte, effizienten Kühlmethoden, redundantem Design, Anpassungsfähigkeit an Umgebungsbedingungen, optimierter Energieeffizienz und schneller Fehlerbehebung wider. Diese Anforderungen bestimmen gemeinsam die Komplexität und die Herausforderungen von HGÜ-Systemen in Design und Betrieb.
Tabelle 1: Aufschlüsselung der Hauptursachen für die Unterschiede bei den Energieumwandlungsverlusten bei HGÜ und Wechselstrom
2-Innovationskern: Synergien bei der Flüssigkeitskühlung und Materialverbesserungen
a. Flüssigkeitskühlung: Generationswechsel von Edge- zum Mainstream-System
Die Verbreitung von Flüssigkeitskühlung hat rasant zugenommen. Die KI-Rechenleistung treibt den GPU-Stromverbrauch auf 1000 W, was eine Transformation der Luftkühlung erforderlich macht. Edge-Szenarien müssen sich an den extremen Temperaturbereich von -30 °C bis 60 °C anpassen.
Tabelle 2: Generationswechsel der Technologiepfade
b. Materialverbesserung: Ein entscheidender Durchbruch bei der Bewältigung extremer thermischer Herausforderungen
Materialverbesserungen ermöglichen Durchbrüche bei der Wärmeableitung: Optimiertes Thyristor-Wärmemanagement durch hochwärmeleitende Grenzflächenmaterialien, die Kombination von Aluminiumnitrid-Keramiksubstraten (Wärmeleitfähigkeit ≥ 180 W/mK) zur Verbesserung der Wärmeableitungskapazität von SiC/GaN-Bauelementen und die Nutzung einer zusammengesetzten Flüssigkeitskühlungsstruktur zur Unterstützung einer hohen Leistungsdichte. Auf Systemebene sorgen eine redundante N+1-Flüssigkeitskühlungsarchitektur, eine intelligente Temperaturregelungsstrategie und ein 800-V-Spannungsfestigkeits-Pipeline-Design für eine sichere und effiziente Wärmeableitung.
3-Technische Herausforderungen und Chancen in der Kühlkette
a. Zentrale Herausforderungen: Engpässe bei Standardisierung und Kompatibilität
Die mangelnde Einheitlichkeit der Schnittstellen der Kühlplatte auf Chipebene und die unterschiedlichen Spannungsfestigkeiten der Rohrleitungen auf Schrankebene (500–800 V) führen zu mangelnder Kompatibilität und erhöhen die Transformationskosten. Die Kühlplatten- und Immersionstechnologie sind getrennt, und fehlende Standards für die Kühlmittelisolierung verstärken die Fragmentierung der Branche. Betrieb und Wartung bergen Gefahren, wie z. B. unzureichende Leckageerkennungsmechanismen und fehlende Standards für die Leistungsminderung des Kühlmittels. Die Hauptursache liegt in der ökologischen Trennung der drei Parteien Chiphersteller/Serverhersteller/Anbieter von Flüssigkeitskühlungslösungen, die ein Inselproblem mit unklaren Verantwortlichkeiten schafft.
b. Kooperationsmöglichkeiten: Technische und industrielle Zusammenarbeit
Die Chipebene fördert die Standardisierung der Kühlplattenschnittstellen, und die Systemebene verknüpft HGÜ-Last und Kühldurchflussrate durch KI-Temperaturregelungsalgorithmen. Die Industrie nutzt ODCC zur Festlegung von Schnittstellen- und Kühlmittelstandards und verkürzt den Bereitstellungszyklus durch modulare Gesamtmaschinen. Innovative Kühlmittelregenerationstechnologien und Leasingmodelle senken die Kosten und decken Leckagerisiken durch Versicherungsmechanismen ab, um eine dreidimensionale Zusammenarbeit zwischen Technologie, Industrie und Finanzen zu erreichen.
Die HGÜ-Kühltechnologie steht derzeit noch vor Herausforderungen wie Standardisierung und Kompatibilität, doch die industrielle Zusammenarbeit zeichnet sich durch Durchbrüche ab. Dieser Artikel stellt lediglich eine vorläufige Beobachtung dar, und wir freuen uns darauf, Optimierungsansätze mit Branchenkollegen zu diskutieren.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
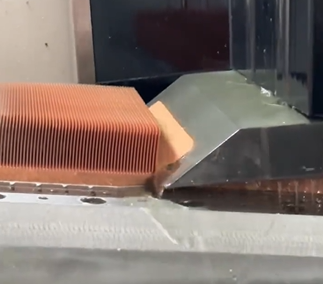
Bei der Herstellung von Kühlkörpern sind Materialauswahl und Präzision der Schälrippen entscheidend. Angesichts der hohen Anforderungen an ultradünne und hochdichte Rippen besteht die zentrale Herausforderung darin, Wärmeleitfähigkeit, Kosten und Verarbeitbarkeit des Materials in Einklang zu bringen. Wie lassen sich die Grenzen der Ausrüstung überwinden, eine stabile Genauigkeit im Mikrometerbereich erreichen und gleichzeitig die Konsistenz der Zahnform und die Effizienz der Wärmeableitung sicherstellen? Dies bestimmt direkt die Produktleistung, die Kostenwettbewerbsfähigkeit und den Ertrag in der Massenproduktion.
1-Kernpunkte und Herausforderungen des Prozesses
a. Prozessprinzip: Schichtweises Schaben (Schruppen → Feinbearbeitung) formt hochdichte Rippenstücke.
Schichtweises Schaben entfernt überschüssiges Material schnell durch Schruppen und gewährleistet durch Feinbearbeitung eine präzise Rippenform. Dabei treten jedoch drei wesentliche Widersprüche auf:
· Kontrolle der thermischen Verformung: Die hohe Schnittwärme, die beim Schruppen entsteht, führt zu einer lokalen Ausdehnung dünnwandiger Rippenstücke. Diese Verformung muss beim Feinbearbeiten ausgeglichen werden, da sonst Elliptizitätsfehler (z. B. ungleichmäßige Abstände der Wärmeableitungsrippen) entstehen.
· Spannungsausgleich: Die Akkumulation von Eigenspannungen beim schichtweisen Bearbeiten führt zu Verzug der Zahnstücke, insbesondere bei Aluminium (hohe Wärmeleitfähigkeit, aber geringe Streckgrenze). Daher muss die Schnittkraft durch die Strategie „geringe Schnitttiefe und hoher Vorschub“ reduziert werden.
· Präzisionsübertragung: Das beim Schruppen verbleibende, gezackte Restmaterial erhöht die Belastung des Feinbearbeitungswerkzeugs, was leicht zu Rattern und Toleranzen in der Rippendicke führen kann.
b. Zwei große Schwachstellen
· Materialauswahl für Kühlkörper: Bei der Materialauswahl für Kühlkörper muss ein ausgewogenes Verhältnis zwischen Wärmeleitfähigkeit, Verarbeitbarkeit und Kosten gefunden werden. Durch Leistungsvergleiche und Auswahlentscheidungen, kombiniert mit Materialmodifikationen und Kostenkontrolle, lässt sich eine synergetische Optimierung erreichen.
Tabelle 1: Quantitativer Vergleich der Materialeigenschaften und Auswahllogik
· Equipment accuracy: Equipment accuracy optimization improves machining accuracy and tool life by suppressing cutting thermal deformation, tool wear and error, using innovative tools and thermal-mechanical coupling error compensation.
Tabelle 2: Kausale Kette von Präzisionsfehlern
2-Materialauswahl: Der Schlüssel zu Leistung und Kosten
a. Wärmeleitfähigkeit ist entscheidend
· Hoher Wärmestrom (> 100 W/cm²): Kupfer (Wärmeleitfähigkeit 380 W/m·K) wird bevorzugt, da seine Wärmeleitfähigkeit 30 % höher ist als die von Aluminium.
Risikokontrolle: Beizen zur Entfernung der Oxidschicht (10 % HNO₃) + Benzotriazol-Ölfilm zur Verhinderung von Sekundäroxidation, wodurch der Werkzeugverschleiß um 40 % reduziert wird.
Mittlerer und niedriger Wärmestrom (< 80 W/cm²): Reinaluminium (Wärmeleitfähigkeit 210 W/m·K) wird bevorzugt, da es die meisten Anforderungen an Unterhaltungselektronik erfüllt und nur 30 % des Kupferpreises einspart.
b. Kostenoptimierung
· Kostensensitive Projekte: Materialverdünnung (z. B. Aluminiumsubstrat von 4 mm auf 2 mm); Abfallrecycling (Kupferspäne-Rückgewinnungsrate > 95 %); lokales Verbunddesign (Kupfer wird nur im Kontaktbereich der Wärmequelle verwendet).
· Alternative Lösung: Reinaluminium + Heatpipe-Design, äquivalente Wärmeleitfähigkeit 200–220 W/m·K.
c. Kompromiss bei der Verarbeitungsschwierigkeit
· Bei hohen Rippenanforderungen (> 70 mm) wählen Sie Reinaluminium. Die maximale Rippenhöhe beträgt 120 mm und die Biegefestigkeit ist höher als bei Kupfer. Vorbehandlung und Vorglühen des Aluminiums (Restspannungsreduzierung) reduzieren Härteschwankungen.
· Für hochpräzise Rippenformen (Rippendicke < 0,5 mm) wählen Sie Aluminium der Serie 6. AL6063 wird nach der Weichbearbeitung gehärtet, wodurch die Rippendicke auf 0,25 mm eingestellt werden kann. Vermeiden Sie die direkte Verarbeitung von Hartkupfermaterialien (leichtes Einfallen der Zähne). Eine Vorbehandlung bei niedrigen Temperaturen ist erforderlich.
3-Optimierung der Anlagenpräzision: Der Schlüssel zur Verbesserung der Ausbeute
Die Anlagenpräzision ist der Kern des Schälprozesses, um hochdichte Lamellen zu erzielen und Verformungen und Verschleiß zu kontrollieren.
Tabelle 3: Einflussmechanismus von Gerätefehlerquellen auf den Ertrag
Ideen zur Optimierung der Präzision von Schälmaschinen:
· Zentrale Präzisionsverbesserung: CNC-Substitution, Ersatz mechanischer Getriebe durch CNC-Systeme zur Vermeidung von Indexierungsfehlern; Unterdrückung thermischer Verformungen durch Kaltluftschneidtechnologie und kombinierte Kompensationstechnologie zur aktiven Kontrolle der thermischen Verformung während der Bearbeitung; Werkzeugverstärkung durch Aufbringen einer CBN-Beschichtung und Optimierung der geometrischen Struktur zur Verbesserung der Werkzeugbruchfestigkeit.
· Wichtigste Erfolge: Die Bearbeitungsgenauigkeit der Maschinen erreicht ±0,003 mm (Mikrometerebene); die Konstruktion extremer Lamellen mit einer Dicke von 0,3 mm und einer Lamellenhöhe von 120 mm wird erfolgreich unterstützt; die Produktionsausbeute konnte deutlich von 65 % auf 95 % gesteigert werden.
Zusammenfassend lässt sich sagen, dass präzise Materialabstimmung und extreme Schälgenauigkeit die Haupthindernisse bei der Kühlerherstellung sind. Optimierte Materialien gewährleisten die Leistungsfähigkeit, während mikrometergenaue Maschinen (CNC-Getriebe, Unterdrückung thermischer Verformungen und langlebige Werkzeuge) die einzige Möglichkeit sind, eine hohe Ausbeute zu erzielen und die Konstruktion extremer Lamellenformen zu ermöglichen. Nur durch die kontinuierliche Optimierung dieser beiden Kerne und den proaktiven Einsatz fortschrittlicher Präzisionssteuerungstechnologien können wir die marktführende Position in der Kühlerverarbeitung festigen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
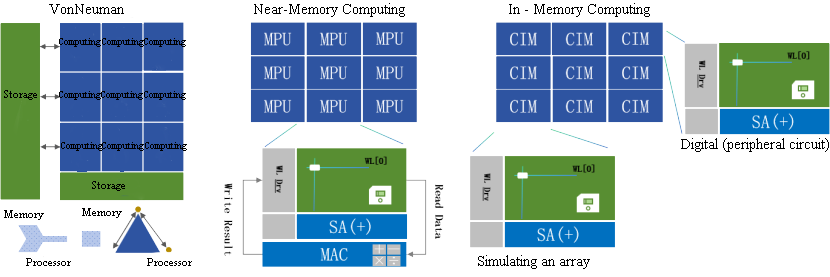
Die rasant steigende Rechenleistung von KI-Servern stößt auf „thermische Grenzen“ – die Leistungsdichte von Chips übersteigt 1000 W/cm² (z. B. NVIDIA H100), die Leistungsdichte von Gehäusen steigt von 2,4 kW auf 120 kW und die herkömmliche Luftkühlung erreicht die physikalische Grenze von 8–10 kW. Die zugrunde liegende Logik dieser „Wärmeableitungskrise“ ist das Ergebnis des Quanteneffekt-Dilemmas der Chiparchitektur (die Leckrate steigt unter 3 nm sprunghaft an), des unausgewogenen Energieverbrauchs bei der Datenverarbeitung (die mehr als 90 % des Systemstromverbrauchs ausmacht) und des exponentiellen Bedarfs an Training für große Modelle (GPT-4 verbraucht 32,4 TWh Strom für ein einziges Training). Angesichts starker politischer Beschränkungen (Chinas PUE ≤ 1,25) und des Drucks zur Energieeffizienz hat sich die Flüssigkeitskühlungstechnologie vom Randexperiment zum Mainstream entwickelt und ist zum Schlüssel zur Erschließung der KI-Rechenleistung geworden.
1-Die zugrunde liegende Logik der Kühlanforderungen für KI-Server
a. Chiparchitektur und Stromverbrauchsrevolution
Die Rechenleistungsdichte (Rechenleistung pro Flächeneinheit bzw. Stromverbrauchseinheit) und der Stromverbrauch von KI-Chips sind die wichtigsten Indikatoren für deren Leistung. Im Folgenden wird eine Analyse anhand von drei typischen Chips durchgeführt:
Da die Rechenleistung kontinuierlich steigt, kann die Chipleistung aufgrund physikalischer Einschränkungen bei Wärmeableitung und Energieeffizienz nicht voll ausgeschöpft werden. Dieses Phänomen der „Stromverbrauchsmauer“ ist auf folgende Ursachen zurückzuführen:
· Verzögerung der Wärmeableitung; die Wachstumsrate der Chip-Leistungsdichte (> 1000 W/cm²) übersteigt die Iterationsgeschwindigkeit der Wärmeableitungstechnologie bei weitem, sodass herkömmliche Lösungen an physikalische Grenzen stoßen.
· Unausgewogene Struktur des Energieverbrauchs. Auf physikalischer Ebene schwächt der Quantentunneleffekt unterhalb von 3 nm die Verbesserung der Energieeffizienz, und 3D-Stacking führt zu einem starken Rückgang der Wärmeableitungseffizienz um 30–50 %. Auf architektonischer Ebene macht der Energieverbrauch der Datenverarbeitung mehr als 90 % aus, und die Wachstumsrate der Rechenleistung (750-fach/2 Jahre) und der Speicherbandbreite (1,4-fach/2 Jahre) geraten ernsthaft aus dem Gleichgewicht. Auf Anwendungsebene erhöhen eine große Explosion der Modellparameter (z. B. verbraucht das GPT-4-Training 32,4 TWh) und eine dynamische Belastung (der momentane Stromverbrauch übersteigt TDP um 200 %) den Wärmeableitungsdruck.
Abbildung 1: Die Integration von Speicher und Computing
b. Wandel der Schaltschrankleistungsdichte
Die Schaltschrankleistungsdichte erlebt eine Revolution – von der allgemeinen Rechenleistung hin zu KI-gesteuerter Ultradichte. Das Paradigma hat sich von der „Geräteraumanpassung“ zum „Gerätedefinitionsraum“ gewandelt. Der Bedarf an KI-Rechenleistung hat die Infrastruktur zu sprunghaften Modernisierungen gezwungen.
· Exponentieller Übergang: Die globale Durchschnittsdichte stieg von 2011 bis 2024 von 2,4 kW/Gehäuse auf 9,5 kW/Gehäuse (CAGR ≈12 %). Intelligente KI-Rechenzentren haben die Dichte auf über 120 kW/Gehäuse (z. B. NVIDIA GB200 NVL72) gesteigert und könnten 2030 die MW-Marke erreichen.
· Der sprunghaft ansteigende Stromverbrauch von KI-Chips (H100-Einzelkarte 700 W → GB200-Einzelkarte 1200 W) und der Bedarf an großem Modelltraining (GPT-4-Einzeltraining verbraucht 32,4 TWh Strom) führen zu einem „Doppelhelixeffekt“, der die Gehäusedichte zwingt, mit dem Anstieg der Rechenleistung Schritt zu halten.
Technologischer Durchbruch: Die Luftkühlungsgrenze (8–10 kW) wird durch Flüssigkeitskühlung ersetzt. Kühlplatten (20–50 kW) und Tauchkühlung (50–120 kW) unterstützen eine hohe Dichte. Das Stromversorgungssystem wurde auf Hochspannungs-Gleichstrom-Übertragung (HGÜ) umgerüstet, Wirkungsgrad > 98 %. Die Raumausnutzung wurde um 40 % erhöht (Entfernung von Luftkanälen). Die Flüssigkeitskühlung senkt den PUE auf 1,08.
c. Politische und Energieeffizienz-orientierte Maßnahmen
Chinas Projekt „East Data West Computing“: Für östliche Knotenpunkte ist ein PUE von ≤ 1,25 und für westliche Knotenpunkte von ≤ 1,2 vorgeschrieben, was die Verbreitung der Flüssigkeitskühlungstechnologie vorantreibt. Am Beispiel des Knotenpunkts in der Inneren Mongolei kann der Einsatz von Tauchflüssigkeitskühlung den PUE auf 1,08 senken und so jährlich über 20 Millionen kWh Strom einsparen.
· Globale CO2-Emissionsvorschriften: Die EU-CSRD-Richtlinie verpflichtet Rechenzentren zur Offenlegung ihres gesamten CO2-Fußabdrucks über den gesamten Lebenszyklus, und der kalifornische „Climate Enterprise Data Accountability Act“ schließt Scope-3-Emissionen in die verpflichtende Offenlegung ein. Flüssigkeitskühlungstechnologie ist aufgrund der Reduzierung indirekter Emissionen (wie z. B. Kältemittelleckagen) zum Schlüssel zur Einhaltung der Vorschriften geworden.
Wirtschaftlicher Nutzen: Flüssigkeitskühlung spart 30–50 % Kühlenergie im Vergleich zur Luftkühlung. In Kombination mit den unterschiedlichen Strompreisen zu Spitzen- und Talzeiten kann sich die Amortisationszeit der Investition auf 3–5 Jahre verkürzen.
2-Entwicklung der Wärmeableitungstechnologie und Differenzierung technischer Ansätze
a. Flüssigkeitskühlungstechnologie: Vom Edge-End- zum Mainstream-Markt
Der Übergang der Flüssigkeitskühlung vom Edge-Experiment zum Wärmeableitungsstandard stellt eine Neuausrichtung von Rechenleistungsdichte und Energieeffizienz dar und führt zu einer Neustrukturierung der Wertschöpfungskette im Rechenzentrum.
· Entwicklungsprozess: Marginalisierungsphase (1960er–2010er Jahre), Nutzung ausschließlich im Supercomputing- und Militärbereich (z. B. Cray-2), eingeschränkt durch Materialkorrosion und hohe Kosten; Durchbruchsphase (2010er–2020er Jahre), GPU-Wärmedichte über 500 W/cm² (NVIDIA P100), und die chinesische PUE-Richtlinie (China PUE ≤ 1,25) förderte die kommerzielle Nutzung. Die Kosten für die Umstellung auf Kühlplatten sanken auf das 1,2-Fache der Luftkühlung. Mainstream (knapp 2–3 Jahre), KI-Gehäuse mit einer Leistungsdichte von über 120 kW (z. B. NVIDIA NVL72), Flüssigkeitskühlung hatte 12,2 % geringere Gesamtbetriebskosten als Luftkühlung und verkürzte die Amortisationszeit auf 3–5 Jahre.
· Evolutionäre und technische Logik: Von der „an Chips angepassten Luftkühlung“ zur „chipdefinierten Wärmeableitung“ wird Flüssigkeitskühlung zum zentralen Hebel für die Freisetzung von Rechenleistung. Industrielle Logik: Positive Kreislauffolge: „Politisch getriebene Standards → Standards senken Kosten → Kosten fördern die Verbreitung“. Ökologische Logik: Neugestaltung der Wertschöpfungskette im Rechenzentrum: Kühlsysteme werden von Kostenstellen zu Energieeffizienz-Assets.
· Differenzierung technischer Ansätze: Die Differenzierung der Flüssigkeitskühlungstechnologie ergibt sich aus dem Spiel zwischen Wärmeableitungseffizienz und Transformationskosten. Kühlplatten priorisieren Kompatibilität, gleichen Kosten und Risiken durch lokale Transformation aus und passen sich an Szenarien mittlerer Dichte an. Der Immersionstyp nutzt die physikalische Wärmeableitungsgrenze und durchbricht die Wärmedichtegrenze durch Systemrekonstruktion, steht jedoch vor Herausforderungen hinsichtlich Material, Betrieb und Wartung. Der Sprühtyp ermöglicht eine präzise Temperaturregelung auf Chipebene und ebnet den Weg für sensible Szenarien wie optisches Computing. Die Differenzierung der Flüssigkeitskühlungstechnologie basiert im Wesentlichen auf dem unlösbaren Dreieck zwischen Wärmeableitungseffizienz, Transformationskosten und Betriebs- und Wartungskomplexität. Der Kühlplattentyp ist ausgewogen, der Immersionstyp nutzt die physikalische Grenze und der Sprühtyp zielt auf eine präzise Temperaturregelung. Zusammengenommen fördern diese drei Aspekte die Flüssigkeitskühlung von einer „technischen Option“ zu einer „Rechenleistungsbasis“.
b. Kühltechnologie auf Chipebene präsentiert mehrdimensionale Durchbrüche
Die Kühltechnologie auf Chipebene durchläuft eine Dreifaltigkeit von Innovationen in den Bereichen Material-Struktur-Kontrolle. Kurzfristig wird sie von 3D-Mikrofluidik und Kühlplatten-Flüssigkeitskühlung (mit TDP im Kilowattbereich) dominiert, langfristig setzt sie auf Quantenkühlung und photothermische Synergie, um physikalische Grenzen zu durchbrechen. Ihre Entwicklung bestimmt unmittelbar die Effizienz der KI-Rechenleistung und die Entwicklung der Energieeffizienz von Rechenzentren.
· Materialien: Diamant/Graphen nähern sich der physikalischen Grenze der Wärmeleitfähigkeit, und Phasenwechselmaterialien lösen vorübergehende Thermoschocks.
· Struktur, Mikrofluidik und Kühlplatten werden von der externen Befestigung zur Chip-Einbettung verlagert, was kürzere Wärmeableitungswege und höhere Effizienz ermöglicht.
· Steuerung: Aktive Festkörperkühlung von Chips durchbricht Volumenbeschränkungen, und die dynamische KI-Regelung ermöglicht Synergien im Wärme-Computing.
· Kerntrend: Die Integration dieser drei Technologien fördert die Weiterentwicklung der Wärmeableitung von passiver Wärmeleitung zur aktiven Temperaturregelung auf Chipebene und unterstützt so die TDP-Anforderungen einzelner Chips im Kilowattbereich.
Die Entwicklung der Wärmeableitungstechnologie hat sich von der „Einzelpunktinnovation“ zur „Systemrekonstruktion“ weiterentwickelt: Kaltplatten-Flüssigkeitskühlung ermöglicht die Transformation bestehender Systeme mit Kompatibilität, Immersion durchbricht die physikalische Grenze der Wärmeableitung und die Chip-Level-Sprühtechnologie ermöglicht präzise Temperaturregelung. Zusammen bilden diese drei Technologien ein mehrschichtiges Wärmeableitungssystem. Mit der kommerziellen Nutzung von Quanten-Wärmeableitung und photothermischer Synergietechnologie werden sie künftig ultradichte Rechenleistung im Megawatt-Bereich in einem einzigen Gehäuse ermöglichen. Dieser Prozess revolutioniert nicht nur das Wärmeableitungsparadigma, sondern macht Rechenzentren auch von Energieverbrauchern zu energieeffizienten Anlagen – Schätzungen zufolge kann die vollständige Flüssigkeitskühlung Rechenzentren weltweit bis 2030 zu 450 Millionen Tonnen CO2-Emissionen verhelfen. Wärmeableitung entwickelt sich vom Kostenfaktor zum Kern der KI-Rechenleistungsökonomie.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Wenn man einen Kühlkörper sieht, der so präzise wie Kammzähne in einem elektronischen Gerät ist, könnte man meinen, seine Spitzenleistung sei schon lange vor dem Kontakt der Klinge mit dem Metall festgelegt. Warum investieren große Hersteller viel Geld in die Materialvorbehandlung? Denn dieser Schritt kann den Kühlkörper direkt verbessern: Aluminiumschneiden spart 20 % des Arbeitsaufwands, Kupferkühlkörper bleiben drei Jahre länger haltbar und selbst 12 cm hohe Kühlkörper lassen sich in einem Durchgang schneiden. Dieser Artikel stellt vor, wie man Metall mit wissenschaftlichen Methoden „auflockert“, sodass Hartmetall präzise in einen perfekten Kühlkörper verwandelt werden kann.
1-Warum ist die Vorbehandlung der „unsichtbare Motor“ des Skived-Kühlkörper?
a. Herausforderungen bei der Herstellung hochpräziser Kühlkörper
· Eigenspannungskonzentration: Die durch den Walz- oder Gießprozess der Rohmaterialien entstandenen Eigenspannungen werden beim Schälen freigesetzt, wodurch sich das Substrat verzieht.
· Materialerweichung: Aluminium, Kupfer und andere Werkstoffe erweichen während des Schneidprozesses lokal durch Temperaturanstieg (Aluminium 40–60 °C, Kupfer 80–120 °C), wodurch der Zahn einbricht oder Grate entstehen.
· Oberflächenoxidation: Kupfer oxidiert an der Luft leicht und bildet eine CuO-Schicht (hohe Härte und hohe Sprödigkeit), die den Werkzeugverschleiß erhöht und die Werkzeuglebensdauer verkürzt.
b. Vorbehandlung – die entscheidende Brücke vom metallischen Rohmaterial zum präzisen Zahnprofil
· Optimierung der Materialeigenschaften durch Rekristallisationsglühen von Aluminium- bzw. Kupferwerkstoffen. Dadurch werden die beim Walzen entstehenden Eigenspannungen eliminiert und die Gleichmäßigkeit der Werkstoffhärte deutlich verbessert.
· Oberflächenzustandskontrolle: Durch chemische Reinigung wird die Oxidschicht auf der Materialoberfläche entfernt. Beispielsweise kann Kupfer mit 10 %iger HNO₃ beizen. Die Oberflächenrauheit kann nach der Behandlung auf 0,4 μm reduziert werden, wodurch die Werkzeughaftung effektiv verringert wird. Alternativ kann Aluminium passiviert werden, beispielsweise durch Eloxieren. Dabei bildet sich ein 5–10 μm dicker Al₂O₃-Film, der Sekundäroxidation während der Bearbeitung vorbeugt.
c. Wie verbessert die Vorbehandlungstechnologie die Bearbeitungseffizienz?
· Verkürzung des Bearbeitungszyklus. Der Schnittwiderstand des Materials wird nach der Vorbehandlung reduziert, was eine höhere Vorschubgeschwindigkeit ermöglicht.
· Reduzierte Nachbearbeitungsrate: Durch Spannungsfreisetzung wird die Ebenheitsrate des Substrats deutlich verbessert, wodurch Nachkorrekturen entfallen.
2-Grundlagen der Vorbehandlungstechnologie: Die Integration von Werkstoffwissenschaft und Technologie
Der Kern der Vorbehandlungstechnologie besteht darin, die Prozesslogik anhand der Werkstoffeigenschaften anzupassen, um die inhärenten Widersprüche von Werkstoffen mit hoher Wärmeleitfähigkeit wie Aluminium und Kupfer beim Wälzschälen von Zahnrädern zu lösen.
a. Werkstoffeigenschaften bestimmen die Vorbehandlungslogik
Vorbehandlung von Aluminiumwerkstoffen: Glühen bei 300–350 °C für 2 Stunden reduziert Walzspannungen und verbessert die Härtegleichmäßigkeit um 40 %. Die Oberflächenbehandlung kann durch Eloxieren zur Erzeugung einer 5–10 μm dicken Al₂O₃-Schicht oder durch chemische Passivierung (Chromatierung) erfolgen, um die Oxidation während der Verarbeitung zu verhindern.
Vorbehandlung von Kupferwerkstoffen: Glühen bei 500–600 °C für 1 Stunde macht das Material weicher, reduziert die Härte von 80 HB auf 45 HB und reduziert die Schnittkraft um 30 %. Beim Beizen wird eine 10%ige HNO₃-Lösung verwendet, um die Oxidschicht zu entfernen. Ab einer CuO-Schichtdicke von 1 μm erhöht sich der Werkzeugverschleiß um 50 %.
b. Kernwiderspruch: Verarbeitungsparadoxon bei Werkstoffen mit hoher Wärmeleitfähigkeit
Widerspruch: Die hohe Wärmeleitfähigkeit (z. B. 380 W/mK bei Kupfer) ist der Hauptvorteil des Kühlkörpers. Eine hohe Wärmeleitfähigkeit führt dazu, dass die Schnittwärme schnell auf das Werkzeug übertragen wird, was den Verschleiß beschleunigt (die Standzeit bei der Kupferbearbeitung beträgt nur ein Drittel der von Aluminium).
Vorbehandlungsschema, Gleichgewicht zwischen Wärmeleitfähigkeit und Bearbeitbarkeit, z. B. Niedertemperaturvorbehandlung von Kupferwerkstoffen zur Reduzierung des Anstiegs der Schnitttemperatur oder Gradientenwerkstoffdesign; Oxidschichtmanagement, z. B. Erhalt des dichten Al₂O₃-Films von Aluminiumwerkstoffen zur Reibungsreduzierung; Beschichtung der Kupferwerkstoffe mit einem Benzotriazol-Ölfilm nach dem Beizen zur Verhinderung der Sekundäroxidation.
3-Kernmethoden der Vorbehandlung
a. Mechanische Vorbehandlung: Vorbereitung der Weiterverarbeitung
Oberflächenreinigung (Sandstrahlen/Polieren), Entfernung von Oxidschichten, Ölflecken und Graten, Verbesserung der Oberflächenrauheit (Ra-Wert), Verbesserung der Beschichtungshaftung oder des anschließenden Beizeffekts.
b. Chemische Vorbehandlung: Aktivierung der Oberflächenaktivität
Durch physikalische Reinigung (Dekontamination), chemische Modifizierung (Bildung eines Konversionsfilms) und Verbesserung der Oberflächeneigenschaften wird die Materialoberfläche von einem inerten in einen hochaktiven Zustand überführt. Der Kern liegt in der Abstimmung von Oberflächenrauheit, Dichte der chemischen funktionellen Gruppen und Korrosionsbeständigkeit, um ein ideales Substrat für nachfolgende Prozesse zu schaffen.
c. Wärmebehandlung: Umformung der Materialmikrostruktur
Durch die präzise Steuerung der Heiz-, Isolations- und Abkühlprozesse des Materials wird die Mikrostruktur neu organisiert und optimiert. Der Kern liegt in der Nutzung thermischer Aktivierungsmechanismen, um atomare Diffusion, Phasenwechsel und Defektreorganisation voranzutreiben und dem Material so neue Leistungsmerkmale zu verleihen.
d. Zusammensetzungskontrolle: Vollständiges Prozessmanagement vom Schmelzen bis zum Formen
Die Zusammensetzungskontrolle ist die Kerntechnologie der Materialherstellung. Durch die Auswahl der Rohstoffe, eine präzise Schmelzkontrolle und Optimierung der Formparameter, kombiniert mit digitaler Erkennung, eine Feinkontrolle der Schwankungen und eine verbesserte Leistung.
4-Aluminum vs. Copper: Differentiated Pretreatment Strategies
Due to the significant differences in the physical and chemical properties of aluminum and copper, pretreatment strategies need to be designed specifically to solve their respective processing pain points.
5-Wie wird die Vorbehandlung zu einem effizienten „Verstärker“?
a. Zusammenspiel mit dem Schälverfahren
· Reduzierter Werkzeugverschleiß: Nach der Vorbehandlung werden die Restoxidschichten auf der Oberfläche reduziert, die Standzeit des Schälwerkzeugs verlängert und die Abplatzrate von hochdichten Lamellen reduziert.
· Verbesserte Bearbeitungsgenauigkeit: Die Sandstrahlvorbehandlung eliminiert Materialeigenspannungen, reduziert den Zahnhöhenfehler von ±0,5 mm auf ±0,1 mm und erfüllt die Anforderungen an hochverzahnte Zähne (Zahnhöhe/Substratdicke ≥10).
b. Zusammenspiel mit der Oberflächenbehandlung
· Verbesserte Beschichtungshaftung: Nach der Passivierungsvorbehandlung kann die Erfolgsquote bei Beschichtungshaftungsprüfungen deutlich verbessert werden.
· Reduzierter thermischer Kontaktwiderstand: Durch die Vorbehandlung entsteht eine gleichmäßige mikroporöse Struktur, die den thermischen Widerstand der Schweißschnittstelle zwischen Heizkörper und Wärmerohr um 15–20 % reduziert.
c. Zusammenarbeit mit der CNC-Oberflächenbearbeitung
· Reduzierung sekundärer Bearbeitungsfehler: Nach der chemischen Reinigung zur Entfernung von Ölflecken reduziert sich die Gratbildung beim CNC-Fräsen von Aluminium um 60 % und die Anzahl der Gewindeschneid- und Gleitfehler um 50 %.
d. Einfluss der Vorbehandlung auf die Produktionseffizienz
· Verbesserte Ausbeute: Durch die Optimierung der chemischen und mechanischen Vorbehandlungsprozesse konnte die Ausbeute an Skived-Kühlkörper und die CNC-Bearbeitung deutlich verbessert und die Produktqualität gewährleistet werden.
· Verkürzter Bearbeitungszyklus: Nach der Vorbehandlung ist bei der Aluminiumbearbeitung kein separates Entgraten erforderlich, und die Bearbeitungszeit eines einzelnen Werkstücks verkürzt sich erheblich. Die Bearbeitungsgeschwindigkeit der automatisierten Sandstrahlanlage wird erhöht, und die Produktionseffizienz wird deutlich verbessert.
· Reduzierter Energieverbrauch und geringere Kosten: Durch die mechanische Vorbehandlung anstelle des chemischen Beizens wird der Energieverbrauch der Bearbeitung reduziert. Nach der Vorbehandlung verringert sich die Härte des Materials, der Formverlust wird reduziert und die Produktionskosten werden effektiv gesenkt.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Mit der Beschleunigung des globalen Energiewandels gewinnt die Rolle von Energiespeichersystemen in der Frequenzregelung, dem neuen Energieverbrauch und anderen Szenarien zunehmend an Bedeutung. Als Kernträger muss das Design des ESS-Batteriegehäuses hinsichtlich der Anpassungsfähigkeit an extreme Klimabedingungen, struktureller Festigkeit und langfristiger Zuverlässigkeit berücksichtigt werden. Ausgehend von den Szenarioanforderungen beleuchtet dieser Artikel die wichtigsten technischen Ansätze zur Klimaanpassung, analysiert die Designherausforderungen und Innovationsrichtungen und bietet eine Referenz für die Entwicklung eines ESS-Batteriegehäuses mit hoher Anpassungsfähigkeit an die Umwelt.
1. Differenzierung der Energiespeichermarktszenarien und verfeinerte Managementtrends
a. Szenario-Differenzierungskarte: Verknüpfung regionaler Besonderheiten und technischer Anforderungen
Der Energiespeichermarkt weist eine erhebliche regionale Differenzierung auf, und technische Lösungen müssen an die klimatischen Bedingungen, Netzeigenschaften und Anwendungsszenarien angepasst werden:
· Extreme Klimaszenarien:
Wüstenumgebung mit hohen Temperaturen: Das Gehäuse muss Temperaturen über 50 °C standhalten (der Wärmeinseleffekt im Inneren des Behälters kann bis zu 53,3 °C erreichen), die Schutzart IP55/IP67 erfüllen und verschiedene Maßnahmen wie sanddichte Baumwolle und Dichtungsmittel gegen Wind- und Sanderosion ergreifen.
Große Höhe/niedrige Temperaturen: Bei niedrigen Temperaturen von -40 °C ist die Integration einer Vorwärmtechnologie für Batteriezellen, die Optimierung der Kühlleistungsdämpfung des Flüssigkeitskühlsystems (die Betriebsuntergrenze wird auf -30 °C erweitert) und eine verstärkte elektrische Isolierung erforderlich, um dem durch dünne Luft verursachten Lichtbogenrisiko entgegenzuwirken.
Szenarien für die Anpassung des Stromnetzes:
Die europäische Netzfrequenzregelung muss eine dynamische Leistungsregelung (47,5–51,5 Hz) gewährleisten und mit den Anforderungen des Marktes für Nebendienstleistungen kompatibel sein. Nordamerikanische Photovoltaik-Speicherintegrationsprojekte müssen eine 1500-V-Gleichstromarchitektur und schnelle Lade- und Entladevorgänge (≤ 100 ms) unterstützen und zur Gewährleistung der Sicherheit thermische Durchgehensausbreitungstests bestehen.
Szenarien für industrielle und gewerbliche Energiespeicher:
Kompaktes Design mit direkter Zellintegrationstechnologie (Platzbedarf um 33 % erhöht), modulare Lösungen ermöglichen flexible Erweiterungen (15–921 kWh) und integrieren intelligente Betriebs- und Wartungsfunktionen, um die Kosten über den gesamten Lebenszyklus zu senken.
b. Verfeinerte Geschäftsstrategie, Transformation von der Produktlieferung zur wertschöpfenden Dienstleistung
Maßgeschneiderte technische Lösungen: Angesichts der hohen Übertragungskosten in isolierten Gebieten kann die Konfiguration eines Langzeit-Energiespeichersystems mit einer Laufzeit von mehr als vier Stunden die Investitionen in Netzmodernisierungen um 30 % senken. Das netzgekoppelte Energiespeichersystem unterstützt verschiedene Szenarien und verbessert die Netzstabilität.
·Service über den gesamten Lebenszyklus: Optimieren Sie Anfangsinvestitionen sowie Betriebs- und Wartungskosten durch das LCoS-Modell (Levelized Cost of Storage). Die intelligente Betriebs- und Wartungsplattform integriert Strompreisdaten und Lastprognosen, optimiert dynamisch Lade- und Entladestrategien und steigert den Umsatz um mehr als 15 %.
2-Wichtige technische Ansätze für Klimatoleranz
a. Kooperatives Design von Wärmemanagement und Struktur
·Flüssigkeitskühlungstechnologie:
Kühlplatten-Flüssigkeitskühlung: Durch den Einsatz einer serpentinenförmigen Mikrokanal-Kühlplatte (Kanalbreite ≤ 2 mm) und einer Temperaturdifferenzregelung von ≤ 3 °C sind die Transformationskosten 15–20 % höher als bei einer Luftkühlung, und die Batterielebensdauer wird um 30 % verlängert.
Tauchflüssigkeitskühlung: Direkte Wärmeableitung durch dielektrisches Kühlmittel. Die Wärmeleiteffizienz wird um mehr als 50 % gesteigert, wobei jedoch die Kühlmittelkosten und der Wartungsaufwand abgewogen werden müssen. Diese Kühlung wird hauptsächlich in High-End-Anwendungen eingesetzt.
·Optimierte Strukturintegration:
Das integrierte Design von Strömungskanal und Bodenplatte wird mit einem Rührreibschweißverfahren kombiniert. Die Schweißnahtfestigkeit erreicht 95 % des Grundmaterials, die seismische Leistung entspricht den IEC-Normen und das Gehäusegewicht wird um 18 % reduziert.
b. Klimaerosionsschutzsystem: Materialrevolution und innovative Dichtungstechnologie
·Materialauswahl:
Das Gehäuse aus Aluminiumlegierung erreicht durch Eloxieren Korrosionsschutz der Stufe C5 und hält im Salzsprühtest 3000 Stunden lang ohne Korrosion stand. Der Kohlefaserverbundwerkstoff reduziert das Gewicht um 35 %, und die Winddruckbeständigkeit erreicht 2,5 kPa.
·Dichtungstechnologie:
Die dynamische Dichtungsstruktur aus EPDM-Gummi, Polyurethanschaum und Silikondichtmittel bietet dreifachen Schutz. Durch das Laserschweißverfahren wird eine Luftdichtheit von 10⁻⁷ Pa·m³/s erreicht.
c. Klimaschutzstrategie: Aktiver Schutz und intelligente Regelung
·Anpassung an hohe und niedrige Temperaturen:
Die Verbunddämmschicht (Wärmeleitfähigkeit ≤ 0,018 W/m·K) wird mit der elektrischen Heizfolie kombiniert, um den Temperaturunterschied zwischen Innen- und Außenseite des Gehäuses über 50 °C zu halten. Die Impuls-Selbsterhitzungstechnologie reduziert den Energieverbrauch um 70 %.
Wind- und sandabweisendes Design:
Durch das Überdruck-Belüftungssystem (Staubabscheideleistung ≥95 %) und das bionische Mikrorillen-Oberflächendesign wird die Staubkonzentration auf ≤0,1 mg/m³ kontrolliert und der Oberflächenstaub um 60 % reduziert.
3-Zentrale Herausforderungen und Anforderungen bei der Entwicklung von ESS-Batteriegehäusen
a. Definition der Umweltverträglichkeit
Es müssen mehrdimensionale Kriterien wie mechanische Festigkeit (Schlagfestigkeit, Erdbebensicherheit), chemische Beständigkeit (Salzsprühbeständigkeit, UV-Beständigkeit) und Wärmemanagement erfüllt werden.
b. Anforderungen an die Strukturfestigkeit
Innenwände und Verstärkungsrippen optimieren die Spannungsverteilung, und die tragende Struktur gleicht den Druck aus. Aluminiumlegierungsrahmen in Kombination mit Verbundplatten sorgen für geringes Gewicht (31 % Gewichtsreduzierung) und hohe Steifigkeit.
c. Markttreibende Faktoren
Politische Ausrichtung: Der Bau großer inländischer Wind- und Solaranlagen fördert hohe Umweltstandards; obligatorische Zertifizierungen in Überseemärkten (wie z. B. Australiens AS/NZS 4777.2) beschleunigen den Technologie-Upgrade.
Wirtschaftliche Anforderungen: Flüssigkeitskühlungssysteme reduzieren die Stromgestehungskosten und bieten erhebliche Vorteile bei hohen Lade- und Entladeraten (1C).
4-Mehrdimensionales Designsystem für strukturelle Festigkeit
a. Materialinnovation und Verbundstruktur
Hochleistungsaluminiumlegierung (Zugfestigkeit ≥ 270 MPa) und Halterung aus Magnesiumlegierung reduzieren das Gewicht. Die Sandwich-Verbundstruktur (Aluminiumplatte + Aluminiumschaum-Kernschicht) gewährleistet sowohl geringes Gewicht als auch Schlagfestigkeit.
b. Modulare und skalierbare Architektur
Standardisierte Schnittstellen ermöglichen eine schnelle Erweiterung von Batterieclustern. Flexible Fertigungsverfahren (Rührreibschweißen/Laserschweißen) verbessern die Kompatibilität der Produktionslinien und passen sich den Anforderungen der gemischten Installation von Batteriezellen unterschiedlicher Größe an.
Das umweltgerechte Design des ESS-Batteriegehäuses ist das Ergebnis einer engen Verknüpfung von Technologieiteration und Szenarioanforderungen. Durch mehrdimensionale Strukturoptimierung und Innovationen im Bereich Klimaschutztechnologie muss die Zuverlässigkeit deutlich gesteigert werden. Zukünftige technologische Entwicklungen konzentrieren sich auf intelligente dynamische Temperaturregelung (z. B. KI-gesteuerte Wärmemanagementstrategien), kohlenstoffarme Materialprozesse (Einsatz biobasierter Verbundwerkstoffe) und eine globale Standardisierungszertifizierung (für multiregionale Klimabedingungen), um extremen Umgebungen und vielfältigen Marktherausforderungen gerecht zu werden. Durch die Stärkung der strukturellen Festigkeit, Leichtbauweise und Optimierung der gesamten Lebenszykluskosten können Energiespeichersysteme die großflächige Anwendung neuer Energien wirksam unterstützen und äußerst anpassungsfähige Infrastrukturgarantien für die kohlenstoffarme Umstellung des globalen Energiesystems bieten.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
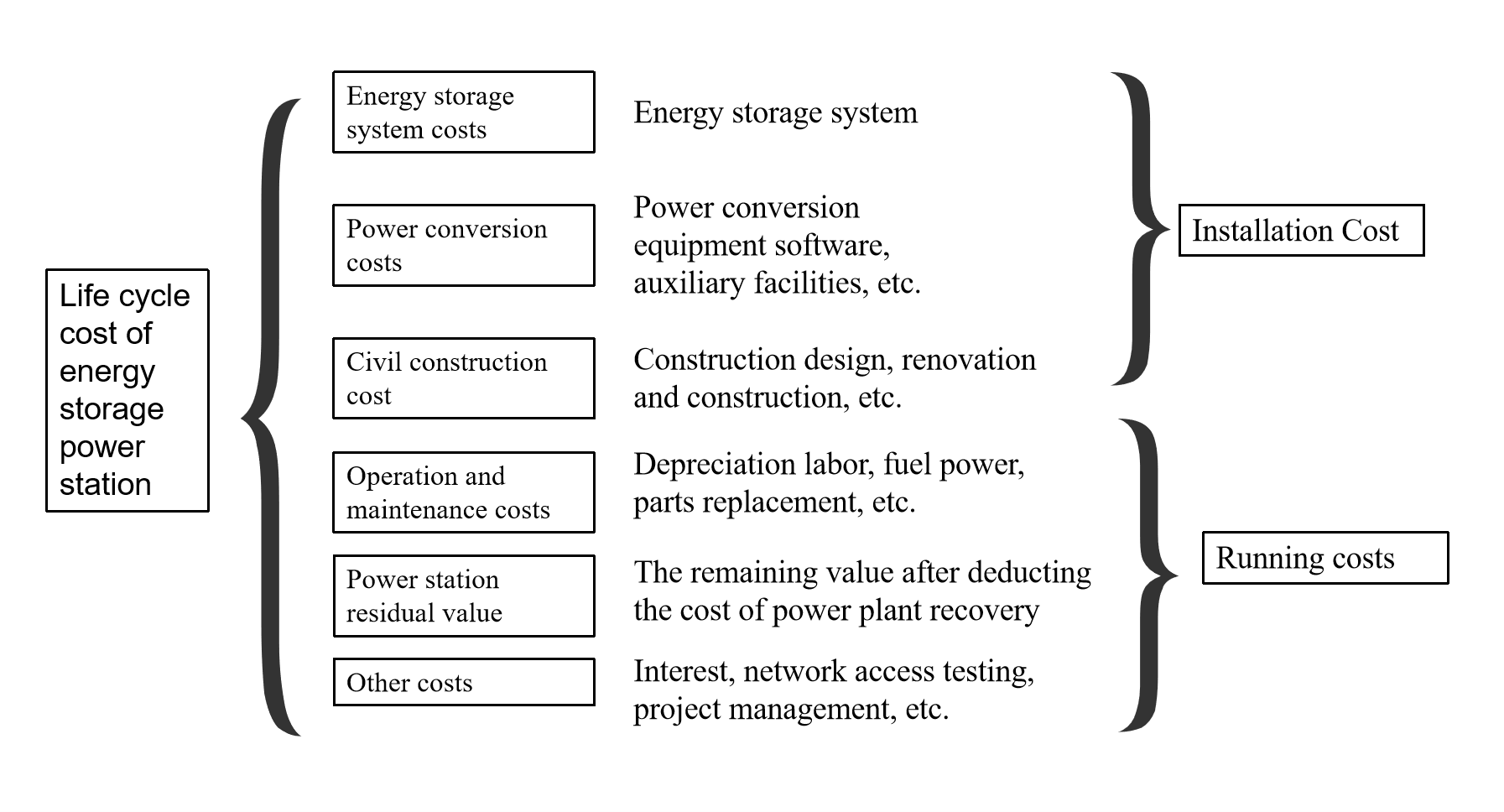
Der Anwendungsprozess der Hauptmaterialien der ESS-Batterie Gehäuse ist im Wesentlichen ein Abwägungsprozess zwischen Leichtgewichtsanforderungen, Wärmemanagementeffizienz und Vollzykluskosten. Von Stahl über Aluminiumlegierungen bis hin zu Verbundwerkstoffen wird jede Iteration von Prozessinnovationen (wie Schweißtechnologie, modularem Design) und Funktionsintegration (Flüssigkeitskühlung + Brandschutz + Abdichtung) begleitet.
1-Leichte Logik
a. Materialauswahl und Substitutionslogik
· Anfangsstadium (vor 2020): Stahl und verzinkter Stahl dominieren
Materialeigenschaften: Stahl (Dichte 7,8 g/cm³) hat sich aufgrund seiner geringen Kosten und ausgereiften Technologie durchgesetzt, ist jedoch schwer und korrodiert leicht. Bei verzinkten Stahlplatten (Sand- und Staubverschleißklasse 4) besteht auch nach längerem Gebrauch noch Rostgefahr und es entstehen hohe Wartungskosten.
Anwendungsbeschränkungen: Das Batterie Gehäuse beträgt mehr als 40 %, die Energiedichte des Systems ist gering, kundenspezifisches Schweißen führt zu einem langen Installationszyklus und es ist schwierig, den Bedarf an verteilter Energiespeicherung zu decken.
Durchbruchszeitraum (2020-2024): Vielfältige Anwendungen von Aluminiumlegierungen und Edelstahl
Popularisierung der Aluminiumlegierung: Die Dichte (2,7 g/cm³) ist 65 % niedriger als die von Stahl und der Wärmeleitfähigkeitskoeffizient beträgt 237 W/mK, was für die Flüssigkeitskühlungstechnologie geeignet ist. Das integrierte Design integriert den Flüssigkeitskühlkanal und die Grundplatte durch Rührreibschweißen, wodurch die Anzahl der Anschlüsse reduziert und die Abdichtung verbessert wird. Die typische Doppelschicht-Strukturlösung (äußere verzinkte Stahlplatte zum Schutz vor Wind und Sand + innere Schicht aus einer Aluminium-Magnesium-Legierung zur Temperaturkontrolle) erreicht eine Steigerung der Systemleistung um 12 %.
Edelstahloptimierung: Edelstahl 316L ist über 2.000 Stunden beständig gegen Chloridionenkorrosion und stellt in Kombination mit einer Silikonversiegelung eine Lösung für Szenarien mit hoher Luftfeuchtigkeit dar.
Reifestadium (2024 bis heute): Verbundwerkstoffe und Funktionsintegration
SMC-Verbundwerkstoff: Glasfaserverstärkung (Dichte 1,67 g/cm³) wiegt nur 21 % von Stahl und das Formpressen ermöglicht eine speziell geformte Strukturgestaltung; Die „Sandwich“-Verbundstruktur (SMC+Aerogel) weist eine Feuerwiderstandsgrenze von 2 Stunden bei gleichzeitiger Gewichtsreduzierung von 30 % auf.
Erkundung von Kohlefasern: Zugfestigkeit 300–1200 MPa, Dichte 1,5–2,0 g/cm³, Kostenbegrenzung (5-8-mal so hoch wie bei Stahl), wird hauptsächlich zur lokalen Verstärkung in High-End-Szenarien verwendet.
Der Kern der Materialleichtbauweise liegt in der Optimierung des Dichte-Festigkeits-Verhältnisses. Den Vergleich der Materialleistung finden Sie in der folgenden Tabelle. Durch den Ersatz hochdichter Materialien (wie Stahl) durch Aluminiumlegierungen oder Verbundwerkstoffe kann das Gewicht deutlich reduziert werden, während gleichzeitig die Festigkeit gewährleistet bleibt (z. B. durch Ausgleich des Festigkeitsverlusts durch Topologieoptimierung), wodurch die Energiedichte und die Transporteffizienz verbessert werden.
b.Strukturoptimierungstechnologie
Durch die Strukturoptimierung wird die mechanische Struktur der Batterie Gehäuse mithilfe innovativer Designmethoden neu aufgebaut, wobei Materialien und Prozesse rationalisiert werden und gleichzeitig die Tragfähigkeit erhalten bleibt. Bei der Aluminiumlegierungsschweißtechnologie wird eine fortschrittliche Schweißtechnologie verwendet, um eine deutliche Verringerung der Wandstärke zu erreichen. In Kombination mit dem integrierten Design von Strömungskanal und Rahmen werden redundante Verbindungsknoten reduziert und das Risiko eines Dichtungsversagens verringert. Bei der Stanz- und Löttechnologie wird ein Formgebungsprozess verwendet, um eine integrierte, gekrümmte Dünnwandstruktur zu erzeugen, wodurch der Einsatz herkömmlicher Befestigungselemente erheblich reduziert wird. Zudem wird eine Oberflächenbehandlungstechnologie integriert, um die Korrosionsbeständigkeit zu verbessern und so die Betriebs- und Wartungskosten während der gesamten Lebensdauer effektiv zu senken. Die beiden Technologien verbessern synergetisch die Produktionseffizienz und die strukturelle Zuverlässigkeit durch die Reduzierung von Verarbeitungsschritten und Materialredundanz, senken die Kosten für die Energiespeicherung pro Einheit erheblich und gewährleisten gleichzeitig die langfristige Betriebsstabilität der Geräte unter komplexen Arbeitsbedingungen.
c. Innovation im Fertigungsprozess
Strukturelle Designoptimierung und Effizienzsteigerung:
Integriert: Der Flüssigkeitskühlkanal ist in die Bodenplatte des Gehäuses integriert, wodurch 30 % der Anschlüsse eingespart und sowohl die Abdichtung als auch die Wärmeableitungseffizienz verbessert werden.
Modulares Design: Standardisierte Schnittstellen sind mit mehreren Materialien kompatibel, erhöhen die Installationseffizienz um 50 % und passen sich an eine schnelle Bereitstellung in mehreren Szenarien an.
Fortschrittliche Technologie senkt die Kosten und verbessert die Effizienz:
Hochpräzise Automatisierung: Laserschneiden + Roboterschweißen, Materialausnutzungsrate um 15 % erhöht und Produktionszyklus um 40 % verkürzt.
Digitale Simulation: CAE optimiert Prozessparameter, reduziert Formversuche um 50 % und erreicht eine Ausbeute von über 98 %.
2-Kernelemente der Kostenkontrolle über den gesamten Zyklus
a. Kostenstrukturmodell
Die Lebenszykluskosten des Vertriebs (LCOS) umfassen:
· Anfängliche Investitionskosten (C_mv): Kauf der Ausrüstung (über 50 %) und Bau.
Betriebskosten (C_ps): Ladestromgebühr, manuelle Verwaltung, Energieverlust (z. B. steigen die Ladekosten um 33 %, wenn der Umwandlungswirkungsgrad 75 % beträgt).
Betriebs- und Wartungskosten (C_om): Gerätewartung, Störungsbehebung, Ersatzteilaustausch (machen 20–30 % der Lebenszykluskosten aus)
Formelausdruck: CEss = α⋅EBESS + β⋅PBESS + Cps + ComCEss = α⋅EBESS + β⋅PBESS + Cps + Com
Unter anderem wirkt sich die Gewichtsreduzierung direkt auf die Anfangsinvestition aus, indem sie E (Energiebedarf) und P (Leistungsbedarf) reduziert.
Abbildung 1. Lebenszykluskosten eines Energiespeicherkraftwerks
b. Der Einfluss von Leichtgewicht auf die Kosten
3-Schlüsselstrategien zum Ausgleich von Leichtbau und Leistung
a. Gleichgewicht zwischen Kraft und Gewicht
Lokale Verstärkung: Verwenden Sie Stahl, um Spannungskonzentrationsbereiche (wie z. B. Schraubverbindungen) zu verstärken, und verwenden Sie in anderen Bereichen leichte Materialien.
Bionisches Strukturdesign: wie etwa blattaderförmige Flüssigkeitskühlrohre, die das Gewicht reduzieren und gleichzeitig die Wärmeableitungseffizienz verbessern.
b. Optimierte Wärmeableitungsleistung
Anpassung der Wärmeleitfähigkeit des Materials: Aluminiumlegierung (237 W/mK) ist besser als Stahl (50 W/mK) und daher für Flüssigkeitskühlsysteme geeignet.
Integration des Wärmemanagements: Integrieren Sie die Kühlplatte in das Gehäuse, um das Gewicht zusätzlicher Wärmeableitungskomponenten zu reduzieren.
c. Schutzleistungsgarantie
Mehrschichtige Versiegelung: Doppelter Schutz durch Kolloidversiegelung + mechanische Kompression, entspricht dem IP67-Standard.
Brandschutzkonstruktion: Die „Sandwich“-Kabinenstruktur (hochtemperaturbeständige Schicht + feuerfeste Schicht) erreicht eine Feuerwiderstandsgrenze von 2 Stunden.
Die zugrunde liegende Logik der Gewichtsreduzierung und Kostenkontrolle von ESS-Batterie Gehäuse besteht darin, den Ressourcenverbrauch über den gesamten Zyklus zu reduzieren und gleichzeitig die Leistung durch die dreidimensionale Koordination von Materialsubstitution, Strukturoptimierung und Prozessinnovation sicherzustellen. Im Kern geht es dabei um ein umfassendes Spiel aus der Verbesserung der Energiedichte, der Optimierung der Betriebs- und Wartungseffizienz sowie dem Recycling von Materialien. Dabei gilt es, das beste Gleichgewicht zwischen technischer Machbarkeit und wirtschaftlicher Effizienz zu finden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die Sicherheitsentwicklung in der Energiespeicherbranche ist ein systematischer Wandel, der durch die Synergie von Technologie-Iterationen und Sicherheitsstandards vorangetrieben wird. Von der Neugestaltung der Wärmeableitungswege über den koordinierten Schutz von Materialien und Strukturen bis hin zum integrierten Wärmemanagement spiegelt dieser Prozess die grundlegende Branchenlogik für den Schutz vor thermischem Durchgehen wider – von passiver Abwehr bis hin zu aktiver Unterdrückung und von einer eindimensionalen bis hin zu einer mehrstufigen Kopplungsverbesserung.
1-Das „unmögliche Dreieck“ der Energiespeichertechnologie und Strategien zur Lösung zentraler Widersprüche
a. Die Widersprüche des „unmöglichen Dreiecks“ der Energiespeichertechnologie manifestieren sich hauptsächlich in der gegenseitigen Kontrolle und Balance mehrerer Dimensionen:
Die Entwicklung der Energiespeichertechnologie steht vor einem komplexen Gleichgewicht zwischen Energiedichte, Sicherheit und Kosten. Hochaktive Materialien können zwar die Energiedichte verbessern, erhöhen aber auch das Risiko eines thermischen Durchgehens erheblich. Sicherheitskonzepte auf Systemebene (z. B. Temperaturregelung durch Flüssigkeitskühlung) können zwar Risiken reduzieren, gehen aber oft mit einem Verlust der Energiedichte einher. Die Einführung aktiver Schutzsysteme und intrinsischer Sicherheitstechnologien kann die Sicherheit verbessern, erhöht aber die Kosten für Nicht-Batteriekomponenten erheblich. Diese Widersprüche verdeutlichen die vielfältigen Einschränkungen, die bei der Entwicklung der Energiespeichertechnologie gelöst werden müssen.
b. Strategien zur Lösung zentraler Widersprüche:
Materialinnovation: Der Einsatz neuer Elektrolytmaterialien verzögert die Ausbreitungszeit des thermischen Durchgehens deutlich und berücksichtigt gleichzeitig die hohe Energiedichte. Natrium-Ionen-Batterien behalten eine angemessene Energiedichte bei und senken gleichzeitig die Kosten durch die Optimierung der Materialien für die negative Elektrode. Die Einführung von Nanokompositmaterialien erhöht die theoretische Kapazität deutlich.
Systemoptimierung: Fortschrittliche Flüssigkeitskühlungstechnologie verbessert die Wärmeableitungseffizienz durch präzise Temperaturregelung deutlich und senkt gleichzeitig Betriebs- und Wartungskosten. Dynamisch rekonfigurierbare Batterienetzwerke erhöhen die Systemverfügbarkeit durch schnelle Topologieanpassung.
Intelligente Steuerung: Das Frühwarnsystem auf Basis künstlicher Intelligenz hat die Genauigkeit der Risikovorhersage durch mehrdimensionale Datenfusion deutlich verbessert. Der Fortschritt in der Energieumwandlungstechnologie hat die Systemeffizienz deutlich gesteigert. Innovationen in Politik und Geschäftsmodellen haben die Implementierung von Technologien beschleunigt. Beispielsweise hat das Modell der gemeinsamen Energiespeicherung den Druck von Einzelinvestitionen verringert, und die Kaskadennutzung hat die Kosten über den gesamten Lebenszyklus weiter optimiert.
2-Evolutionsregeln
a. Fusion von Innovationen auf technischen Pfaden
Intelligente Frühwarnung durch Daten aus verschiedenen Quellen: Die neue Generation von Überwachungssystemen integriert mehrdimensionale Sensordaten wie Gas-, Druck- und Akustiksignale und kombiniert dynamische Fehlermodelle mit historischen Datenanalysen, um die Fehlalarmrate deutlich zu reduzieren und die Warnzeit zu verkürzen.
Thermomanagement und Brandschutzkonzept: Flüssigkeitskühlungstechnologie kombiniert mit einem dynamischen Temperaturanpassungsalgorithmus für eine präzise Temperaturregelung, Brandschutzsystem und Batteriemanagement sind eng miteinander verbunden und bilden eine mehrstufige Vernetzungsstrategie, die die Ausbreitung eines thermischen Durchgehens effektiv verhindert.
Koordinierte Optimierung von Materialien und Strukturen: Hochtemperaturbeständige Isolierbeschichtungen ersetzen herkömmliche feuerfeste Materialien und verlängern die Wärmeausbreitungszeit deutlich. Antikollisionsverstärkungen und gerichtete Druckentlastungskanäle verbessern die Widerstandsfähigkeit gegen mechanische Einwirkungen.
b. Schrittweise Verbesserung der Schutzstufen
Progressiver Schutz von der Batteriezelle bis zum System: Frühzeitige Risikoüberwachung durch eingebettete Sensoren auf Batteriezellenebene; Verbunddetektoren und Phasenwechselmaterialien auf Modulebene verhindern lokale Wärmestaus. Eine kollaborative Überwachungsplattform auf Systemebene gewährleistet umfassenden Lebenszyklusschutz.
Von passiver Reaktion zur aktiven Verteidigung: Der neue Standard fördert die Entwicklung aktiver Verteidigungstechnologien. Beispielsweise unterbricht das intelligente Batteriemanagementsystem den Gefahrenpfad zu Beginn des Ladevorgangs durch dynamische Impedanzanalyse, und die aktive Antikondensationstechnologie eliminiert Umweltgefahren.
Mehrdimensionaler kollaborativer Schutz: Das thermisch-elektrisch-mechanische Design erhöht die Gesamtsicherheit des Systems. Die kollaborative Überwachung von Brandschutz, Betrieb und Wartung deckt die gesamte Produktion und den Transport ab, um das Risiko von Fehlalarmen zu reduzieren.
3-Evolutionsprozess
a. Weiterentwicklung der Wärmeableitungstechnologie
Flüssigkeitskühlungstechnologie hat sich etabliert: Flüssigkeitskühlungssysteme reduzieren die Temperaturunterschiede von Batterieclustern durch effiziente Temperaturgleichmäßigkeit deutlich, verlängern die Lebensdauer und verbessern die Sicherheit. Die Immersionsflüssigkeitskühlungstechnologie durchbricht die Wärmeableitungsgrenze weiter und unterstützt schnelle Lade- und Entladevorgänge.
Strukturoptimierung verbessert die Wärmeableitungseffizienz: Das mehrkanalige Paralleldesign sorgt für einen gleichmäßigen Kühlmittelfluss, und die Integration von Wärmedämmung und Kühlfunktionen blockiert den Wärmeausbreitungspfad.
b. Material- und Strukturinnovation
Hochsicheres Materialsystem: Hochtemperaturbeständige Membranen und Keramikbeschichtungen verzögern die Kettenreaktion des thermischen Durchgehens deutlich. Leichte Verbundwerkstoffe verbessern die strukturelle Festigkeit und die Schutzleistung bei gleichzeitiger Gewichtsreduzierung.
Innovation bei Batteriezellen und -modulen: Das neue Batteriezellendesign reduziert die Zirkulation und verlängert die Lebensdauer durch Optimierung der inneren Struktur. Die Modulintegrationstechnologie verbessert die Raumausnutzung und die Wärmeableitungseffizienz.
c. Integration des Wärmemanagements
Integriertes Design auf Systemebene: Die integrierte Lösung integriert Batteriemanagement, Brandschutz und Wärmemanagement umfassend, unterstützt flexiblen Einsatz und passt sich an extreme Umgebungen an.
Intelligente und kollaborative Steuerung: Künstliche Intelligenzmodelle prognostizieren den Batteriestatus in Echtzeit und optimieren die Energieverteilung. Brandschutzsysteme und Wärmemanagement sind für eine schnelle Reaktion miteinander verknüpft.
Umfassendes Lebenszyklusmanagement: Closed-Loop-Management vom Entwurf bis zur Außerbetriebnahme, kombiniert mit digitaler Überwachung und cloudbasierter Zustandsbewertung, verbessert die Systemzuverlässigkeit deutlich.
Sicherheitsinnovationen in der Energiespeichertechnologie sind nicht nur das Ergebnis technologischer Iteration, sondern auch der Neugestaltung der zugrundeliegenden Logik des Energiesystems. Durch die tiefgreifende Integration von Materialien, Strukturen und Intelligenz durchbricht die Branche die vielfältigen Hürden von Energiedichte, Sicherheit und Kosten und baut ein dreidimensionales Schutznetzwerk von Mikrozellen bis hin zu Makrosystemen auf. Die Synergie von Flüssigkeitskühlungstechnologie und dynamischer Frühwarnung, die Komplementarität hochtemperaturbeständiger Materialien und Leichtbauweise sowie die Kreislauflogik des vollständigen Lebenszyklusmanagements prägen gemeinsam die Zukunftsvision hochsicherer und hocheffizienter Energiespeichersysteme. Mit den Durchbrüchen bei Spitzentechnologien wie Quantenmaterialien und Festkörperbatterien beschleunigt die Energiespeicherbranche den Weg in eine neue Ära der Eigensicherheit und der großflächigen Anwendung und trägt so nachhaltig zur kohlenstoffarmen und intelligenten Transformation des globalen Energiesystems bei.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Da sich Energiespeichersysteme in Richtung größerer Kapazität und höherer Energiedichte entwickeln, sind die Größenanpassung und das Kompatibilitätsdesign vonESS-Batteriegehäuse zu zentralen Fragen bei der Verbesserung der Systemeffizienz und -zuverlässigkeit geworden. Dieser Artikel kombiniert die neuesten technischen Designfälle, patentierte Technologien und Branchentrends, um eine Analyse aus drei Dimensionen durchzuführen: Raumnutzung, modulare Kompatibilität sowie Anordnung und Stützdesign der Batteriezellen.
1- Optimieren Sie die Raumnutzung
Die Verbesserung der räumlichen Nutzung integrierter Energiespeichersysteme ist im Wesentlichen ein wechselseitiger Antrieb aus Technologieiteration und Szenarioanforderungen. Durch die gemeinsame Innovation von Technologien wie Batteriezellen mit großer Kapazität, modularer Architektur und Flüssigkeitskühlungsintegration bewegt sich die Branche vom „umfangreichen Stapeln“ zur „extremen räumlichen Wiederverwendung“.
a. Anwendung von Batteriezellen mit großer Kapazität: Sprung in Energiedichte und Effizienz
Zusammenfassung der Ideen: Der Kern der Anwendung von Batteriezellen mit großer Kapazität besteht darin, die internen Strukturebenen des Batteriepacks zu reduzieren und die Raumausnutzung von den Batteriezellen zum Batteriepack direkt zu verbessern. Herkömmliche Batteriepacks verwenden einen dreistufigen Integrationsmodus „Batteriezelle → Modul → Batteriepack“, und die Modulstruktur (Querträger, Längsträger, Schrauben usw.) führt zu einer geringen Platzausnutzung. Bei Batteriezellen mit großer Kapazität kann die Modulebene übersprungen werden, indem das Volumen der einzelnen Zelle verlängert oder vergrößert wird. Mithilfe der CTP-Technologie (Cell to Pack) können die Batteriezellen direkt in das Batteriepaket integriert werden.
Technischer Kern: Verwenden Sie ultragroße Batteriezellen mit über 600 Ah, um die Anzahl der Batteriezellen und Verbindungspunkte zu reduzieren und die Kapazität einzelner Zellen zu erhöhen.
b. Räumliche Wiederverwendung und Kostenoptimierung: Vom „Komponentenstapeln“ zur „mehrdimensionalen Wiederverwendung“
Zusammenfassung der Ideen: Räumliche Wiederverwendung und Kostenoptimierung sind zwei Seiten derselben Medaille. Ihre zugrunde liegende Logik besteht darin, die physikalischen und Kostengrenzen herkömmlicher Energiespeichersysteme durch strukturelle Vereinfachung, Funktionsintegration, Materialiteration und standardisiertes Design zu überwinden.
Der Kern der räumlichen Wiederverwendung besteht darin, die Zwischenverbindungen durch extreme Vereinfachung der Strukturebene zu reduzieren. Ein Beispiel: das Zwei-in-Eins-Design der Hochspannungsbox: Die patentierte Technologie von Jiangsu Trina Energy Storage kombiniert zwei Hochspannungsboxen zu einer, teilt sich das gesamte Plus-/Minus-Relais und die elektrische Verbindung, reduziert den horizontalen Platzbedarf um 30 % und senkt die Kosten für elektrische Komponenten um 15 %.
Domänenübergreifende Wiederverwendung von Funktionsmodulen, Integration von Strukturteilen und Wärmeableitungskanälen, wie z. B. die Integration der Flüssigkeitskühlplatte in die Bodenplatte des Gehäuses und die gemeinsame Nutzung des Raums zwischen Flüssigkeitskühlrohr und Strukturträger, wodurch 15 % der unabhängigen Wärmeableitungskomponenten eingespart werden; der Batteriekörper als Strukturteil: Die Blade-Batterie von BYD bietet Stützkraft durch die langen und dünnen Seitenwände der Batteriezelle, wodurch der Modulrahmen entfällt und die Raumausnutzungsrate auf 60–80 % erhöht wird.
Eine tiefgreifende Optimierung der elektrischen Topologie, beispielsweise eine Hochspannungskaskadentopologie, reduziert die Anzahl paralleler Schaltungen durch Erhöhung der Kapazität und des Spannungsniveaus einzelner Zellen (wie z. B. der intelligente String-Energiespeicher von Huawei), reduziert den physischen Platzbedarf des Batteriestapels um 20 % und verkürzt die Systemreaktionszeit um 50 %. Gemeinsam genutztes Relaisdesign: Die Zwei-in-Eins-Hochspannungsbox von Jiangsu Trina Energy Storage ermöglicht es zwei Leitungen, dasselbe Relais gemeinsam zu nutzen, wodurch die Anzahl der Relais und die Kabellänge um 50 % reduziert und die Installationseffizienz um 30 % verbessert wird.
2-Batteriezellenanordnung und Trägerdesign: Gleichgewicht zwischen Tragfähigkeit, Wärmeableitung und Vibrationsfestigkeit
Das Wesentliche bei der Zellanordnung ist ein Spiel zwischen Raumausnutzung, Wärmeverteilung und mechanischer Stabilität. Die physikalische Form und Anordnungsrichtung der Zelle wirken sich direkt auf die Raumausfüllungseffizienz aus:
a. Optimieren Sie die Anordnung der Batteriezellen
Umgekehrtes Batteriezellendesign: Das explosionssichere Ventil der Batteriezelle ist nach unten gerichtet, sodass der thermische Durchgehenauslass und der untere ballsichere Raum gemeinsam genutzt werden, wodurch Platz in der Höhe der Batteriezelle frei wird und eine Volumenausnutzungsrate erreicht wird.
Liegendes Zelllayout: optimiert die Raumausnutzung in Höhenrichtung des Batteriepacks, erhöht den Anteil aktiver Materialien und erreicht eine deutlich höhere Volumenausnutzung als stehende Zellen.
Ultralange und dünne Batteriezellen: Durch das verlängerte und dünnere Batteriezellendesign wird die Anzahl der Batteriezellen pro Volumeneinheit reduziert und so die Gruppierungseffizienz verbessert.
b. Koppeldesign von Wärmeableitung und Tragfähigkeit: Ziel ist es, durch gemeinsame Innovation von Struktur, Materialien und Prozessen eine doppelte Optimierung der effizienten Wärmeableitung und der strukturellen Festigkeit zu erreichen.
Struktureller Entwurfspfad:
Integrierte Struktur, wie etwa konformes Design der Flüssigkeitskühlplatte und des Stützbalkens: Einbettung des Flüssigkeitskühlkanals in den Stützbalken aus Aluminiumlegierung, wodurch unabhängige Komponenten reduziert und die Raumausnutzung verbessert wird;
Schicht- und Fächeranordnung, bei der Batteriepack, Flüssigkeitskühlsystem und BMS in Schichten gestapelt werden, um die gegenseitige Beeinflussung zwischen Wärmefluss und mechanischer Belastung zu verringern;
Bionische mechanische Optimierung, wie etwa eine Waben-/Wellenstruktur, die Gestaltung einer Waben- oder Wellenkernschicht im Stützrahmen aus Aluminiumlegierung (wie etwa die patentierte Lösung von Mufeng.com), die Vibrationsenergie durch Verformung absorbiert und gleichzeitig den Wärmeableitungspfad optimiert.
Materialinnovationspfad:
Wärmeleitfähigkeit und lasttragende Integration, wie beispielsweise Aluminiumlegierungs-Verbundfaserwerkstoffe (Wärmeleitfähigkeit ≥ 200 W/m·K, Festigkeit +30 %); intelligente Materialien, Phasenwechsel-Füllschicht (PCM) absorbiert Wärme und gibt sie langsam ab, mit einem Temperaturunterschied von ±1,5 °C; Leichte Dämpfung: Elastische Silikon-Polsterschicht absorbiert Vibrationen (Dämpfung +40 %).
Prozessimplementierungspfad:
Präzisionsumformungsverfahren wie das Extrusionsformen: werden zur Herstellung flüssigkeitsgekühlter Träger aus Aluminiumlegierungen mit komplexen Strömungskanälen verwendet;
Oberflächenbehandlungstechnologie, wie z. B. die Erzeugung einer keramischen Oxidschicht auf der Oberfläche einer Aluminiumlegierung, um die Korrosionsbeständigkeit (Salzsprühtest ≥ 1000 h) zu verbessern und die Wärmeableitungseffizienz zu steigern (Oberflächenemissionsgrad um 20 % erhöht);
Intelligenter Montageprozess und dynamische Vorspannungseinstellung, wie z. B. die Integration von Drucksensoren und elektrischen Aktuatoren zur Einstellung der Bolzenvorspannung (5–20 kN) in Echtzeit, um Überdruckschäden an den Batteriezellen zu vermeiden.
c. Abgestimmte Auslegung der Tragfähigkeit und Schwingungsfestigkeit der Trägerstruktur: Das Trägersystem muss die doppelte Anforderung der statischen Tragfähigkeit (Batteriezellengewicht + Stapeldruck) und der dynamischen Schwingungsfestigkeit (Transport/Erdbebeneinwirkung) erfüllen.
3- Modularität und Kompatibilität: standardisierte Schnittstellen und skalierbare Architektur
Der Kern der Verwendung einer standardisierten Schnittstelle zur Anpassung an Batteriezellen unterschiedlicher Größe besteht darin, durch gemeinsame Innovationen im mechanischen, elektrischen und thermischen Management eine flexible Erweiterung der Batteriezellenspezifikationen auf einer einheitlichen Plattform zu erreichen. Die aktuelle Technologie hat sich von der statischen Kompatibilität zur dynamischen Anpassung verlagert und wird sich in Zukunft in Richtung Intelligenz, Leichtbauweise und szenarienübergreifender Integration entwickeln.
a. Gemeinsame Innovation der mechanischen Struktur:
Standardisierung mechanischer Schnittstellen: Festlegung einheitlicher Abmessungen von Anschlussgeräten.
Modulares Batteriepack-/Schrankdesign: Skalierbare Module und Batterieschränke werden durch standardisierte Batterieeinheiten (wie 280-Ah- und 314-Ah-Zellen) gebaut, um flexible Kombinationen mit unterschiedlichen Kapazitätsanforderungen zu unterstützen.
Abbildung 1 – 280 Ah ESS-Batteriegehäuse
b. Dynamische Anpassung des elektrischen Systems
Standardisierte Kommunikationsprotokolle und Schnittstellen, wie z. B. BMS-Kompatibilität: Formulieren Sie ein einheitliches BMS-Kommunikationsprotokoll (Batteriemanagementsystem), um eine nahtlose Verbindung mit PCS und Batteriezellen verschiedener Hersteller zu unterstützen. dynamische Leistungsregelung durch virtuelle Trägheitssteuerung und Optimierungsalgorithmus für mehrere Zeitskalen, um eine Echtzeitanpassung der Wirk-/Blindleistung zu erreichen; und adaptives Design zur Anpassung elektrischer Parameter.
c. Intelligente Anpassung des Thermomanagementsystems
Hierarchische Wärmemanagementlösungen, wie etwa die Verwendung von flammhemmendem, hochelastischem Schaumstoff, wärmeleitendem Klebstoff und anderen Materialien auf Zellebene, um die Anforderungen an Isolierung und Wärmeableitung auszugleichen und die Wärmediffusion zu hemmen; das integrierte Design der auf Modulebene integrierten Flüssigkeitskühlplatte und der Wärmedämmschicht zur Verbesserung der Zykluslebensdauer; Auf Systemebene wird die Kühlleistung durch Kompressoren mit variabler Frequenz und mehrere Kühlzweige dynamisch angepasst.
Intelligente Überwachung und Vorhersage, Multisensorfusion. Um eine hochpräzise Temperaturerfassung zu erreichen, werden Temperatursensoren an wichtigen Stellen wie den Batteriezellenpolen und großen Oberflächen angebracht. Die Digital-Twin-Technologie optimiert Wärmeableitungsstrategien in Echtzeit durch Cloud-Überwachung und vorausschauende Wartung.
4- Fazit
Die Optimierung des Platzes in ESS-Batteriegehäuse hat sich von einer einzelnen strukturellen Verbesserung zu einer mehrdimensionalen, kollaborativen Innovation verlagert:
Die Verschmelzung von Material, Struktur und Algorithmus, wie beispielsweise die Kombination aus Kohlefaserbox + CTP-Technologie + KI-Layout-Algorithmus, wird zum Mainstream werden.
Modularisierung und Standardisierung nehmen Fahrt auf, und ein standardisiertes Design mit Pack als kleinster Funktionseinheit wird die Branche dazu bewegen, Kosten zu senken und die Effizienz zu steigern.
Wärmemanagement und Raumnutzung sind tief integriert, und Technologien zur Immersionsflüssigkeitskühlung und dynamischen Temperaturregelung schöpfen das Potenzial des Weltraums noch weiter aus.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Mit dem explosionsartigen Wachstum der KI-Rechenleistung und der kontinuierlichen Erhöhung der Leistungsdichte von Rechenzentren kann herkömmliche Luftkühlung den Wärmeableitungsbedarf nicht mehr decken. Flüssigkeitskühlung ist mit ihren Vorteilen effizienter Wärmeableitung, Energieeinsparung und Verbrauchsreduzierung unverzichtbar geworden. In der Flüssigkeitskühlung ist der Wettbewerb zwischen Kühlplatten und Immersion besonders hart. Dieser Artikel analysiert die Vor- und Nachteile der beiden Technologien hinsichtlich technischer Merkmale, Anwendungsszenarien, Wirtschaftlichkeit und Zukunftstrends und untersucht ihre zukünftigen dominierenden Richtungen.
1-Vergleich der technischen Eigenschaften: Kühlplatten bieten hohe Kompatibilität, Tauchkühlungen höhere Wärmeableitungseffizienz
a. Kühlplatten-Flüssigkeitskühlung: Ein „Reformer“ mit reibungslosem Übergang.
Hohe Kompatibilität: Die Serverstruktur muss nicht wesentlich verändert werden. Die Lösung ist mit der Infrastruktur bestehender luftgekühlter Rechenzentren kompatibel, mit geringen Umbaukosten und kurzen Zykluszeiten.
Hohe Sicherheit: Das Kühlmittel kommt nicht direkt mit elektronischen Komponenten in Kontakt, das Risiko von Leckagen ist gering und kann durch modulare Bauweise (z. B. Schnellwechselkupplungen und redundante Leitungen) weiter reduziert werden.
Hohe Reife: Die Kühlplattentechnologie ist beispielsweise im Alibaba Cloud Qiandao Lake Data Center und in Kooperationsprojekten mit Intel weit verbreitet und deckt 90 % des aktuellen Marktes für Flüssigkeitskühlung ab.
Einschränkungen: Kühlplatten können nur einige Hochleistungskomponenten (wie CPU und GPU) abdecken, die restliche Wärme wird weiterhin durch Luftkühlung abgeführt. Der PUE-Wert liegt üblicherweise bei 1,1–1,2 und ist damit etwas höher als beim Tauchkühlungstyp.
b. Immersionsflüssigkeitskühlung: Ein „Innovator“ mit effizienter Wärmeableitung
Bei der Immersionsflüssigkeitskühlung wird der Server vollständig in isolierendes Kühlmittel getaucht, wodurch die Wärme durch direkten Kontakt vollständig abgeführt wird. Zu den wichtigsten Vorteilen zählen:
Extreme Energieeffizienz: Die Wärmeleitfähigkeit von Flüssigkeiten ist 20- bis 30-mal höher als die von Luft, der PUE-Wert kann bis auf 1,05 sinken, und die Wärmeableitungseffizienz ist mehr als dreimal so hoch.
Platzsparend: Das Kühlsystem benötigt nur ein Drittel des Volumens einer Luftkühlung, und die Leistungsdichte eines einzelnen Gehäuses kann über 50 kW erreichen. Dies eignet sich ideal für hochdichte Szenarien wie KI-Supercomputing.
Leise und umweltfreundlich: Es werden keine Lüfter benötigt, der Lärm wird um mehr als 90 % reduziert, und es entsteht keine Staubbelastung, was die Lebensdauer der Geräte verlängert.
Herausforderungen: Für die Immersion sind maßgeschneiderte Server erforderlich, die Kosten für Kühlmittel betragen bis zu 60 % (z. B. fluorierte Flüssigkeit), die Anfangsinvestition ist hoch und die Umweltverträglichkeit muss verbessert werden.
2-Differenzierung der Anwendungsszenarien: Mittel- und kurzfristige Cold-Plate-Systeme dominieren, langfristiges Potenzial für Immersions-Systeme wird freigesetzt
a. Cold-Plate-Systeme: Kostengünstige Lösung für Bestandsumbau und IDC-Neubau
Renovierung alter Rechenzentren: Cold-Plate-Systeme lassen sich schnell an die bestehende luftgekühlte Architektur anpassen, mit kurzen Umbauzyklen und kontrollierbaren Kosten. Beispielsweise reduziert die modulare Lösung, die Intel und Bih gemeinsam entwickelt haben, die Implementierungsschwierigkeiten durch standardisiertes Cold-Plate-Design.
Szenarien mit mittlerer und hoher Rechenleistung: Cold-Plate-Systeme unterstützen bereits 130–250 kW Leistung pro Gehäuse (z. B. NVIDIA B-Serie GPUs) und erfüllen damit die meisten KI-Trainingsanforderungen.
b. Immersions-Systeme: Ultimative Lösung für Supercomputing und grüne Rechenzentren
Ultrahohe Rechenleistung: Die Gehäuseleistung der nächsten Chipgeneration (z. B. der NVIDIA Rubin-Serie) wird 1000 kW überschreiten, und Immersions-Systeme werden die einzig praktikable Lösung sein.
Anforderungen an die Einsparung grüner Energie: Der PUE-Wert von Immersionskühlungen liegt bei etwa 1,05, und die Abwärmerückgewinnungseffizienz erreicht 90 % (wie beispielsweise bei der Lösung von Lenovo), was der Zielvorgabe „Dual Carbon“ entspricht.
c. Aktuelle Marktsituation
Kühlplatten dominieren den aktuellen Markt: Im Jahr 2025 machen Kühlplatten 80–90 % des Marktes für Flüssigkeitskühlung aus, während Immersionskühlungen weniger als 10 % ausmachen. Darüber hinaus wurden standardisierte Schnittstellen entwickelt (wie beispielsweise das OCP-Kühlplattendesign von Intel), und Lösungen von Herstellern wie Inspur und Sugon sind hochkompatibel. Das inländische Projekt „East Data West Computing“ fordert einen PUE-Wert von ≤ 1,25 für neue Rechenzentren, und Kühlplatten sind für den Übergang zur bevorzugten Wahl geworden.
Der Immersionstyp ist einsatzbereit: Die Phasenwechsel-Immersionslösung C8000 von Sugon Digital erreicht einen PUE von 1,04, und das Rechenzentrum „Kirin“ von Alibaba Cloud überprüft die Machbarkeit der einphasigen Immersion. Hochleistungschips wie die NVIDIA B200 GPU (1000 W+) erzwingen Immersionsanwendungen, und die Rechenleistungsdichte der Flüssigkeitskühlung steigt um 30–50 %. Die EU plant, fluorierte Flüssigkeiten im Jahr 2028 zu verbieten, und die inländische Forschung und Entwicklung von Kühlmitteln auf Kohlenwasserstoff-/Silikonölbasis (wie beispielsweise die „Kunlun“-Serie von Sinopec) beschleunigt sich.
3 – Autoritative Meinung PK
Kühlplatten-Fraktion: Kühlplatten sind der „Eisbrecher“ der Flüssigkeitskühlung und werden in den nächsten fünf Jahren noch 80 % des wachsenden Marktes für Flüssigkeitskühlungen ausmachen. Immersionskühlung muss warten, bis der Stromverbrauch des Chips den kritischen Punkt durchbricht.
Immersions-Fraktion: Phasenwechsel-Immersion ist die ultimative Form der Flüssigkeitskühlung, Kühlplatten nur eine Übergangslösung. Sobald der Stromverbrauch eines einzelnen Chips 800 W übersteigt, ist Immersion die einzige Wahl.
Neutrale Fraktion: Die Differenzierung der technischen Ansätze spiegelt die Schichtung des Rechenleistungsbedarfs wider. Kühlplatten dienen dem „östlichen Datenverkehr“, Immersion dem „westlichen Computing“. Die parallele Entwicklung wird das Hauptthema der nächsten zehn Jahre sein.
4 – Branchenchancen und -strategien
Kosten- und Umweltaspekt: Kühlplatten haben kurzfristige Vorteile, und Immersionskühlung muss die Kosten senken, um den Stillstand zu überwinden.
Kühlplatte: Optimierung von Materialien (Kupfer-Aluminium-Verbundwerkstoff), Verbesserung der Verarbeitungsgenauigkeit (Leckageschutz) und Förderung eines modularen und standardisierten Designs.
Immersion: Entwicklung kostengünstiger Kühlmittel (z. B. einphasige Immersionsflüssigkeit), kompatibler Gehäuse und Zusammenarbeit mit Chipherstellern zur Anpassung individueller Kühllösungen.
Technische Reserve: Erforschung von Zweiphasenströmungskühlplatten und intelligenten Überwachungssystemen (z. B. dynamische Durchflussregelung durch KI), um dem zukünftigen hohen Leistungsbedarf gerecht zu werden.
5-Schlussfolgerung
Kurzfristig (2025–2027): Kühlplatten dominieren die allgemeine Entwicklung, und die Immersionsdurchdringung steigt auf 15–20 %. Langfristig (2030+): Phasenwechsel-Immersionskühlplatten werden im Bereich hoher Rechenleistung zum Mainstream, Kühlplatten verdrängen den Markt für Kühlplatten mit mittlerer und niedriger Dichte.
Gewinner: Kühlmittelkosten, steigender Chip-Stromverbrauch und internationale Umweltschutzrichtlinien.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

Mit der rasanten Entwicklung von Fahrzeugen mit alternativen Antrieben und der Energiespeicherindustrie sind geringes Gewicht, hohe Sicherheit und effizientes Wärmemanagement zu zentralen Anforderungen geworden. Unser Unternehmen ist intensiv in der Verarbeitung von Aluminiumlegierungen tätig. Mithilfe fortschrittlicher Materialauswahl, Umformungsverfahren und Schweißtechnik konzentrieren wir uns auf die Forschung, Entwicklung und Fertigung von Batteriewannen, Flüssigkeitskühlplatten, ESS Batterie-Gehäuse und Heizkörpern. Aluminiumlegierungen haben sich aufgrund ihrer geringen Dichte (ca. 2,7 g/cm³), hohen Festigkeit, Korrosionsbeständigkeit und hervorragenden Wärmeleitfähigkeit (ca. 150–220 W/m·K) zur idealen Wahl für geringes Gewicht und Wärmemanagement von Geräten mit alternativen Antrieben entwickelt.
1-Auswahl von Aluminiumlegierungen und wichtige Überlegungen
Verschiedene Produkte stellen deutlich unterschiedliche Leistungsanforderungen an Aluminiumlegierungen. Daher ist es wichtig, Festigkeit, Korrosionsbeständigkeit, Schweißbarkeit und Prozessanpassungsfähigkeit optimal aufeinander abzustimmen, um die richtigen Werkstoffe auszuwählen:
a. Batteriewannen
Gängige Werkstoffe: 6061-T6, 6005A-T6, 6063-T6.
Auswahlkriterien:
·Zugfestigkeit ≥ 240 MPa (z. B. 6061-T6) muss erfüllt sein, um die nationalen Standards für Extrusion, Fall- und Kugelschlagprüfungen zu erfüllen;
·Hohe Anforderungen an die Schweißbarkeit, thermische Risse müssen vermieden werden (vorzugsweise Mg/Si-verstärkte 6xxx-Serie);
·Die Korrosionsbeständigkeit wird durch Eloxieren oder Aluminiumbeschichtung verbessert.
Abbildung 1 – Batteriewannen aus Aluminiumlegierung
b. ESS Batterie-Gehäuse
Gängige Marken: 5083, 6061-T6 (besonders hohe Festigkeit und Korrosionsbeständigkeit).
Auswahlkriterien:
· Vibrations- und Stoßbelastungen standhalten; Streckgrenze ≥ 200 MPa;
· Hohe Anforderungen an die Oberflächenbehandlung zur Vermeidung elektrochemischer Korrosion.
c. Flüssigkeitskühlplatte
Gängige Marken: 3003, 6061/6063, 6082.
Auswahlkriterien:
· Hohe Wärmeleitfähigkeit und Korrosionsbeständigkeit;
· Der Flüssigkeitskühlkanal erfordert eine komplexe Formgebung. Die Serie 6xxx mit hervorragender Extrusionsleistung wird bevorzugt.
2-Unterschiede in der Prozessleistung und Verarbeitungsschwierigkeiten
Die Verarbeitung von Aluminiumlegierungen muss an ihre physikalischen Eigenschaften angepasst werden, insbesondere beim Schneiden, CNC-Bearbeiten, Schweißen und bei der Oberflächenbehandlung:
a. Schneiden und CNC-Bearbeitung
Schwierigkeiten:
· Hochpräzise Lochbearbeitung ist aufgrund der Materialduktilität anfällig für Grate oder Verformungen (z. B. Vorsprünge an den Kanten von Stufenlöchern).
· Dünnwandige Strukturen (z. B. Strömungskanäle von Flüssigkeitskühlplatten) müssen die Schnittkräfte kontrollieren, um Verzug zu vermeiden.
Lösung:
· Diamantbeschichtete Werkzeuge verwenden, um die Kantenschärfe zu verbessern und Extrusionsverformungen zu reduzieren.
· Verarbeitungsparameter optimieren (z. B. hohe Geschwindigkeit und niedriger Vorschub) und mit gängigen CNC-Geräten kombinieren, um eine stabile Verarbeitung zu gewährleisten.
b. Schweißprozess
Kernprobleme:
· Oxidschichten (Al₂O₃-Schmelzpunkt 2050 °C) behindern das Schmelzen und führen leicht zu Poren und Schlackeneinschlüssen.
· Manche Legierungen neigen stark zu Heißrissen, daher müssen die Schweißenergie und die Schweißdrahtzusammensetzung kontrolliert werden. Bevorzugte Verfahren:
·WIG-Schweißen (Wechselstrom): Geeignet für dünne Bleche. Die Oxidschicht wird durch Kathodenreinigung entfernt.
·MIG-Schweißen (Hochstrom + Helium-Mischgas): Hohe Schweißeffizienz für dicke Bleche und kontrollierbare Wärmezufuhr.
Abbildung 2 - Schweißen des Batteriewannen
c. Oberflächenbehandlung
·Druckfeste Isolierbeschichtung: Die Beschichtung auf dem Batteriewannen und der Innenseite der Packbox muss den Drucktest (≥ 3000 V DC/1 min) bestehen. Die Beschichtungsdicke beträgt 20–50 μm, um die Isolationssicherheit in Hochspannungsumgebungen zu gewährleisten.
·Isolier- und Entfeuchtungsbeschichtung: Für die ESS Batterie-Gehäuse werden hydrophobe Materialien (z. B. Fluorkohlenwasserstoffharz) verwendet, um das Risiko von Kondensation im Inneren zu verringern. Der Dyn-Wert von ≥ 34 gewährleistet die Haftung.
·Kollisionsschutzbeschichtung: Für die Außenwand des Batteriewannen wird Polyurethan-Elastomer (Härte ≥ 80 Shore A) verwendet, wodurch die Schlagfestigkeit um mehr als 30 % verbessert wird.
·Eloxieren: Konventionelle Korrosionsschutzbehandlung mit einer Schichtdickenabweichung von ≤ 3 μm, geeignet für komplexe Strukturen.
3-Überprüfung und Anpassung der Ausrüstung
Um die Standards der neuen Energiebranche (wie GB/T31467.3, UL2580) zu erfüllen, sind mehrdimensionale Überprüfungen und Prozessanpassungen erforderlich:
a. Überprüfung
· Strukturelle Festigkeit: Überprüfung der Tragfähigkeit, Extrusion und Kugelschlagfestigkeit der Wanne durch Finite-Elemente-Simulation (maximale Spannung ≤ Streckgrenze des Materials);
· Dichtungsprüfung: Das Flüssigkeitskühlsystem nutzt Heliumlecksuche (Leckrate ≤ 1 × 10⁻⁶ mbar·l/s) und einen zyklischen Drucktest (0,5–1,5 MPa/5000-mal);
· Überprüfung der Beschichtungsleistung:
Spannungsfestigkeitsprüfung der Isolierbeschichtung (5000 V DC/60 s ohne Durchschlag);
Antikollisionsbeschichtung besteht Kugelschlagprüfung (1 kg Stahlkugel aus 1 m Höhe) und Salzsprühnebelprüfung (1000 h ohne Abblättern).
b. Optimierung der Anlagenanpassung
· Allgemeine CNC-Anlagenumgestaltung: Durch hochpräzises Vorrichtungsdesign und einen dynamischen Kompensationsalgorithmus kann die Bearbeitungsverformung dünnwandiger Teile ≤0,1 mm betragen.
· Schweißparameterbibliothek: Festlegung von Standardschweißparametern (wie Stromstärke und Drahtvorschubgeschwindigkeit) für verschiedene Aluminiumlegierungen zur Verkürzung des Fehlerbehebungszyklus.
· Automatisiertes Beschichtungsspritzen: Durch den Einsatz eines mehrachsigen Roboterspritzens in Kombination mit Infrarothärtungstechnologie beträgt die Beschichtungsgleichmäßigkeitsabweichung ≤5 %.
Fazit
Die breite Anwendung von Aluminiumlegierungen in Anlagen für neue Energien ist nicht nur ein Erfolg der Materialwissenschaft, sondern auch Ausdruck von Prozessinnovation. Unser Unternehmen wird weiterhin neue Aluminiumlegierungen erforschen, die hochfest, korrosionsbeständig und leicht zu verarbeiten sind. Durch Prozessinnovationen fördern wir die Leistungssteigerung von Produkten wie Batterieträgern und Flüssigkeitskühlplatten und unterstützen so die Branche auf dem Weg in eine effiziente und leichte Zukunft.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Da die Leistungsdichte elektronischer Geräte stetig steigt, spielt die Wärmeableitung eine entscheidende Rolle für die Systemzuverlässigkeit und -lebensdauer. Als professioneller Hersteller mit 19 Jahren Erfahrung im Wärmemanagement kombinieren wir typische technische Fälle mit unserer Erfahrung in der multiphysikalischen Feldsimulation, um die fünf größten technischen Missverständnisse, die Ingenieure in Hochleistungsszenarien häufig übersehen, gründlich zu analysieren und branchenkonforme Lösungen bereitzustellen.
Missverständnis 1: Missbrauch von Materialien mit hoher Wärmeleitfähigkeit, Berechnungsabweichung des Wärmewiderstands der Schnittstelle
Typisches Problem: Übermäßiges Streben nach theoretischen Werten wärmeleitender Materialien unter Missachtung der technischen Realität des Wärmewiderstands der Schnittstelle.
Fallanalyse: Ein bestimmtes Wärmeableitungsmodul für Laserradare im Automobilbereich verwendet ein reines Kupfersubstrat (Wärmeleitfähigkeit 401 W/m·K), die Beschichtungsdicke des Wärmeleitmaterials (TIM) wird jedoch nicht genau kontrolliert (konstruktiv 0,1 mm, tatsächliche Schwankung ±0,05 mm). Der gemessene Wärmewiderstand der Schnittstelle erreicht 0,6 °C·cm²/W, wodurch die FPGA-Sperrschichttemperatur den Standard um 22 % überschreitet. Durch die Umstellung auf vorgeformte Wärmeleitpads (Toleranz ±0,02 mm, Wärmewiderstand <0,03 °C·cm²/W) und die Kombination mit einem Vakuumsinterverfahren sinkt die Sperrschichttemperatur um 17 °C, und die mittlere Betriebsdauer zwischen Ausfällen (MTBF) erhöht sich auf 100.000 Stunden.
Optimierungsplan:
Materialauswahl: Der Wärmewiderstand von TIM wird gemäß ASTM D5470 gemessen. Phasenwechselmaterialien oder metallgefüllte Elastomere werden bevorzugt.
Prozesskontrolle: Durch den Einsatz automatischer Dosiergeräte (Genauigkeit ±3 %) wird eine Dickentoleranz von <10 % gewährleistet und Luftspalte vermieden.
Missverständnis 2: Falsche Luftstromführung im Kühlsystem, lokale Hotspots außer Kontrolle
Typisches Problem: Die Anzahl der Lüfter wird blind gestapelt, wobei die Impedanzanpassung des Strömungskanals und der Grenzschichtablösungseffekt ignoriert werden.
Technisches Beispiel: Ein GPU-Cluster im Rechenzentrum verwendet vier 12038-Lüfter (Luftvolumen 200 CFM). Aufgrund einer falschen Auslegung des Luftführungswinkels (90°-Biegung) beträgt das tatsächliche effektive Luftvolumen jedoch nur 65 % des Nennwerts, und die lokale Temperaturdifferenz erreicht 40 °C. Nach der Optimierung mittels CFD-Simulation wird die Luftführung auf einen sich allmählich erweiternden Strömungskanal (Diffusionswinkel < 7°) umgestellt und eine versetzte Lamellenanordnung (der Abstandsgradient erhöht sich von 2 mm auf 3,5 mm) verwendet. Dadurch wird der Gesamtwindwiderstand um 30 % reduziert und die Hotspot-Temperaturdifferenz auf 8 °C begrenzt.
Kernstrategie:
Strömungsfelddesign: Windkanaltests werden gemäß ISO 5801 durchgeführt, um das Verhältnis von Einlass- zu Auslassfläche zu optimieren (empfohlen: 1:1,2).
Dynamische Regelung: Basierend auf der Q-H-Kurve des PWM-Lüfters wird der Systemimpedanzpunkt auf den höchsten Wirkungsgradbereich (üblicherweise 60–80 % des maximalen Luftvolumens) abgestimmt.
Missverständnis 3: Fehlerhaftes Umweltschutzdesign beschleunigt Materialalterung
Typisches Problem: Fokussierung auf die anfängliche Wärmeableitungsleistung, Vernachlässigung der Auswirkungen langfristiger Umweltbelastungen wie Feuchtigkeit, Hitze, Staub und Salznebel.
Fallanalyse: Ein Offshore-Windkraftkonverter verwendet einen Kühlkörper aus Aluminiumlegierung 6061 (Oberfläche eloxiert). Nach sechsmonatigem Betrieb in Salznebelumgebung löste sich die Oxidschicht ab, wodurch der thermische Kontaktwiderstand um 50 % anstieg und die IGBT-Ausfallrate sprunghaft anstieg. Durch die Umstellung auf Aluminiumlegierung 5052 (Salznebelbeständigkeit > 1000 h) und die Beschichtung mit Polyurethan-Dreischichtlack (Schichtdicke 50 μm, gemäß IEC 60068-2-11) sank die 3-Jahres-Feldausfallrate um 75 %.
Konstruktionsmerkmale:
Beschichtungstechnologie: Plasmagespritzte Al2O3-Keramikbeschichtung (Wärmeleitfähigkeit 30 W/m·K, Temperaturbeständigkeit > 800 °C) wird in Hochtemperaturszenarien eingesetzt.
Dichtungsstruktur: Schutzart IP69K (zweilagige Silikondichtung + Überdruckventil) zum Schutz vor Staub und Wasserdampf.
Missverständnis 4: Fehlende Modellierung der transienten Wärmelast und falsche Auswahl der Phasenwechselmaterialien
Typisches Problem: Die mittels stationärer Simulation entwickelte Wärmeableitungslösung kann Leistungsimpulse im Millisekundenbereich nicht bewältigen.
Messdaten: Ein Festkörper-Leistungsverstärker wird in einer 5G-Basisstation einer Impulslast von 2 ms bei 2000 W ausgesetzt. Der transiente Temperaturanstieg der herkömmlichen Aluminiumsubstratlösung erreicht 55 °C. Das Phasenwechselmaterial in Mikrokapselform (Paraffin-Graphen-Komposit, latente Phasenwechselwärme 220 J/g) wird in Kombination mit der transienten thermischen Simulation (ANSYS Icepak, transiente Schrittlänge 1 ms) verwendet, um den Temperaturanstieg auf 18 °C zu kontrollieren und so die Anforderungen des MIL-STD-810G-Schlagtests zu erfüllen.
Dynamische Managementtechnologie:
Phasenwechselverpackung: Die Wabenstruktur dient zur Einkapselung des Phasenwechselmaterials (Porosität > 70 %), um Flüssigkeitsaustritt zu vermeiden und die Wärmediffusionseffizienz zu verbessern.
Modellkalibrierung: Die Simulationsrandbedingungen werden basierend auf Infrarot-Wärmebildgebung (Abtastrate 100 Hz) korrigiert, und der Fehler beträgt <±1,5 °C
Missverständnis 5: Die TCO-Bewertung ist einseitig und ignoriert versteckte Betriebs- und Wartungskosten.
Typisches Problem: Es werden nur die Anschaffungskosten der Hardware verglichen, die Verluste durch Energieverbrauch, Wartung und Ausfallzeiten werden jedoch nicht quantifiziert.
Kostenvergleich: Eine Halbleiterfabrik verwendete ursprünglich luftgekühlte Schaltschränke (Anschaffungskosten 500.000 Yuan) und hatte eine jährliche Stromrechnung von 1,2 Millionen Yuan (PUE = 1,8). Nach der Umstellung auf eine zweiphasige Immersionsflüssigkeitskühlung (Anschaffungskosten 1,8 Millionen Yuan) sank die jährliche Stromrechnung auf 450.000 Yuan (PUE = 1,05). Durch die Reduzierung des Reinraumklimatisierungsbedarfs beliefen sich die jährlichen Gesamteinsparungen auf 900.000 Yuan. Die zusätzlichen Investitionen amortisierten sich innerhalb von 2,1 Jahren (IRR > 25 %).
Entscheidungsmodell:
Verfeinerte Modellierung: Einführung einer Monte-Carlo-Simulation zur Quantifizierung der Auswirkungen der Geräteausfallrate (Weibull-Verteilung) auf die TCO.
Politische Überlagerung: In Kombination mit CO2-Steuermechanismen (wie dem EU-CBAM) werden die CO2-Emissionen von Flüssigkeitskühlsystemen über ihren gesamten Lebenszyklus um 60 % reduziert und eine zusätzliche Subvention von 15 % gewährt.
Fazit: Weiterentwicklung des thermischen Designparadigmas von erfahrungsbasiert zu datenbasiert
Standardisierter Prozess: Einführung des thermischen Teststandards JESD51-14 bereits in der Konzeptionsphase, um spätere Nacharbeiten zu vermeiden (der Projektzyklus eines bestimmten optischen Moduls wird um 30 % verkürzt).
Multidisziplinäre Zusammenarbeit: Durch die Kopplung elektromagnetischer Verluste (HFSS-Extraktion) und des thermischen Dehnungsfelds mit COMSOL Multiphysics wird die Wärmeableitungseffizienz einer Radar-TR-Komponente um 40 % verbessert.
Intelligenter Betrieb und Wartung: Einsatz von Fasergitter-Temperatursensoren (Genauigkeit ±0,1 °C) und digitalen Zwillingsplattformen zur Fehlervorhersage (unerwartete Ausfallzeiten eines Supercomputing-Zentrums werden um 90 % reduziert).
Durch konsequentes Engineering und die Verifizierung vollständiger Datenverbindungen können thermische Designingenieure „unsichtbare Fehlerquellen“ gezielt vermeiden und den Grundstein für hochzuverlässige Systeme legen. Als Branchenexperten setzen wir uns für geschlossene Kreislauflösungen vom Material bis zum System ein und bewältigen gemeinsam mit unseren Kunden Herausforderungen im Wärmemanagement.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
1-Besondere Toleranzanforderungen für Schlüsselteile
Bei der Herstellung von Batteriewannen für Elektrofahrzeuge und flüssigkeitsgekühlten Energiespeichergehäusen wirkt sich die Toleranzkontrolle wichtiger Verbindungsflächen und Schnittstellen direkt auf die Abdichtung, die Wärmeableitungseffizienz und die Montagegenauigkeit aus.
a. Montagefläche der Flüssigkeitskühlplatte
Die Flüssigkeitskühlplatte ist das Herzstück des Batterie-Wärmemanagementsystems. Die Ebenheit ihrer Montagefläche wirkt sich direkt auf die Abdichtung des Kühlmittelkanals aus. Liegt die Ebenheit außerhalb der Toleranz, führt dies zu einer ungleichmäßigen Kompression der Silikondichtung, was lokale Undichtigkeiten oder einen erhöhten Wärmewiderstand zur Folge haben kann.
b. Fehlende Schweißnähte
Batteriewannen bestehen häufig aus einer Aluminiumlegierung. Fehlende Schweißnähte führen zu Spannungskonzentrationen und verringern die Lebensdauer. Insbesondere bei hohen Anforderungen an die Luftdichtheit des Batteriegehäuses (z. B. IP67) muss eine Fehlausrichtung streng kontrolliert werden.
c. Positionierungsloch für Batteriemodule
Das Positionierungsloch dient der präzisen Befestigung des Batteriemoduls. Zu große Toleranzen führen zu einer Fehlausrichtung des Moduls, was zu Verbindungsfehlern oder mechanischen Vibrationen führen kann.
d. Position der Befestigungsschraube
Die Schraube dient zur Verbindung des Batteriegehäuses mit dem Chassis. Positionsabweichungen führen zu Spannungen in der Montage und können sogar zum Bruch der Schraube führen.
e. Kantengeradheit des Batteriegehäuses
Die Kantengeradheit des Batteriegehäuses beeinflusst die Montage der oberen und unteren Abdeckungen sowie den IP-Schutzgrad, insbesondere bei lasergeschweißten Gehäusen, bei denen die Kante als Referenz für die Laserkopfführung dient.
2-Einfluss der Maßtoleranz auf die Fertigungseffizienz
Der Einfluss der Maßtoleranz auf die Fertigungseffizienz spiegelt sich hauptsächlich in der Balance zwischen Prozessablauf, Kostenkontrolle und Produktqualität wider. Eine sinnvolle Toleranzgestaltung kann nicht nur die Produktfunktion sicherstellen, sondern auch den Produktionsrhythmus optimieren. Der Einfluss einer sinnvollen Kontrolle der Maßtoleranz auf die Fertigungseffizienz spiegelt sich hauptsächlich in folgenden Aspekten wider:
a. Balance zwischen Bearbeitungsgenauigkeit und Produktionskosten
· Obwohl strenge Maßtoleranzen die Dichtungs- und Montagegenauigkeit verbessern können, sind hochpräzise Bearbeitungsanlagen und komplexe Prozesse erforderlich, was die Anlageninvestitionen und die Bearbeitungszeit erheblich erhöht.
· Übermäßiges Streben nach Genauigkeit kann zu höheren Bearbeitungskosten führen. Für wichtige Funktionsteile müssen strenge Toleranzen festgelegt und in unkritischen Bereichen entsprechend gelockert werden, um die Kosten zu senken.
b. Kontrolle der Nacharbeits- und Ausschussrate
· Eine sinnvolle Toleranzgestaltung kann Nacharbeit aufgrund von Maßabweichungen reduzieren.
· Schweißverformungen sind das Hauptproblem bei der Herstellung von Batteriewannen. Der Einsatz des CMT-Kaltschweißverfahrens kann die Wärmezufuhr optimieren, die Verformung nach dem Schweißen reduzieren und den Nacharbeitszyklus verkürzen.
c. Modulare und standardisierte Produktion
· Durch standardisierte Komponenten werden die Toleranzanforderungen auf lokal austauschbare Teile konzentriert, was den Verarbeitungsaufwand insgesamt reduziert.
· Ein standardisiertes Toleranzdesign kann zudem die Kompatibilität mehrerer Modelle unterstützen und den Bedarf an kundenspezifischer Verarbeitung reduzieren.
3-Industrienormen und praktische Anwendungen der Ebenheitskontrolle
Industrienormen stellen strenge Anforderungen an Batteriewannen für Fahrzeuge mit alternativen Antrieben:
a. Ebenheitsstandard: Die Ebenheit der Montagefläche der Flüssigkeitskühlplatte muss ≤ 0,2 mm, die Ebenheit der unteren Trägerplatte ≤ 0,5 mm/m² und der Ebenheitsfehler des Rahmens nach dem Schweißen ≤ 0,8 mm betragen.
b. Optimierung des Herstellungsprozesses: CNC-Präzisionsfräsen, CMT-Kaltschweißen und Vibrationsalterungsbehandlung (VSR) werden in Kombination mit einer Online-Erkennung mittels Laserinterferometer eingesetzt, um das Verformungsrisiko zu reduzieren.
c. Materialauswahl: Es wird die Verwendung hochfester Aluminiumlegierungen wie 6061 mit einer Streckgrenze von ≥ 1180 MPa empfohlen, wobei sowohl das geringe Gewicht als auch die strukturelle Stabilität berücksichtigt werden müssen.
4-Toleranzanpassungsstrategie durch Materialien und Prozesse
a. Materialinnovation fördert Leichtbau
Der Einsatz von leichten, hochfesten Aluminiumlegierungen (z. B. 6061) und Verbundwerkstoffen (Siliziumkarbid-verstärkte Aluminiummatrix), kombiniert mit Eloxal und Isolierbeschichtung, ermöglicht eine Gewichtsreduzierung von 30 % und eine verbesserte Korrosionsbeständigkeit. Er entspricht den Anforderungen an die Wärmeableitung von Flüssigkeitskühlsystemen.
b. Prozesskooperation verbessert die Fertigungsgenauigkeit
Einteiliges Extrusionsformen und Rührreibschweißen (FSW) reduzieren die Anzahl der Schweißnähte. CMT-Kaltschweißen und Laserschweißen kontrollieren die thermische Verformung.
c. Geschlossener Regelkreis für Simulationserkennung zur Gewährleistung der Zuverlässigkeit
CAE-Simulation optimiert die Anordnung der Verstärkungsrippen. Laserscanning und Heliumlecksuchtechnologie ermöglichen eine vollständige Prozessüberwachung. Das modulare Design ist mit einer Toleranz von ±5 mm kompatibel, was Kosten senkt und die Effizienz steigert.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.

1-Schweißprozesseigenschaften von Aluminiumlegierungen für Batteriewannen/Energiespeichergehäuse
Bei der Herstellung von flüssigkeitsgekühlten Energiespeichergehäusen, Batteriewannenn und anderen Produkten sind Flüssigkeitskühlkanäle und Mehrkammerstrukturen typische komplexe Konstruktionsmerkmale (siehe Abbildung 1). Solche Strukturen weisen häufig folgende Merkmale auf:
Abbildung 1: Typischer Aufbau eines Batteriewannen
Dreidimensionale Raumverflechtung: Die Strömungskanäle sind serpentinenförmig verteilt und weisen zahlreiche Wendepunkte auf.
Mehrstufige Verbindung: Haupt- und Nebenhohlraum sind durch dünnwandige Trennwände (2–3 mm dick) miteinander verbunden.
Miniaturisierungsmerkmale: kleiner Querschnitt der Strömungskanäle (die Mindestwandstärke des Aluminiumprofil-Strömungskanals beträgt 1,2 mm) und schlechte Schweißzugänglichkeit.
2-Analyse der Schwierigkeiten bei der Kombination mehrerer Schweißtechnologien in der Batteriewannen
Bei der Herstellung von Batteriewannen ist die Kombination mehrerer Schweißtechnologien erforderlich, beispielsweise die koordinierte Anwendung von Rührreibschweißen (FSW), Kaltmetall-Übergangsschweißen (CMT), traditionellem Schmelzschweißen (WIG/MIG) und anderen Technologien. Diese Kombination zielt darauf ab, Leichtbau, Festigkeit, Dichtheit und Produktionseffizienz zu berücksichtigen, birgt jedoch auch folgende Kernprobleme:
a. Problem der koordinierten Wärmezufuhr mehrerer Prozesse
Verschiedene Schweißtechnologien (wie FSW und Laserschweißen) weisen große Unterschiede in der Wärmezufuhr auf, die leicht zu Materialveränderungen und thermischen Verformungen führen können. Diese Probleme müssen durch Optimierung der Schweißsequenz und Parameteranpassung gelöst werden.
b. Engpässe bei Gerätekompatibilität und Effizienz
Der Gerätewechsel ist komplex, und die Anforderungen an die Genauigkeit der Parametersynchronisation sind hoch. Modulares Arbeitsplatzdesign und intelligente Schweißmaschinen sind erforderlich, um die Effizienz der Zusammenarbeit zu verbessern und die Zykluszeit zu verkürzen.
c. Herausforderungen beim Ausgleich von Dichtungsstärke und Kosten
Das Risiko von Undichtigkeiten an den Schnittstellen mehrerer Schweißnähte ist hoch (sie sind für 70 % der Defekte verantwortlich), daher ist eine redundante Dichtung und eine optimierte Topologie erforderlich.
3-Technische Praxis: Koordination mehrerer Schweißprozesse für Batteriewannen, Energiespeicher-Flüssigkeitskühlung und PACK-Box
a. Planung der Schweißnahtposition
· Optimierung der Schweißposition: Bereits in der Produktentwicklungsphase sollte die Schweißposition optimal gewählt werden, um Schweißnahtbildung an wichtigen Bauteilen oder in Bereichen, die die Produktfunktionen beeinträchtigen, zu vermeiden. Passen Sie beispielsweise den Abstand zwischen Frontrahmen und Wasserdüse an, um Störungen durch Schweißnahtbildung zu vermeiden. Optimieren Sie die Schweißposition der Wasserdüse, um die Auswirkungen auf die Produktleistung zu minimieren.
· Anpassung an die Produktstruktur: Die Schweißposition sollte an die Produktstruktur angepasst sein, um sicherzustellen, dass die Schweißnaht verschiedenen Belastungen während des Produkteinsatzes standhält. Beispielsweise werden bei Flüssigkeitskühlplatten die strukturelle Stabilität und Zuverlässigkeit des Produkts durch eine rationale Planung der Schweißposition verbessert.
· Einfache Bedienung und Erkennung: Die Schweißposition sollte für Bediener bequem zu bedienen und zu erkennen sein, um Schweißvorgänge und anschließende Qualitätsprüfungen durchzuführen. Vermeiden Sie beispielsweise Schweißarbeiten an schwer zugänglichen oder schlecht einsehbaren Stellen, um die Schweißeffizienz und -qualität zu verbessern.
b. Schweißnarbenkontrolle
· Schweißnarbengröße: Die Schweißnarbengröße muss streng kontrolliert werden. Die Schweißnarbenhöhe muss in der Regel im Bereich von 4–6 mm liegen und darf die Ebene nicht überschreiten, um das Erscheinungsbild und die Montagegenauigkeit des Produkts zu gewährleisten. Beispielsweise konnte im Projekt mit der Flüssigkeitskühlplatte die Schweißnarbengröße durch Anpassung der Schweißparameter und des Schweißprozesses erfolgreich kontrolliert werden, wodurch die Auswirkungen der Schweißnarbe auf die Produktleistung und -qualität vermieden wurden.
· Schweißnarbenform: Die Schweißnarbenform sollte möglichst gleichmäßig sein, um übermäßiges Schmelzen oder unvollständiges Verschmelzen zu vermeiden. Durch Optimierung der Schweißparameter und Betriebstechniken kann die Schweißnarbenform effektiv verbessert und die Schweißqualität gesteigert werden.
· Schleifbehandlung: Die an der Reibschweißstelle entstehenden konkaven Schweißspuren werden durch Schleifen glatt geschliffen, um die Anforderungen an Aussehen und Leistung des Produkts zu erfüllen.
c. Optimierung der Schweißsequenz
· Trennwandschweißen: Bei großen Produkten kann die Gesamtverformung durch Trennwandschweißen effektiv kontrolliert werden. Durch die Aufteilung des Produkts in mehrere Bereiche und deren sequentielles Schweißen wird die Wärmekonzentration während des Schweißprozesses reduziert und das Risiko thermischer Verformungen verringert.
· Schrittweise Korrektur: Während des Schweißprozesses wird die Schweißverformung durch die schrittweise Korrekturmethode zeitgerecht angepasst. Durch kontinuierliche Messung und Korrektur der Produktverformung während des Schweißprozesses werden Maßgenauigkeit und Form des Endprodukts entsprechend den Konstruktionsanforderungen sichergestellt.
· Optimierung des Schweißpfads: Planen Sie den Schweißpfad rational, um wiederholtes Schweißen im selben Bereich zu vermeiden und den Wärmeeintrag zu reduzieren. Beispielsweise wurde im Projekt mit der Flüssigkeitskühlplatte der Wärmeeintrag während des Schweißprozesses reduziert und die Schweißqualität durch Optimierung des Schweißpfads verbessert.
d. Kooperative Verformungskontrolle
Die Flüssigkeitskühlplatte verformt sich während des Schweißprozesses thermisch, was zu einer Verringerung der Maßgenauigkeit des Produkts führt.
Optimierungsmaßnahmen:
· Nutzen Sie Trennschweißen und schrittweise Korrekturmethoden, um die Gesamtverformung zu kontrollieren.
· Optimieren Sie die Schweißparameter, reduzieren Sie Stromstärke und Spannung sowie die Wärmezufuhr.
· Fixieren Sie das Produkt mit Vorrichtungen, um Bewegungen und Verformungen während des Schweißens zu reduzieren.
· Nutzen Sie symmetrische Schweißverfahren, um die Schweißwärme gleichmäßig zu verteilen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die CTC-Technologie (Cell-to-Chassis) steht aufgrund ihrer Fähigkeit, Reichweite und Raumeffizienz von Elektrofahrzeugen signifikant zu steigern, im Fokus. Doch ob sie traditionelle Batterietechnologien tatsächlich ersetzen kann, bleibt umstritten. Der zentrale Engpass in der Fertigung – die Schweißtechnik für Batteriegehäuse – entscheidet über ihre Zukunft: Komplexe Strukturen, Materialvielfalt und anspruchsvolle Thermomanagement-Anforderungen stellen konventionelle Schweißverfahren vor enorme Prüfungen. Dieser Artikel analysiert aus Ingenieursperspektive das Potenzial und die Grenzen der CTC-Technologie und zeigt, wie Schweißprozesse zum „Gradmesser“ dieser technologischen Revolution werden.
1-„Ideale vs. Realität“ der CTC-Technologie
CTC integriert Zellen direkt in das Fahrwerk, reduziert theoretisch überflüssige Komponenten und erhöht die Energiedichte. Doch die Machbarkeit der Massenanwendung wird kritisch hinterfragt:
Ambitionen vs. Zurückhaltung der Hersteller: Tesla, BYD und andere Marktführer haben CTC-Lösungen eingeführt, doch viele Hersteller zögern noch. Bis 2025 werden CTC-Modelle nur 15–20 % des globalen Marktes ausmachen, während CTP (Cell-to-Pack) dominant bleibt.
„Kosten der Reichweitensteigerung“: CTC erhöht die Energiedichte um 15–20 %, doch die strukturelle Komplexität treibt die Fertigungskosten um 30–50 % in die Höhe (Berechnungen von Beratungsunternehmen). Das Kosten-Nutzen-Verhältnis bleibt unklar.
Reparaturkosten-Debatte: Die monolithische Bauweise erhöht die Batteriereparaturkosten drastisch. Versicherungsdaten zeigen, dass bei CTC-Fahrzeugen nach Unfällen in 70 % der Fälle das gesamte Batteriesystem ersetzt werden muss – im Vergleich zu 25 % bei konventionellen Modellen.
Diese Widersprüche machen die Zukunft von CTC ungewiss. Ob der Marktanteil 20 % übersteigt, hängt von drei Faktoren ab: Teslas Cybertruck-Serienproduktion, Kostensenkungsdruck durch chinesische Preiskämpfe und europäische Regulierung zur Batteriereparaturfähigkeit. Die Schweißtechnik wird entscheiden, ob CTC die Kluft zwischen Labor und Massenproduktion überwindet.
2-Drei entscheidende Hürden des Schweißprozesses
Hersteller von Batterieträgern müssen bei der Implementierung der CTC-Technologie drei Kernprobleme überwinden:
a. Präzision im Mikrometerbereich und Effizienz
Traditionelle Schweißverfahren tolerieren Fehler von 0,5 mm. CTC-Träger müssen jedoch mehr Batterien aufnehmen, die Anzahl der Nähte erhöht sich um mehr als das Dreifache, und die meisten davon befinden sich auf gekrümmten und unregelmäßigen Teilen. Tests eines Herstellers zeigen, dass bei einem Schweißpositionierungsfehler von mehr als 0,15 mm die Ausbeute der Batteriezellenmontage von 99 % auf 82 % stark sinkt. Erschwerend kommt hinzu, dass die verbesserte Präzision oft mit einem Rückgang der Effizienz einhergeht – obwohl die Genauigkeit des Laserschweißens hoch ist, sind die Anlagenkosten mehr als fünfmal so hoch wie beim herkömmlichen Schweißen.
b. Materialmix: Wasser und Feuer
Um ein ausgewogenes Verhältnis zwischen geringem Gewicht und Festigkeit zu erreichen, wird für CTC-Träger häufig eine Mischstruktur aus Aluminiumlegierung, Kohlefaser und Spezialstahl verwendet. Die Unterschiede im Wärmeausdehnungskoeffizienten verschiedener Materialien können bis zu 20-mal so groß sein (z. B. Aluminium 23 μm/m·K gegenüber Kohlefaser 0,8 μm/m·K). Dadurch entstehen beim Schweißen leicht innere Spannungen und können zu Rissen führen. Beim Versuch, Aluminium und Kohlefaser zu verbinden, erreichte die Rissrate der Schweißnaht bis zu 18 % und überschritt damit deutlich den branchenüblichen Grenzwert von 3 %.
c. „Unsichtbarer Killer“ der Wärmeeinflusszone
Hohe Schweißtemperaturen können die Isoliermaterialien oder Sensorschaltungen um die Batteriezelle beschädigen. Ein Automobilhersteller erhöhte die Selbstentladungsrate des Batteriemoduls aufgrund unsachgemäßer Kontrolle der Schweißwärmezufuhr um 50 %. Ingenieure müssen die Schweißtemperaturschwankungen innerhalb von 0,1 Sekunden auf ±15 °C genau kontrollieren – dies entspricht dem Einbau einer hochpräzisen Temperaturbremse am Schweißbrenner.
3-Der Ausweg: Kein Patentrezept, nur Systeminnovation
Angesichts dieser Herausforderungen erkundet die Branche drei bahnbrechende Wege:
a. „Cocktailtherapie“ durch Prozesskombination
Laser-Lichtbogen-Hybridschweißen: Durch die Kombination der Präzision des Laserschweißens mit den Vorteilen des Lichtbogenschweißens wird die Schweißgeschwindigkeit von Aluminiumlegierungen um 40 % erhöht;
Kaltmetall-Übergangstechnologie (CMT): Durch präzise Steuerung der Wärmezufuhr wird die Wärmeeinflusszone um 60 % reduziert;
Intelligentes Roboterkompensationssystem: Automatische Anpassung des Schweißbrennerpfads anhand von Echtzeit-Schweißdaten und Steigerung der qualifizierten Schweißrate komplexer gekrümmter Oberflächen von 75 % auf 95 %.
b. Kompromisse im Vorfeld der Werkstoffentwicklung
Einige Unternehmen entwickeln gemeinsam mit Materiallieferanten schweißfreundliche Verbundwerkstoffe. Beispielsweise wurde die Schweißrissempfindlichkeit einer inländischen modifizierten Aluminiumlegierung (physikalische, chemische oder prozesstechnisch modifiziertes Aluminiumlegierungsmaterial) von Stufe 7 auf Stufe 3 (gemäß ISO-Normen) reduziert. Obwohl dadurch 5 % des Leichtbaueffekts verloren gehen, erhöht sich die Schweißausbeute auf 98 %.
c. „Digitaler Zwilling“ in der Erkennungsdimension
Durch die Erfassung aller Daten des Schweißprozesses (Strom, Temperatur, Geschwindigkeit usw.) und die Kombination mit KI-Modellen wird die Fehlerwahrscheinlichkeit vorhergesagt. Nach der Einführung dieser Technologie in einem Werk stieg die Online-Erkennungsrate von Schweißfehlern von 80 % auf 97 % und die Ausschusskosten wurden um 45 % gesenkt.
4-Neue Aufgaben für Ingenieure: Sicherheit in der Unsicherheit finden
a. CTCs Kontroverse ist ein Kampf zwischen „Systemoptimierung“ und „lokalen Grenzen“:
Wenn Schweißtechnik-Fortschritte langsamer sind als Kostensenkungsziele, bleibt CTC eine Nische.
Bei Durchbrüchen in Material, Technik und Prüfung könnte CTC ein neues Zeitalter einläuten.
b. Ingenieure müssen Kompetenzen neu definieren:
Interdisziplinäres Wissen: Verständnis für elektrochemische Sensibilität gegenüber Schweißwärme.
Agilität: Teams, die Schweißparameter für neue Legierungen in einer Woche optimieren, verdreifachen ihre Auftragschancen (europäischer Fall).
CTC steht am Scheideweg zwischen „disruptiver Innovation“ und „Serienfallen“. Es wird bestehende Technologien nicht vollständig ersetzen, zwingt die Schweißtechnik jedoch zu höherer Präzision, Materialkompatibilität und Intelligenz. Die wahren Gewinner sind nicht die Pionier-Hersteller, sondern Ingenieurteams, die „unmögliche Nähte“ in standardisierte Schnittstellen verwandeln.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
In der Flüssigkeitskühlung von Rechenzentren ist deionisiertes Wasser das gängige Kühlmedium. Die Anforderungen an die Oberflächenbehandlung auf Kundengezeichnen umfassen oft nur wenige Worte – doch genau diese entscheiden darüber, ob die Kühlplatte unter Betriebsbedingungen ihre konstruierte Lebensdauer erreicht.
Nach Erhalt der Zeichnung gehen wir üblicherweise in drei Schritten vor.
1. Die Absicht verstehen – was soll die „Vernickelung“ bei Kupfer-Kühlplatten bewirken?
Der Kunde gibt „vernickeln“ vor, um das Kupfer vom deionisierten Wasser zu trennen und Korrosion zu verhindern. Die Vernickelung ist jedoch nicht das Ende der Kette – wir fragen nach:
·Ist die Schichtdicke spezifiziert? Falls nicht, empfehlen wir sie basierend auf der Lebensdaueranforderung.
·Wird eine Porositätsprüfung verlangt? Die Beschichtung kann Poren aufweisen, durch die deionisiertes Wasser eindringt und lokale Durchbrüche verursacht.
·Gibt es Vorgaben zur Reinheit nach der Vernickelung? Rückstände von Sulfat- und Chloridionen wirken als Korrosionskeime.
![]()
Abbildung 1 – Vernickelte Kühlplatte
Unser Ansatz: Wir übersetzen die „Vernickelung“ in eine überprüfbare Parameterliste und stimmen diese mit dem Kunden ab. Wir gehen weder davon aus, dass der Kunde alles versteht, noch dass der Lieferant automatisch alles richtig macht.
2. Blinde Flecken aufzeigen – was in der Zeichnung steht, aber möglicherweise nicht ausreicht
Beispiel: Ein Kunde gibt auf der Zeichnung vor: „Aluminiumteile eloxieren, Schichtdicke 15 μm“.
Wir fragen nach: Ist eine Farbvorgabe erforderlich? Nach dem Eloxieren kann die Oberfläche naturfarben oder eingefärbt sein, was beim Kunden zu unterschiedlichen Farberwartungen bei der Abnahme führen kann. Noch wichtiger ist die Gleichmäßigkeit der Schichtdicke – ob die Innenwände der Mikrokanäle vollständig bedeckt sind, beeinflusst die Wärmeabfuhr und die gleichmäßige Korrosionsbeständigkeit.
Der Kunde hatte bisher nur auf die äußere Farbe geachtet, ohne zu erkennen, dass die Schichtdickengleichmäßigkeit spezifiziert werden muss. Wir ergänzen daher die Anforderung: Schichtdickentoleranz ±15 %, stichprobenartige Untersuchung durch Aufschluss der Mikrokanalbereiche.
3. Optionen aufzeigen – nicht die eine Lösung, sondern eine Abwägung der Risiken
Beispiel: Ein Kunde schreibt vor: „Kupfer und Aluminium gemischt, jeweils mit standardmäßiger Oberflächenbehandlung“.
Unsere Bewertung: Die Potenzialdifferenz zwischen Kupfer und Aluminium bildet im deionisierten Wasser einen galvanischen Korrosionskreislauf, wobei die Aluminiumseite beschleunigt angegriffen wird. Das ist jedoch kein „Geht nicht“, sondern erfordert „zusätzliche Maßnahmen“:
·Option A – Physikalische Trennung: Einsatz isolierender Verbindungsstücke an den Flüssigkeitsanschlüssen, um die Potenzialdifferenz zu unterbrechen.
·Option B – Absicherung durch Korrosionsinhibitoren: Zugabe von Inhibitoren zum Kühlmedium, dynamische Zyklustests gemäß ASTM D2570 zur Überprüfung der Kompatibilität.
·Option C – Einheitliches Material: Vollständig aus Kupfer oder vollständig aus Aluminium, um das galvanische Problem zu umgehen; Neubewertung von Wärmewiderstand und Kosten.
Der Kunde wählt entsprechend seiner Risikopräferenz, wir begleiten die Validierung.
Schlussbemerkung
Wenige Worte zur Oberflächenbehandlung verbergen eine ganze Kette von Entscheidungen über Material, Schichtdicke, Prozess und Prüfung. Wir sind kein reiner „fertigen nach Zeichnung“-Lieferant, sondern ein Partner, der die Zeichnung gründlich liest, blinde Stellen identifiziert und die Prüfpunkte vervollständigt.
Wenn Sie eine Zeichnung vorliegen haben, können wir diese gemeinsam durchgehen und alle Punkte markieren, die abgestimmt und verifiziert werden müssen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Auf dem Weg zu Exascale-AI-Rechenleistung sind Huaweis CloudMatrix 384 Super-Node und NVIDIAs GB200 NVL72 Cluster zu zwei weltweit beachteten technologischen Gipfeln geworden. Sie repräsentieren nicht nur unterschiedliche Hardware-Integrationsfähigkeiten, sondern offenbaren tiefgreifend zwei grundlegende Philosophien zum Aufbau von Supercomputing-Systemen.
Der eine Ansatz wird als "kontinuierliches hohes Fieber" metaphorisch beschrieben und steht vor der extremen thermischen Herausforderung, die unter der stabilen Betriebslast von 384 dicht gepackten Chips entsteht. Der andere wird als "intermittierende Epilepsie" charakterisiert und muss heftige, gepulste Wärmeströme bändigen, die entstehen, wenn 72 Top-GPUs synchron arbeiten. Diese unterschiedlichen "Krankheitsbilder" führen letztendlich zu völlig unterschiedlichen "Therapien" – also Kühllösungen – und veranschaulichen klar zwei zentrale Ingenieurphilosophien: Das Duell zwischen deterministischer Systemtechnik und agiler Ökosystem-Innovation. Für jedes Unternehmen in der Lieferkette ist das Verständnis dieses Duells der Schlüssel zur Definition der eigenen künftigen Rolle.
1- Die Ursache des Kernunterschieds – Die "Diagnose" bestimmt die "Therapie"
Am Ausgangspunkt des Designs schlugen Huawei und NVIDIA unterschiedliche Wege ein, was ihre jeweiligen Wärmequellen-Charakteristiken direkt prägte:
Tabelle 1: Vergleich der Wärmequellen-Charakteristika der beiden technologischen Pfade
Dieser Unterschied zwischen "kontinuierlichem hohen Fieber" und "intermittierender Epilepsie" ist keineswegs zufällig. Er spiegelt wider, dass Huawei als Herausforderer beschlossen hat, die Gesamtsystemleistung als Kernziel anzugehen und um jeden Preis den Durchbruch zur maximal möglichen Rechendichte in einem einzigen Rack zu schaffen. NVIDIA hingegen, als etablierter Marktführer, hat die Aufgabe, ein effizient zusammenarbeitendes und leicht zu verbreitendes Ökosystem aufzubauen, während es gleichzeitig den absoluten Leistungsvorsprung seiner Einzelchips sicherstellt.
2- Die Materialisierung der Ingenieurphilosophie – Zwei Pfade der Flüssigkühlung
Die beiden unterschiedlichen Designphilosophien manifestieren sich am deutlichsten in den entscheidenden Flüssigkühlungslösungen und prägen den gesamten Technologiestack vom Chip bis zum Rechenzentrumsraum.
a. Huawei: Die Flüssigkühlungspraxis deterministischer Systemtechnik
Dies ist eine von oben nach unten umgesetzte Designphilosophie, die für das systemweite Ziel der Deterministik geschaffen wurde. Ihr Kern liegt darin, die Wärmeabfuhr nicht nur als Zubehör, sondern als kritischen Teil der Infrastruktur ganzheitlich, integriert und mit hoher Zuverlässigkeit zu realisieren.
Abbildung 1: Huawei Ascend 384 Super-Node
· Chip-Level-Präzision und zuverlässige Verbindung: Um die effiziente Wärmeübertragung vom Chip zum Kühlkörper zu gewährleisten, konzentriert sich Huawei auf die technische Optimierung der Grenzflächenmaterialien. Obwohl öffentliche Dokumente zeigen, dass das Unternehmen in diesem Bereich (z.B. mit hochsphärischen Siliziumkarbid-Füllstoffen) über wegweisende Patentreserven verfügt, sind die konkreten Anwendungsdetails im Super-Node nicht öffentlich. Sicher ist, dass deren Lösung extrem niedrige Grenzflächenwiderstände und langfristige Zuverlässigkeit für die Herausforderung des "kontinuierlichen hohen Fiebers" anstrebt.
· System-Level-Redundanz und intelligente Steuerung: Es werden redundante Designs wie z.B. ringförmige Flüssigkeitsversorgung eingesetzt, und ein eigenentwickelter Flüssigkühlungs- und Wärmemanagement-Controller (TMU) fungiert als systemischer "Schaltzentrale". Dieser Controller ermöglicht eine unterbrechungsfreie (0-Sekunden) Umschaltung zwischen Leitungen und nutzt KI für Fehlervorhersagen. Auf diese Weise gewährleistet er durch softwaredefinierte Ansätze die Deterministik und Zuverlässigkeit der Wärmeabfuhrkette – ein typisches Beispiel für systemtechnisches Denken.
· Infrastruktur-Integration ("Kälte-Strom-Fusion"): Auf Rack-Ebene werden die Flüssigkühlungs-Verteilungseinheit (CDU) und die Hochspannungs-Stromverteilungseinheit (PDU) physikalisch integriert und einheitlich verwaltet. Dieses "integrierte Kühl- und Stromdesign" ist die ultimative technische Antwort auf extrem hohe Leistungsdichten pro Rack, die Vereinfachung der Bereitstellung und die Verbesserung der Energieeffizienz (Senkung des PUE). Es verkörpert die physische Umsetzung des deterministischen Designs vom Konzept zur realen Form.
b. NVIDIA: Der Flüssigkühlungsrahmen agiler Ökosystem-Innovation
Dies ist eine Designphilosophie, die den GPU-Kern in den Mittelpunkt stellt und durch die Definition offener Standards das globale Ökonomie befähigt. Ihr Kern liegt darin, einen validierten "Bauplan" bereitzustellen, der die Anwendungsschwelle für die gesamte Branche senkt und effiziente, flexible Skalierbarkeit ermöglicht.
· Chip-Level-Standardisierung und Referenzdesign (VRD): NVIDIA stellt für seine GPUs (z.B. die Blackwell-Serie) detaillierte thermische Referenzdesigns bereit, die physikalische Abmessungen des Kühlkörpers, die thermische Verlustleistung (TDP), Durchflussmenge, Druckverlust und andere Leistungsschnittstellen klar definieren. Dies liefert allen Kühlungsherstellern eine "Standardantwort", kapselt die Komplexität in Standardkomponenten und sichert so Kompatibilität und eine qualitative Grundlinie für die Basiskomponenten.
Abbildung 2: NVIDIA Server-Modul und Mikrokanal-Flüssigkühlkörper
· Ökosystem-Level-Kollaboration und Lösungszertifizierung: Enge Zusammenarbeit mit führenden Wärmemanagement- und Infrastrukturanbietern wie Vertiv und Boyd zur gemeinsamen Entwicklung und Zertifizierung von Rack-Level-Flüssigkühlungslösungen. Beispielsweise ist Vertivs "Tier 2 Ready"-Rack-Lösung ein vorab validiertes Produkt, das auf dem NVIDIA-Bauplan basiert. Sie ermöglicht es Rechenzentrumsbetreibern, Flüssigkühlungscluster wie Standardgeräte zu beschaffen und schnell einsatzbereit zu erhalt en.
· Digitaler Zwilling und beschleunigte Bereitstellung: Über die NVIDIA Omniverse-Plattform werden digitale Zwillinge und Simulationstools für Rechenzentrums-Flüssigkühlungssysteme bereitgestellt. Kunden können Kühllösungen in einer virtuellen Umgebung entwerfen, validieren und optimieren, was die Kosten und Risiken physischer Validierung erheblich reduziert und den Prozess von der Entwicklung bis zur Bereitstellung agil gestaltet.
Um diese beiden Pfade klarer zu verstehen, sind deren Kernunterschiede hier gegenübergestellt:
Tabelle 2: Huawei-Modell vs. NVIDIA-Modell: Überblick der Schlüsselunterschiede
3- Die Lehren der Geschichte und die künftige Konvergenz
Der Wettbewerb zwischen diesen beiden Pfaden ist in der Technologiegeschichte kein Einzelfall. Im Kern handelt es sich um eine weitere klassische Ausprägung des Gegensatzes zwischen systemintegrativer Innovation und plattformökologischer Innovation. Huawei ähnelt dem Apple der Steve-Jobs-Ära, indem es nach absoluter Kontrolle über das Produkterlebnis von der obersten bis zur untersten Ebene strebt. NVIDIA hingegen ähnelt eher dem heutigen Google Android, indem es durch die Festlegung von Kernstandards (Android-System/GPU-Architektur) den Wohlstand des gesamten Ökosystems antreibt.
Für die Branche liegt der künftige Trend wahrscheinlich nicht in der vollständigen Verdrängung des einen durch den anderen Ansatz, sondern in einer gewissen Konvergenz:
· Bei nationalen oder unternehmenskritischen Projekten, die extreme Rechenleistung anstreben, bleibt der Reiz des deterministischen Systemengineering ungebrochen.
· Im breiten kommerziellen Cloud-Computing-Markt wird sich die agile Ökosystem-Innovation aufgrund ihrer Geschwindigkeits- und Kostenvorteile weiter ausdehnen.
· Der funkelnde Funke der Erkenntnis könnte in der Schnittmenge entstehen: der Integration tieferer Maßschneiderung und kooperativer Optimierung in offene Ökosystem-Standards.
4- Schlussfolgerung
Der Wettstreit zwischen Huawei und NVIDIA im Bereich der Wärmeabfuhr ist daher im Wesentlichen ein Aufeinandertreffen zweier Kernkompetenzen im KI-Zeitalter: Die eine Seite strebt durch tiefe Integration von Systemtechnik nach deterministischer, maximaler Leistung. Die andere Seite treibt durch den Aufbau offener Standards und eines Ökosystems die agile Innovation und schnelle Verbreitung in der Industrie voran. Dieses Duell zeichnet den Teilnehmern in der Lieferkette klare Pfade vor: Sollen sie als "Spezialeinheit" tiefe Bindungen eingehen und konkrete, systemweite Festungen erobern? Oder als "Hauptarmee" in das Ökosystem eintreten und auf der weiten Ebene der Standards Märkte erschließen? Letztendlich hängt der Ausgang nicht nur von der Technologie selbst ab, sondern noch mehr vom Einblick in die Entwicklungslogik der Industrie und von der klaren Definition der eigenen Position in der künftigen Landkarte.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Wenn die „Größe“ der Batteriezelle zum Konsens wird, wird die „Stärke“ des Packs zum neuen Schlachtfeld
Die Energiespeicherbranche erlebt einen Sprung bei der Zellkapazität – der Wechsel von 280Ah hin zu 500Ah+ ist bereits Realität. Während sich die Branche auf die „Größe“ der Zelle konzentriert, rückt die „Stärke“ des Packs – also seine mechanische Tragfähigkeit und Fähigkeit zur Sicherheitsbeherrschung – in den Fokus des Wettbewerbs. Unabhängig davon, wie sich die Chemie oder Kapazität der Zelle entwickelt, müssen deren Ausdehnungskräfte, thermische Durchgehen-Energie und mechanische Lasten letztlich vom Untergehäuse des Packs, der mechanischen Basis, getragen werden.
Dieser Artikel beleuchtet aus der Perspektive des Strukturdesigns, wie das Untergehäuse des Packs differenzierten mechanischen und thermischen Anforderungen angesichts divergierender Zelltechnologiepfade begegnen und nachhaltig anpassbare Engineering-Kompetenzen aufbauen kann.
1 – Mechanische Analyse der drei technologischen Pfade: Das Dreiecks-Dilemma aus Last, Wärme und Raum
Die gestiegene Zellkapazität verändert direkt die Randbedingungen für das Pack-Systemdesign. Das Untergehäuse als „Skelett“ und „Haut“ des Systems muss drei Grundfragen neu beantworten:
a. Mechanische Analyse für 587Ah (Hochintegrationspfad)
Kernanforderung: Eine Energiedichte von ≥6 MWh in einem standard 20-Fuß-Container zu erreichen, treibt extrem kompakte Layouts wie „4 Spalten, 8 Cluster“ voran.
Herausforderungen für das Untergehäuse:
· Optimierung der Struktur-Tragfähigkeit: Bei erhöhter Gesamtmasse und reduzierten Stützpunkten muss das Gehäuse die Kraftübertragungspfade optimieren, um Gesamtsteifigkeit und lokale Festigkeit in kritischen Bereichen für Stabilität bei Transport und Betrieb zu gewährleisten.
· Integration der thermischen Managementstruktur: Das Flüssigkühlsystem ist tief mit dem Gehäuseboden und der Tragstruktur integriert – es dient sowohl als Kern des Wärmemanagements als auch als teilweise tragendes Element. Das Design muss dauerhafte Kühldichtigkeit unter langfristiger Strukturbelastung und thermischer Zyklisierung sicherstellen.
Abbildung 1: Simulation des Untergehäuses eines Energiespeicher-Packs
· Präzise Raumkoordination: Das Gehäuse muss in begrenztem Raum angemessene Toleranzen für Zellausdehnung, thermische Verschiebungen elektrischer Verbindungen und Feuerlöschleitungen vorsehen, um ein zuverlässiges Nebeneinander aller Subsysteme im kompakten Layout zu ermöglichen.
b. Thermo-mechanische Analyse des 684Ah-Pfads (Übergroße Kapazität)
Kernanforderung: Minimierung der Kosten pro Wh durch Maximierung der Einzelzellenkapazität, was jedoch physikalische Zentralisierungseffekte mit sich bringt.
Herausforderungen für das Untergehäuse:
· ‚Fokus‘-Effekt der Ausdehnungskräfte: Die Ausdehnungskraft einer einzelnen Zelle steigt nicht linear, sondern nahezu exponentiell mit der Kapazität. Der interne Rahmen des Gehäuses erfordert ein stärkeres und gleichmäßigeres ‚Bindungssystem‘, um die konzentrierten Ausdehnungsspannungen auf das gesamte Gehäuse zu verteilen und lokale plastische Verformungen zu vermeiden.
· ‚Gleichmäßigkeits‘-Dilemma im Wärmemanagement: Größere Wärmequellen benötigen effizientere Wärmeleitpfade. Das Material, die Dicke der Gehäusebodenplatte und das Design der Kontaktfläche zum Zellenboden (z.B. Kompressionsrate der Wärmeleitpads) werden entscheidend. Bei thermischem Durchgehen stellen die größere freigesetzte Energie höhere Anforderungen an die gerichtete Ableitfähigkeit der Druckentlastungskanäle und die Feuerwiderstandsdauer interner Brandschutztrennwände.
· Strukturelle Reaktion auf Gewichtskonzentration: Die schwereren Einzelzellen verändern die gesamten Vibrationsmodi des Packs. Das Untergehäuse erfordert neue Ermüdungssimulationen, um eine Lockerung von Verbindungselementen oder Strukturrissen durch Resonanz bei bestimmten Frequenzen zu verhindern.
c. Fertigungsanpassung für den 392Ah-Pfad (Robuster Übergangspfad)
Kernanforderung: Ausgewogenes Verhältnis von Leistung, Kosten und Liefereffizienz, um eine umfassend validierte Marktlösung bereitzustellen.
Herausforderungen für das Untergehäuse:
· Stabile Umsetzung einer ausgereiften Lösung: Basierend auf einem bewährten Design- und Fertigungssystem wird durch strenge Prozesskontrolle Produktkonsistenz sichergestellt, um einen schnellen und stabilen Massenproduktionsrhythmus zu unterstützen.
· Tiefgreifende Lieferketten-Synergie: Durch Nutzung etablierter Zuliefernetzwerke und mittels Materialauswahl, Prozessoptimierung und Massenbeschaffung wird die umfassende Kosteneffizienz des Produkts kontinuierlich gesteigert.
2 – Differenziertes Ingenieurdenken als Antwort:
Angesichts mehrerer Technologiepfade können Untergehäuse-Lieferanten nicht für jeden Weg ein neues technisches System aufbauen. Die eigentliche Lösung liegt in einer plattformbasierten, präzisen Reaktion – mit skalierbarem, modularisiertem Design, um verschiedene Anforderungen effizient anzupassen.
a. Fokus auf gemeinsame physikalische Prinzipien und Kooperationsmodelle
Die Zellenentwicklung folgt stabilen physikalischen Gesetzen. Wir haben einen gemeinsamen Bewertungsprozess auf Basis von Kernparametern etabliert. Unter Einbeziehung von Material- und Strukturdaten ermöglicht dies eine schnelle Einschätzung der Machbarkeit neuer Zellen, eine frühzeitige Identifizierung von Kompatibilitätsrisiken, eine Fokussierung der Designrichtung und eine Reduzierung späterer Nacharbeiten.
Abbildung 2: Untergehäuse für 587Ah-Energiespeicher-Pack
b. Aufbau eines flexiblen Systems aus „Standard-Schnittstellen + konfigurierbaren Modulen“
Um den kundenspezifischen Anforderungen durch divergierende Technologiepfade zu begegnen, haben wir ein klares Designsystem mit standardisierten Schnittstellen und intern konfigurierbaren Modulen etabliert:
· Einheitliche externe Schnittstellen: Montagepositionierung zum Energiespeicher-Container, elektrische Durchführungen, Anschlüsse für das Kühlsystem usw. halten sich strikt an gängige Branchenspezifikationen, um Kompatibilität und Montagekonsistenz auf Systemebene sicherzustellen.
· Konfigurierbare interne Struktur: Wir bieten eine Reihe interner Stützkomponenten und integrierter Wärmemanagement-Lösungen, die flexibel je nach Zellengröße und Anordnung kombiniert werden können.
· Integriertes Wärmemanagement-Modul: Das thermische Managementmodul ist modular aufgebaut. Kernziel ist die optimierte Temperaturregelung und Temperaturhomogenität der Zellen, wodurch es flexibel an die thermischen Anforderungen verschiedener Technologiepfade angepasst werden kann.
c. Einführung flexibler Fertigungslinien nach dem Prinzip „Fertigung als Teil des Designs“
Um der Vielfalt der Technologiepfade gerecht zu werden, ist unser Fertigungssystem um eine skalierbare Grundplattform und modulare Montage organisiert:
· Fertigung der Grundgehäuse-Plattform: Sie gewährleistet Präzision und Konsistenz der Hauptstruktur und bietet so eine zuverlässige Basis für verschiedene Konfigurationen.
· Modulare Montageeinheiten: Sie ermöglichen die flexible Auswahl und Montage entsprechender interner Stütz- und Wärmemanagementmodule basierend auf Zellengröße und Anordnung. Durch diesen Aufbau können wir auf derselben Produktionslinie effizient zwischen Produkten unterschiedlicher Technologiepfade wechseln und Kunden so bei der Bewältigung von Lieferketten- und Logistik-Herausforderungen unterstützen, die sich aus der parallelen Entwicklung mehrerer Pfade ergeben.
3 – Neudefinition des Werts des Untergehäuses: Vom passiven Träger zum aktiven Enabler
Das Untergehäuse entwickelt sich vom passiven Behälter zum systemkritischen Ermöglichungsbauteil, das Sicherheit, Energiedichte und Lebenszykluskosten direkt beeinflusst:
a. Sichere Tragstruktur: Durch Bereitstellung zuverlässiger struktureller Kanäle und Montagebasen für systemweite Druckentlastung und Brandschutztrennwände bildet es gemeinsam mit der Kontrolle der thermischen Ausbreitung einen mehrstufigen Sicherheitsschutz.
b. Unterstützung der Energiedichte: Leichtbau- und hochfeste Designs reduzieren Eigengewicht und Platzbedarf und schaffen so mehr Leistungsspielraum für Zellen und Kühlsystem.
c. Gewährleistung langfristiger Zuverlässigkeit: Strukturelle Integrität und Ermüdungsfestigkeitsauslegung befähigen das System, anhaltenden Herausforderungen wie Langzeitzyklen und Transportvibrationen standzuhalten.
4 – Fazit: Eine Brücke schlagen zwischen divergierender Upstream-Entwicklung und bestimmter Downstream-Anwendung
Mit der Weiterentwicklung der Zellentechnologie streben Energiespeichersysteme kontinuierlich nach mehr Sicherheit, höherer Dichte und geringeren Kosten. Das Untergehäuse muss eine zuverlässige und anpassungsfähige Basis bieten und durch Modularität sowie flexible Fertigung auf verschiedene Technologiepfade reagieren. Der Branchenwettbewerb verlagert sich zunehmend auf systemisches Engineering, wobei das Pack-Gehäuse ein Schlüsselelement darstellt.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Während der jahrzehntelangen Entwicklung von Rechenzentren blieb Luftkühlung die vorherrschende Wahl. Mit der Einführung der NVIDIA GB200-Serie wird dieses Gleichgewicht jedoch grundlegend durchbrochen. Wenn die Rechendichte neue Höhen erreicht, können traditionelle Kühlmethoden den Anforderungen nicht mehr gerecht werden. Flüssigkühlung rückt endgültig aus dem Hintergrund in den Vordergrund und wird zur entscheidenden Infrastruktur für KI-Rechenleistung.
1 – Grundlegender Wandel auf der Nachfrageseite
a. Leistungsdichte durchbricht kritische Schwelle
Die Leistungsdichte des GB200 NVL72-Racks wird voraussichtlich über 30 kW pro Rack liegen – ein Wert, der die Kühllimit von traditioneller Luftkühlung (15–20 kW) weit übersteigt. Dies bedeutet:
· Zwangsläufige Technologiewahl: Flüssigkühlung wird von „überlegenswert“ zur „einzigen Option“.
· Qualitativer Wandel des Marktvolumens: Jede GB200-Installation bedeutet einen gesicherten Bedarf an Flüssigkühlung.
· Deutliche Werterhöhung: Der Wert des Flüssigkühlsystems pro einzelnes Rack erreicht eine Größenordnung von mehreren hunderttausend RMB.
b. Anforderungen an die Zuverlässigkeit steigen
Mit steigender Rechendichte pro Rack wächst auch der geschäftliche Wert, den es trägt, exponentiell. Die Zuverlässigkeit des Flüssigkühlsystems betrifft direkt:
· Geschäftskontinuität: Ein einziger Kühlungsausfall kann Rechenleistungsverluste in Millionenhöhe verursachen.
· Systemlebensdauer: Pro 10 °C Temperaturerhöhung halbiert sich die Lebensdauer elektronischer Komponenten.
· Leistungsstabilität: Die Kühleffizienz bestimmt direkt, ob Chips dauerhaft ihre Spitzenleistung halten können.
2 – Umfassend gesteigerte technische Anforderungen
a. Sprungartig erhöhte Anforderungen an die Kühlleistung
Der GB200 stellt bisher unerreichte Anforderungen an das Kühlsystem:
· Verdopplung der Wärmeleitfähigkeit
· Die Wärmeleitfähigkeit der Kühlplatte muss das 3- bis 5-fache herkömmlicher Lösungen erreichen
· Der Kontaktwiderstand muss um eine Größenordnung reduziert werden
Abbildung 1 – Mikrokanal-Flüssigkühlplatte
b. Präzise Durchflusskontrolle
· Eine Durchflussregelgenauigkeit von innerhalb ±1 % muss erreicht werden
· Unterstützung dynamischer Durchflussanpassung für verschiedene Lastprofile
c. Temperaturhomogenität
· Die Temperaturdifferenz auf der Chip-Oberfläche muss innerhalb von 5 °C kontrolliert werden
· Lokale Hotspots müssen vermieden werden, um die Systemstabilität zu gewährleisten
3 – Sprunghaft gestiegene Systemintegrationskomplexität
Flüssigkühlsysteme haben sich von einfachen Komponentenlieferungen zu komplexen Systemprojekten entwickelt:
a. Traditionelles Modell:
· Bereitstellung standardisierter Kühlplatten
· Einfache Rohrverbindungen
· Grundlegende Überwachungsfunktionen
b. GB200-Ära:
· Rack-weites Flüssigkühl-Architekturdesign
· Intelligentes Durchflussverteilungssystem
· Echtzeit-Überwachung des Systemzustands
· Fähigkeit zur vorausschauenden Wartung
Abbildung 2 – NVIDIA GB200-Rack
4 – Umfassend gesteigerte Wettbewerbsbarrieren
In der neuen Marktumgebung müssen Unternehmen höhere Hürden überwinden:
a. Technologische Barrieren
Flüssigkühlungsunternehmen müssen die Grenzen einzelner Disziplinen durchbrechen und ein interdisziplinäres Technologieportfolio aufbauen. Die tiefe Integration multidisziplinärer Technologien – wie Mikrokanal-Design, Materialwissenschaften und Strömungsmechanik – ist zur Grundvoraussetzung geworden. Die Fähigkeit zur chipgenauen thermischen Simulation und Optimierung prüft zudem die technologische Tiefe eines Unternehmens. Es handelt sich nicht mehr um einfache Verfahrensverbesserungen, sondern um systemische Projekte, die langfristige F&E-Investitionen erfordern.
b. Zertifizierungsbarrieren
Das industrielle Zertifizierungssystem wird immer strenger. Unternehmen müssen nicht nur strenge Zuverlässigkeitstests der Server-Hersteller bestehen, sondern auch die technische Zertifizierung des Chip-Herstellers (OEM) erhalten. Diese doppelte Zertifizierung validiert nicht nur die technische Leistung des Produkts, sondern prüft auch das Qualitätsmanagement und die Fähigkeit zur kontinuierlichen, stabilen Lieferung. Sie ist zum erforderlichen Passierschein für den Eintritt in die kritische Lieferkette geworden.
c. Servicebarrieren
Da Flüssigkühlsysteme zum Kernsubsystem aufgestiegen sind, ist die Servicefähigkeit zu einem entscheidenden Wettbewerbsfaktor geworden. Unternehmen müssen ein landesweites Schnellreaktionsnetzwerk aufbauen und ein professionelles 24/7-Betriebs- und Wartungssystem etablieren. Diese Servicefähigkeit erfordert nicht nur rechtzeitigen technischen Support, sondern vor allem vorbeugende Wartung und Notfallbehandlung in Form einer kompletten Service-Lösung – um so zum wirklich vertrauenswürdigen Partner der Kunden zu werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
In der Entwicklungsgeschichte der Rechenarchitektur kommen einige Momente nicht leise. Die Vorstellung des NVIDIA GB200 NVL72 ist ein solcher Moment – nicht nur ein neues Produkt, sondern eine vollständige Neudefinition des Server-Begriffs.
Dreißig Jahre lang bedeutete "Server" eine standardisierte Gehäuseeinheit: mit Hauptplatine, CPU, Speicher, Festplatten und Erweiterungskarten, verbunden über Industrieschnittstellen. Gemessen in "U", gestapelt in Racks, vernetzt über Kabel. Doch der GB200 NVL72 zersetzt diese Definition im Kern.
Sein Wesen ist nicht länger "ein Server", sondern ein "Rechensystem" in Rack-Form. Traditionelle Komponenten werden dekonstruiert und durch NVLink-C2C, Flüssigkühlung und Rack-Strommanagement in eine untrennbare Einheit reintegriert. Dies ist kein Upgrade, sondern ein Paradigmenwechsel.
1 - Was ist ein "Server"? Die Antwort wandelt sich
Dreißig Jahre lang war ein Server ein standardisiertes Gehäuse: Hauptplatine, CPU, Speicher, Festplatten, Erweiterungskarten – alle nach Industriestandards austauschbar.
Doch GB200 ändert dies fundamental:
· Rechenkern nicht mehr separate CPU/GPU, sondern GB200 Superchip – eine integrierte CPU-GPU-Einheit
· Verbindung nicht über PCIe, sondern über Anpassung NVLink-Backplanes
· Kühlung nicht optional, sondern integriertes Flüssigkühlsystem
· Bereitstellungseinheit wechselt vom "Gehäuse" zum "Rack"
Traditionelle Serverkomponenten werden "zerlegt" und auf Rack-Ebene neu integriert. Keine Evolution, sondern Rekonstruktion.
Tabelle 1 - Neudefinition der physischen Architektur: Vom "Gehäuse" zum "Rack"
2 - Die drei Säulen der „Rack-Level-Architektur“
Das traditionelle Serverdesign balanciert und kompromittiert innerhalb eines geschlossenen Gehäuses. Die durch den GB200 repräsentierte Rack-Level-Architektur hingegen betrachtet Kühlung, Konnektivität und Stromversorgung in einer neuen Dimension als komplettes System im Top-Level-Design. Es geht nicht mehr um das Stapeln von Komponenten, sondern um eine systemweite Tiefenintegration. Dies basiert auf der synergetischen Innovation von drei Kernpfeilern.
Säule 1: Vom „Networking“ zum „Backplane-Bus“
In traditionellen Rechenzentren sind Server eigenständige Knoten, die über Netzwerke (wie Ethernet) kommunizieren. Im GB200 NVL72 hat der NVLink-Fabric im Rack die Rolle des Busses auf einem Mainboard übernommen und wird zum „Rückgrat“, das alle Recheneinheiten verbindet. Dies ermöglicht, dass 72 GPUs im Rack wie eine einzige riesige GPU zusammenarbeiten, mit optimierter Kommunikationsbandbreite und Latenz um Größenordnungen.
Säule 2: Kühlung wird vom „Support-System“ zum „Kern-Subsystem“
Wenn die Rechendichte von einigen Dutzend Kilowatt auf über hundert Kilowatt pro Rack steigt, stößt traditionelle Luftkühlung an ihre Grenzen. Flüssigkühlung ist kein optionales „Support-System“ mehr, sondern ein Kernsubsystem, gleichwertig mit Rechenleistung und Konnektivität. Ihr Design entscheidet direkt über die Performance und Stabilität des Gesamtsystems und ist der Schlüssel von „funktionsfähig“ zu „hochleistungsfähig“.
Säule 3: „Zentralisierung und Restrukturierung“ von Management und Stromversorgung
Der GB200 nutzt eine rackweite zentrale Stromversorgung und Verwaltung. Dies zielt nicht nur auf eine höhere Stromwandlungseffizienz ab, sondern definiert auch die Systemkopplung neu. Es führt zu vereinfachter Verkabelung und einer einheitlichen Managementansicht, erweitert jedoch auch die Fehlerdomäne von einem einzelnen Server auf das gesamte Rack und stellt neue Anforderungen an den Betrieb.
3 - Neustrukturierung und Verlagerung der Wertschöpfungskette
Die „Rack-Level-Architektur“, verkörpert durch den GB200, wirkt weit über die Technologie selbst hinaus und zeichnet klar den Verlauf einer neuen branchenweiten Wertschöpfungskette nach. Traditionelle Wertverteilungen werden aufgebrochen, neue Wertschöpfungszentren entstehen bei der systemweiten Integration und der Software-Hardware-Synergie.
Server-Hersteller: Strategischer Wandel vom ‚Definierer‘ zum ‚Integrator‘
Traditionelle Server-Giganten wie Dell und HPE sehen ihre Kernwerte schwinden. Deren einstige Überlebensgrundlage – Mainboard-Design, Systemoptimierung und Standardfertigung – verliert in hochgradig kundenspezifischen,Werkseitig integriert Systemen wie dem GB200 an Bedeutung.
Doch in der Krise liegen neue strategische Chancen:
· Wertverlagerung nach oben: Der Wettbewerbsfokus verschiebt sich vom Server-Innendesign zu Rack-Level-Flüssigkühlung, Stromversorgungseffizienz und Strukturlayout.
· Wertausweitung: Die Kernkompetenz erweitert sich von der Hardware-Fertigung hin zu professionellen Services für Massenbereitstellung, plattformübergreifendes Betriebsmanagement und Integration in bestehende IT-Landschaften.
Dies bedeutet eine Transformation der Rolle: Vom „Definierer“ standardisierter Produkte zum „höherwertigen Integrator und Enabler“ komplexer Systeme.
‚Strategischer Einkauf‘ der Cloud-Anbieter: Balance zwischen Abhängigkeit und Autonomie
Für Hyperscaler ist der GB200 sowohl strategische Notwendigkeit als auch Warnung.
· Kurzfristige Taktik: Als ultimative Rechenleistungs-Referenz ist der GB200-Einkauf eine zwingende Wahl, um die Marktnachfrage nach top KI-Leistung zu bedienen.
· Langfristige Strategie: Um Lieferkettenrisiken und Vendor-Lock-in zu vermeiden, sind eigenentwickelte KI-Chips (wie TPU, Trainium, Inferentia) zur Kernstrategie für künftige Autonomie geworden.
Ihr Verhalten spiegelt die komplexe Abwägung zwischen Effizienz und Autonomie, kurzfristigem Markt und langfristiger Kontrolle wider.
Entwicklung der Entscheidungsfindung bei Endkunden: Von der Bewertung der ‚Komponenten‘ zur Bewertung des ‚Outputs‘
Für technische Entscheidungsträger (CTOs, technische VPs) vollzieht sich ein fundamentaler Wandel im Beschaffungsparadigma.
Traditionelle Einkaufsliste:
· CPU-Kerne und Taktfrequenz
· GPU-Modell und -Anzahl
· Speicher- und Storage-Kapazität sowie -Geschwindigkeit
Heutige strategische Überlegungen:
· Effizienzkennzahlen: Leistung pro Watt, gesamte Modelltrainingszeit
· Gesamtbetriebskosten (TCO): Umfassende Kosten inkl. Hardware, Energie, Betrieb und Personal
· Geschäftsagilität: Zeitzyklus von der Bereitstellung bis zum Ergebnis
Dieser Wandel markiert den entscheidenden Übergang der Technologiebeschaffung von einer Cost-Center- zu einer Produktivitäts-Investitions-Mentalität.
Der GB200 definiert die Recheneinheit neu – vom „Server“ zum „Rack“. Dies ist mehr als ein Leistungsupgrade, es ist ein vollständiger Architekturparadigmenwechsel. Das Streben nach Effizienz übertrifft das reine Komponentenstapeln, die Wertschöpfungskette der Branche wird neu strukturiert. In diesem Wandel ist nur eines sicher: Sich anpassen oder zurückbleiben.
Eine neue Ära des Rechnens hat begonnen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Wenn Ihre Geräte mehrere Kernwärmequellen mit unabhängigen Betriebszuständen, unterschiedlichen Verlustleistungen oder Isolationskühlanforderungen aufweisen, stößt eine traditionelle Einzelkanal-Kühlplatte an ihre Grenzen – mehrkreisige Flüssigkühlkörper mit eingebetteten Kupferrohren sind hier die entscheidende Lösung.
1-Warum Mehrkreislauf? Drei Hauptanwendungsfälle adressieren konkrete Probleme
a. Thermische Entkopplung für die Leistungssicherung kritischer Komponenten
Wenn verschiedene Bauteile wie IGBTs und Dioden oder CPUs und GPUs eng beieinander angeordnet sind, kann ein einzelner Kühlkanal zu gegenseitiger Wärmeinterferenz ("Übersprechen") führen. Dies zwingt weniger wärmeerzeugende Komponenten, bei höheren Temperaturen zu arbeiten. Ein Mehrkreislauf-Design wirkt wie eine "individuelle Klimaanlage" für jedes Bauteil, unterbindet Wärmeinterferenz wirksam und gewährleistet, dass jede Einheit in ihrem optimalen Temperaturbereich arbeitet – was die Systemleistung und Stabilität steigert.
b. Systemredundanz für hochzuverlässige Architekturen
In Bereichen mit extrem hohen Zuverlässigkeitsanforderungen (z.B. Server, Kommunikations-Basisstationen) führt ein Ausfall eines einzelnen Kühlkreislaufs zum Systemstillstand. Das Mehrkreislauf-Design ermöglicht ein "N+1"-Redundanz-Kühlsystem. Bei einem unerwarteten Ausfall eines Kreislaufs können die verbleibenden Kreisläufe weiterhin eine Grundkühlung bereitstellen. Dies verschafft wertvolle Zeit für Wartungsarbeiten und ist grundlegend für hochverfügbare Designs.
c. Anpassung an unregelmäßige Layouts und differenzierte Kühlanforderungen
Bei ungleichmäßig verteilten Wärmequellen ist eine homogene Kühlung mit einem einzigen Kanal schwer zu erreichen. Mehrkreisläufe ermöglichen eine "maßgeschneiderte" Lösung: Sie können den Verlauf jedes Kupferrohrs flexibel an die tatsächliche Form und Anordnung der Wärmequellen anpassen, um jede Wärmequelle präzise mit dem optimalen Kanalweg zu versorgen. Gleichzeitig können Sie leistungsstarke Kreisläufe für Bauteile mit hoher Verlustleistung und kleinere Kreisläufe für solche mit geringerer Leistung konfigurieren – für eine optimale Zuordnung der Kühlressourcen.
Abbildung 1: Mehrkreis-Flüssigkühlplatte mit eingebettetem Kupferrohr
2-Design- und Fertigungskern: Wie lassen sich Leistung und Zuverlässigkeit auf engstem Raum in Einklang bringen?
Beim Mehrkreislauf-Design ist der Kanalabstand der entscheidende Erfolgsfaktor.
a. Thermische Mindestanforderung: Vermeidung von "thermischen Kurzschlüssen"
Ist der Abstand zwischen benachbarten Kanälen zu gering, kann sich Wärme selbst bei unabhängigen Kreisläufen schnell durch das dazwischenliegende Aluminiumsubstrat ausbreiten – die Isolationswirkung wird erheblich beeinträchtigt. Durch Simulationen und Tests haben wir einen Mindestabstand vom ≥1,5-fachen Rohrdurchmesser als Grundprinzip festgelegt, um die thermische Unabhängigkeit sicherzustellen.
b. Strukturelle Grenze: Wahrung der "drucktragenden Lebenslinie"
Das Aluminiumsubstrat zwischen den Kanälen stellt eine Schwachstelle für die Innendruckbelastung dar. Ein zu enger Abstand führt zu unzureichender Stegfestigkeit, was bei Druckspitzen ein Aufreißrisiko birgt. Mithilfe mechanischer Spannungssimulationen stellen wir sicher, dass die Spannung zwischen den Kanälen unter allen Betriebsbedingungen deutlich unter der Streckgrenze des Materials bleibt – und eliminieren so grundsätzlich die Gefahr des "Berstens der Platte".
Abbildung 2: Flüssigkühlplatte mit eingebettetem Kupferrohr
c. Fertigungstechnische Limiten: Sicherstellung der "Präzisionsfertigung"
Enge Abstände stellen hohe Anforderungen an die Fräswerkzeuge für die Nutbearbeitung. Basierend auf umfassender Fertigungserfahrung setzen wir den Abstand in Relation zum Werkzeugdurchmesser. So gewährleisten wir nicht nur eine effiziente Bearbeitung, sondern auch glatte und ebene Nutwände – die Grundvoraussetzung für den späteren formschlüssigen Einbau der Kupferrohre und eine wärmeleitoptimierte Verbindung.
3- Wichtige Aspekte der technischen Umsetzung
Eine erfolgreiche Mehrkreislauf-Konstruktion erfordert die Beachtung folgender Punkte:
a. Kooperatives Design
Es wird empfohlen, thermisches und mechanisches Design bereits in der Konzeptphase zu integrieren. Strömungskanallayout, strukturelle Festigkeit und Fertigungsmöglichkeiten sollten gemeinsam betrachtet werden, um nachträgliche Designänderungen zu vermeiden.
b.Prozesskontrolle
• Hochpräzises CNC-Nutenfräsen zur Sicherstellung der Nutenbreitentoleranzen und Oberflächenqualität
• Anwendung der Innendorn-Biegetechnik für Kupferrohre, um deren Durchgängigkeit und gleichmäßige Wandstärke nach dem Biegen zu gewährleisten
• Zuverlässige Einlege- und Fixiertechnik zur Verhinderung von Rohrverschiebungen unter Vibrationsbedingungen
c.Verifikationstests:
• 100 %-Dichtheitsprüfung
• Charakterisierung der Durchfluss-Druckverlust-Charakteristik
• Verifikation des Wärmewiderstands
• Berstdrucktests
Zusammenfassend lässt sich sagen: Mehrkreisige Flüssigkühlkörper mit eingebetteten Kupferrohren sind eine wirksame Lösung für komplexe Kühlaufgaben mit mehreren Wärmequellen. Der Schlüssel zum Erfolg liegt im tiefen Verständnis ihrer Konstruktionslogik und im Finden des optimalen Gleichgewichts zwischen Leistung und Zuverlässigkeit.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
1-Vorverarbeitung von Kupferrohren (Biegen und Abflachen)
Ziel: Gerade, runde Kupferrohre so umformen, dass sie exakt der flachen Form des vorgesehenen Kanalprofils entsprechen.
a. Materialauswahl: Warum sauerstofffreies Kupfer?
Sauerstofffreies Kupfer (C1220) mit einer Reinheit von 99.9% und ohne Oxidide an den Korngrenzen ist äußerst duktil. Dies ermöglicht eine verformungsintensive Bearbeitung ähnlich wie bei Teig, wodurch beim Biegen und Abflachen Risse oder Mikrorisse vermieden werden, was die spätere Zuverlässigkeit gewährleistet.
b. Biegeradius: Die kritische Untergrenze
Der minimale Biegeradius muss ≥ dem 1.5-fachen des Rohrdurchmessers betragen – dies ist eine feste Regel. Bei Unterschreitung wird die Außenwand des Rohrs übermäßig gedehnt, dünner und kann reißen. Der Einsatz eines Innenabstütz-Biegegeräts (Dornbiegemaschine) ist entscheidend, um Faltenbildung auf der Rohrinnenseite zu verhindern.
c. Abflachen: Die präzise "Gewichtsreduktion"
Abflachen ist kein einfaches Zusammendrücken, sondern eine kontrollierte plastische Verformung mittels Präzisionswerkzeugen. Die Kanaltiefe nach dem Abflachen darf nicht weniger als 30% des ursprünglichen Innendurchmessers betragen. Das Kernziel ist eine gleichmäßige Wandstärke nach dem Abflachen. Lokale Totfalten oder übermäßiges Ausdünnen müssen unbedingt vermieden werden, da diese Stellen potenzielle spätere Leckagen darstellen.
Abbildung 1: Wärmerohr-Biegen
d. Verfahrensablauf: Erst biegen oder erst abflachen?
Zwingend „erst biegen, dann abflachen“. Das Biegen runder Rohre ist ein ausgereiftes und kontrollierbares Verfahren. Würde man zuerst abflachen, wäre das Biegen von abgeflachten Rohren mit kleinem Radius nahezu unmöglich und zudem qualitativ minderwertig; die Innenwände des Kanals würden sich stark verformen und einen drastischen Anstieg des Strömungswiderstands verursachen.
2- Grundplattenbearbeitung (Präzisionsfräsen von Nuten)
Ziel: Das Fräsen von maßgenauen "Schienen" in eine Aluminium-Grundplatte, in die die Kupferrohre eingelegt werden.
Abbildung 2: Eingebettetes Kupferrohr
a. Nutbreiten-Design: Übermaßpassung
Die Nutbreite muss geringfügig kleiner sein als die Breite des abgeflachten Kupferrohrs (typischerweise 0,05-0,1 mm weniger), um eine Übermaßpassung zu bilden. Diese erzeugt Reibungskräfte, die das Kupferrohr fest "umgreifen" und die Grundlage für die primäre Fixierung und die Verringerung des Kontaktwärmewiderstands bilden.
b. NuttiEFensteuerung: Bearbeitungszugabe für das Planfräsen
Die NuttiEFe bestimmt, wie weit das Kupferrohr nach dem Einlegen über die Grundplattenoberfläche hinausragt. Diese Höhe stellt die Bearbeitungszugabe für den nachfolgenden Planfräsprozess dar. Die Gleichmäßigkeit der NuttiEFe beeinflusst direkt die Endgleichmäßigkeit der verbleibenden Wandstärke des Kupferrohrs.
c. Werkzeug und "Schwingungen"
Beim Fräsen schmaler und tiefer Nuten kann es bei einem zu großen Länge-Durchmesser-Verhältnis des Fräsers zu "Schwingungen" (Chattern) kommen, was zu rauen Nutwänden und Maßabweichungen führt. Daher darf der Kanalabstand nicht zu gering sein; es muss ausreichend Raum für die Werkzeugstärke und -steifigkeit vorhanden sein.
d. Sauberkeit: Die unsichtbare Qualität
Nach dem Fräsen müssen Aluminiumspäne und Ölrückstände zu 100% entfernt werden. Jegliche Verunreinigungen bilden eine wärmedämmende Schicht zwischen Kupferrohr und Aluminiumgrundplatte, die den Kontaktwärmewiderstand erheblich erhöht und die Kühlleistung drastisch verschlechtert.
3-Einlegen und Fixieren
Ziel: Die geformten Kupferrohre präzise in die Nuten der Grundplatte einlegen und eine stabile Verbindung schaffen.
a. Übermaßpassung: Die primäre Haltekraft
Durch präzise Maßtoleranz wird das Kupferrohr unter Krafteinwirkung (z.B. Presse) in die etwas schmalere Nut „gepresst“. Die elastische Rückstellkraft der Materialien erzeugt einen erheblichen Flächendruck, welcher die primäre Quelle der Haltekraft darstellt.
Abbildung 3: Wärmerohr-Befestigung
b. Zusätzliche Fixierung: Verhindern von "Wippen"
Allein durch die Übermaßpassung könnten sich die Enden der Kupferrohre unter thermischer Belastung lösen und "wippen". Eine zusätzliche Fixierung ist erforderlich: Mikropunktschweißen (hohe Festigkeit, benötigt präzise Wärmesteuerung) oder wärmeleitendes Epoxidharz (geringere Spannungen, Alterungsrisiko).
c. Der Feind des Kontaktwärmewiderstands
Luft zwischen Kupferrohr und Aluminiumnut ist ein schlechter Wärmeleiter und die Hauptursache für den Kontaktwärmewiderstand. Hochwärmeleitfähige Klebstoffe oder das Verschweißen füllen mikroskopische Hohlräume, verdrängen die Luft und reduzieren den Wärmewiderstand erheblich.
d. Warnung vor galvanischer Korrosion
Aluminium und Kupfer bilden in Gegenwart eines Elektrolyten ein galvanisches Element, wobei Aluminium als Anode korrodiert. Daher müssen die Dichtheit des Kühlsystems gewährleistet und demineralisiertes Wasser bzw. korrosionsgehemmtes Kühlmittel verwendet werden, um den Korrosionspfad auf Systemebene zu unterbrechen.
4-Oberflächenbearbeitung (Planfräsen vs. Tiefeinbetten)
Ziel: Schaffung einer finalen Wärmeübertragungsfläche mit hoher Ebenheit und niedrigem Wärmewiderstand, die für die Montage von Chips geeignet ist.
a. Planfräsprozess: Die leistungsstärkste Methode
Verwendung von ultra-harten Werkzeugen zum gleichzeitigen Fräsen von Kupfer und Aluminium, um eine perfekt coplanare und bündige Oberfläche zu erzeugen. Dies ermöglicht dem Wärmequellen-Bauteil einen direkten, großflächigen Kontakt mit dem hochleitfähigen Kupferrohr und erzielt den niedrigstmöglichen Wärmewiderstand.
b. Tiefeinbettverfahren: Der zuverlässige Wächter
Runde Kupferrohre werden eingebettet und mit hochwärmeleitendem Epoxidharz umgossen. Die Kupferrohre behalten ihre runde Form, was eine höhere Druckbelastbarkeit bietet. Die Verfüllung bietet zusätzlichen Schutz und dient als Spannungspuffer, was eine höhere Zuverlässigkeit bedeutet – bei jedoch etwas höherem Wärmewiderstand im Vergleich zur Planfräsung.
c. Finale Wandstärke: Der entscheidende Parameter
Das Kernziel bei der Planfräsung ist die finale verbleibende Wandstärke des Kupferrohrs. Diese muss einen Ausgleich zwischen Leistung (dünn) und Zuverlässigkeit/Schutz gegen Durchfräsen (dick) finden und wird typischerweise in einem optimalen Bereich von 0.15–0.3 mm kontrolliert.
d. Ebenheit: Die Grundlage für guten Kontakt
Unabhängig vom verwendeten Verfahren ist die Ebenheit der Montagefläche (typische Anforderung: < 0.1 mm) eine harte Anforderung. Bereits mikrometergroße Unebenheiten müssen mit Wärmeleitpaste ausgeglichen werden. Eine unzureichende Ebenheit führt zu einem starken Anstieg des Kontaktwärmewiderstands und damit zum Versagen der Kühlung.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Um die Reichweite und Kapazität von Elektrofahrzeugen zu erhöhen, wechselt das Hochvoltbatteriepackvon einem einlagigen Layout zu einer mehrschichtigen Stapelstruktur. Dieser Wandel erhöht signifikant die Energiedichte, bringt aber auch neue strukturelle Herausforderungen mit sich. Dieser Artikel beleuchtet drei Aspekte: Kernprobleme, Lösungsansätze und zukünftige technische Richtungen.
1 - Kernherausforderungen: Die mechanischen Herausforderungen des mehrschichtigen Stapelns
Die Erweiterung des Batteriepacksvon einer auf mehrere Lagen ist weit mehr als eine einfache Addition. Sie verändert die internen mechanischen Bedingungen und externen Lastpfadegrundlegend und bringt vier Kernherausforderungen mit sich:
a. Explosionsartiger Anstieg der vertikalen Lasten und Risiko des Materialkriechens
・In mehrschichtigen Strukturenaddiert sich das Gewicht der Zellen, Moduleund Strukturelementevon Schicht zu Schicht. Die unterste Schicht trägt eine weitaus höhere statische Drucklastals die oberste.
・Diese anhaltende hohe Druckspannungstellt eine ernsthafte Belastung für die Langzeiteigenschaftendes Materials dar, insbesondere für die Kriechbeständigkeit(langsame plastische Verformungdes Materials über Zeit unter konstanter Spannung).
・Wenn die zwischenschichtige Unterstützungoder Zellbefestigungselementekriechen, kann dies zu Vorspannkraftrelaxationführen, was die Zellzykluslebensdauerund Stabilität des Grenzflächenkontaktsbeeinträchtigt. Daher ist die Suche nach Materialien, die sowohl Leichtbauals auch hervorragende Kriecheigenschaftenvereinen, von entscheidender Bedeutung.
b. AusdehnungskraftÜberlagerungseffektund Strukturstabilität
・Lithium-Ionen-Batterienerzeugen aufgrund von Volumenänderungender Elektrodenmaterialienwährend des Lade- und Entladevorgangseinen "Atmungseffekt", der zur Zellausdehnungführt. In mehrschichtigen Stapelstrukturenaddieren sich die Ausdehnungskräftevon Schicht zu Schicht, was die unteren Moduleeinem enormen Druck aussetzt.
・Diese zyklische Belastungkann leicht Gehäuseaufwölbung, Dichtheitsversagen, Quetschen von Strukturelementen, Zellenkurzschlusssowie einen beschleunigten Batterieleistungsabfallverursachen. Eine effektive Kontrolle erfordert eingebaute Sensorenzur Echtzeitüberwachungin Kombination mit digitaler Simulation, um das strukturelle Optimierungsdesignzu steuern.
c. Der grundlegende Widerspruch zwischen Raumausnutzung und Energiedichte
・Die Bewältigung der Schwerkraftund Ausdehnungskrafterfordert verstärkende Strukturen(wie zusätzliche Querträger, dickere Blechstärken), dies beansprucht wertvollen Raum und erhöht das Gewicht, was im Widerspruch zum Kernziel der Steigerung der volumetrischen Energiedichteund gravimetrischen Energiedichtesteht.
・Die Lösung liegt in struktureller Optimierungund dem Einsatz hocheffizienter Materialien, was den Wandel des Batteriepackshin zu einem Multi-Material-Designvorantreibt.
d. Crashtlast Übertragungspfad und Upgrade der sicherheitstechnischen Redundanz
・Die zunehmende Höhedes Batteriepacksverschärft die mechanische Belastungbei Seitenaufpralloder Bodenaufprall; seine erhöhte Strukturverstärkt den Hebeleffektund stellt höhere Anforderungen an die Festigkeit der Verbindungspunkteund die eigene Steifigkeitdes Batteriepacks.
・Es müssen schlagfeste Materialienund integriertes Designeingesetzt werden, um Kraftleitungund Energieabsorptionzu optimieren, um die Zellensicherheitunter Extrembedingungenzu gewährleisten. Dies treibt die Entwicklung der Batterie-Fahrzeug-Integration(CTC) Technologie voran, wodurch das Batteriepackzu einem integralen Bestandteil der Fahrzeugstrukturwird.
2 - Vergleichsanalyseer Strukturkonzepte
Um diesen Herausforderungen zu begegnen, hat die Industrie verschiedene innovative Ansätze erforscht:
a. Einstückiger Druckgussschale(One-piece Die-cast Tray)
・Vorteile: Hohe Integrationsgrad, reduziert die Anzahl der Teile, verbessert die gesamte Steifigkeit, Konsistenzund Dichtheit. Das Verfahrenunterstützt komplexe Geometrien, erleichtert die Integration von Kühlung, Versteifungsrippenund Befestigungspunkten. Die Gesamtstrukturbegünstigt das Management komplexer Spannungen.
・Herausforderungen: Das Druckgießenmehrschichtiger Rahmenstellt extrem hohe Anforderungen an Anlagen, Werkzeugeund Prozess, ist kostspielig. Reparatur nach einem Crashschwierig oder unmöglich. Die starre Gesamtstrukturkann an Flexibilitätmangeln, um differentielle Ausdehnungskräftezwischen den Schichtenzu managen.
b. Mehrstufiger modularer Rahmen(Multi-level Frame Modular)
・Vorteile: Flexibles Design und Herstellung, erleichtert Produktion, Wartungund Austausch。Natürlich geeignet für Multi-Material-Design,允许 für verschiedene EbenenLeistungund Kostenoptimiert werden. Nutzt das Konzept der "quasi-isotropen Schichtung" aus Verbundwerkstoffen, um das gesamte mechanische Antwortverhaltenzu optimieren und Spannungenzu verteilen.
・Herausforderungen: Viele Einzelteileund Verbindungselemente, komplexe Montage, kumulierte Toleranzenbeeinflussen Präzisionund Vorspannkraft。Zahlreiche Verbindungsschnittstellen(Schrauben, Nieten) sind potenzielle Schwachstellenund erhöhen das Gewicht.
c. Sandwichstruktur aus Hybridmaterialien(Hybrid Material Sandwich Structure)
・Vorteile: Hervorragende Leichtbaueffizienzund extrem hohe spezifische Steifigkeit(hochfeste Deckschichten+ leichte Kernmaterialienwie Schaum/Aluminiumwabe). Starke Biegefestigkeit, Kernmaterialbietet gleichzeitig Wärmedämmungund Energieabsorbierungseigenschaften, verbessert thermische Sicherheitund Crashsicherheit。Entspricht dem Trend zur multifunktionalen Integration.
・Herausforderungen: Herstellungsverfahrenkomplex, hohe Kosten. Die Haftfestigkeit der Grenzflächezwischen Deckschichtund Kernmaterialsowie deren Langzeitbeständigkeitsind entscheidend. Das Kernmaterialmuss über ausgezeichnete Druckkriechfestigkeitverfügen.
d. Bionische Wabenstruktur
・Vorteile: Theoretisch ideal für maximalen Leichtbau, hohe Steifigkeitund Druckfestigkeitdurch bionisches Design(Nachahmung der sechseckigenBienenwabe). Bietet gleichmäßige Unterstützung, starke Fähigkeit zur Schockabsorption.
・Herausforderungen: Herstellungextrem komplex und teuer, große Integrationsschwierigkeitenmit z.B. Kühlsystem。Derzeit größtenteils im Stadium der Frontforschung,kommerzielle Anwendungbraucht noch Zeit.
3 - Richtungen für Schlüsseltechnologiedurchbrüche
Zukünftige Schlüsseldurchbrüche zur Lösung der Design-Herausforderungendes mehrschichtigen Stapelnsliegen in:
a. Material- und Prozessinnovation für Leichtbau und Steifigkeitsbalance
・Materialien:Kontinuierliche Optimierung von CFRP, Aluminiumlegierungen, Magnesiumlegierungen; Entwicklung neuer multifunktionaler Polymereund Verbundwerkstoffemit geringem Kriechen, hoher Isolierung, guter Wärmeleitfähigkeit, einfacher Verarbeitbarkeit.
・Prozesse: Entwicklung fortschrittlicher Fügetechniken(Widerstandspunktschweißen, Laserschweißen, Ultraschallschweißen) für zuverlässige, leichte Multi-Material-Verbindungen.
Abbildung 1: Roboter-Laserschweißen des Batterietrays
b. Adaptives Management der Ausdehnungskraft
Der Ansatz verschiebt sich von "starrem Widerstand" zu "flexibler Anpassung", um dynamische Response-Systemezu schaffen, die die Zellewährend ihrer Lebensdauerin einer optimalen Spannungsumgebunghalten.
c. Zwischenschichtverbindung und Integrationsrevolution
・Verbindungstechnik: Entwicklung von Schraubenmechanischen Verbindungenhin zu StrukturklebstoffKlebenund fortschrittlichem Schweißenfür gleichmäßigere Spannungsverteilung, gute Dichtheitund Ermüdungsfestigkeit.
・Ultimative Integration: CTC/CTB(Cell-to-Chassis/Body) ist eine wichtige zukünftige Richtung für die Integrationdes Batteriepacks。Durch den Wegfall des separaten Gehäuseswerden Zellenoder Moduledirekt in das Chassisintegriert, wodurch der mehrschichtige Stapelselbst zum Fahrzeugstrukturelement(wie Querträgeroder Boden) wird, Raumbeschränkungenfundamental löst und die Batteriestrukturfunktionmaximiert. Die Umsetzung erfordert tiefe Zusammenarbeitin den Bereichen Batterie, Struktur, Thermomanagementund Sicherheitund ist die ultimative Formdes "Struktur-ist-Funktion"-Konzepts.
Abbildung 2: Batteriewannen
Mehrschichtiges Stapelnist eine unvermeidliche Wahl zur Erhöhung der Energiedichteder Batterie, bringt aber auch enorme Herausforderungen in Bezug auf Struktur, Ausdehnungskraftund Sicherheitmit sich. Der Ausweg liegt in Materialinnovation, optimierter bionischer Strukturund intelligentem Managementder Ausdehnungskraft。Letztendlich wird sich das Batteriepacktiefmit der Karosserieintegrierenund zu einem integrierten "Energie-Chassis" werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Das zentrale Schlachtfeld elektrischer LKW: Tiefenanalyse der Batterieanordnung und Stapelungstechnik
Wenn ein mit Fracht beladener elektrischer LKW auf der Autobahn fährt, verbirgt sich das Geheimnis, das ihn hunderte von Kilometern antreibt, im Chassis und im Batteriegehäuse des Fahrzeugs. Heute, da die Welle der Elektrifizierung von Schwerlastkraftwagen die globale Logistikbranche erfasst, sind die Anordnung des Batteriesystems und die Stapelungstechnik zum entscheidenden Schlüssel für den Markterfolg geworden.
Abbildung 1: Flüssigkühlkonzept für Batterien elektrischer LKW
1-Batterieanordnung: Wie drei Konzepte die Form elektrischer LKW neu gestalten?
a. Rückenanordnung: Die agile Wahl für Kurzstreckentransporte
·Szenarioanpassung: Kurzstreckentransporte in geschlossenen Umgebungen wie Häfen, Minen, Stahlwerken
·Kernvorteil: Schnelle Batteriewechsel-Fähigkeit (konkrete Zeit muss praktisch verifiziert werden), steigert die Einsatzbereitschaft des Fahrzeugs
·Leistungsgrenzen: Begrenzte Batteriekapazität (branchenüblich <350 kWh), hoher Schwerpunkt beeinflusst die Stabilität bei hohen Geschwindigkeiten
·Raumnachteil: Belegt Laderaum oder Fahrerraum, verringert die Ladekapazität
b. Chassisanordnung: Der Reichweitenkönig für Langstreckenverkehre
·Kapazitätsdurchbruch: Batteriekapazität kann 500 kWh überschreiten (z.B. branchenbekanntes 513 kWh-Konzept)
·Raumzauber:Effiziente Nutzung des Chassisraums,vermeidet Laderaumbelegung
·Sicherheitsplus: Ultra-niedriger Schwerpunkt verbessert die Stabilität bei hohen Geschwindigkeiten
·Technologische Hürde: Chassis-Integration erfordert Entwicklung, höhere Anforderungen an Schutz und Thermomanagement
c. Seiten-Unterboden-Anordnung: Der Effizienzmotor für Wechselstromnetze
·Wechselstromrevolution: Seitlicher Batteriewechsel steigert die Operationseffizienz
·Raumbalance: Erhält vollen Laderaum, Reichweitenfähigkeit liegt zwischen Rücken- und Chassisanordnung
·Sicherheitsherausforderung: Erfordert Verstärkung der Seitenschutz-Struktur
2-Stapelungstechnik: Effiziente Integrationskonzepte für Schwerlastbatteriepacks
Mehrschichtige Stapelungstechnik wird zunehmend zum Schlüsselpfad zur Steigerung der Energiedichte:
Abbildung 2: Gestapeltes Flüssigkühl-Integrationsgehäuse für Schwerlaster
a. Rahmenlose Direktstapelungstechnik:
·Zellen werden direkt gestapelt, reduzieren Strukturkomponenten
·Entfernt Module und Rahmen, Zellen werden direkt “Z-Richtung nahtlos gestapelt ”
·Deutlich verbesserte system Energiedichte · Unterstützt Schnelllade-Technologie (konkrete Leistung muss praktisch verifiziert werden)
b. Modul-zu-Chassis-Integration (z.B. MTB/CTC-Technologie)
· MTB-Technologie: Module direkt mit Rahmen verbunden, Volumennutzungsgrad(signifikant verbessert)
·Qilin Battery (CTP 3.0): 72% Volumennutzungsgrad, 255 Wh/kg Energiedichte
·CTC-Technologie: Zellen in Chassis
konstruktion integriert, Gewichtsreduzierung um 10%
c. Zellenform-Innovation (z.B. Blade-Battery)
·Flache Zellen eng angeordnet, Volumennutzungsgrad verbessert (von BYD veröffentlichte Daten >50%)
·Durchbricht Lithium-Eisen-Phosphat (LFP) Energiedichte-Flaschenhals
3-Zentrale technische Herausforderungen elektrischer LKW Herausforderung
1: Strukturelle Sicherheit
·Extreme Bedingungen: Seitenpfostenkollision stellt tödliche Bedrohung für Seitenanordnung dar
·Innovative Lösungsansätze: Hochfeste Aluminiumlegierungsgehäuse + Pufferstruktur; Kollisionssimulationsoptimierung (FEA); Mechanische Schocktests über nationalem Standard hinaus. Herausforderung
2: Thermomanagement
·Thermal runaway Alarm: Temperaturdifferenzkontrolle innerhalb des Packs ist entscheidend
·Technologiedurchbruch: Seitliche Kühlung mit Kühlplatten (Temperaturdifferenz<3°C); Direkte Kältemittelkühlungstechnik; Modellprädiktive Regelung (MPC) zur dynamischen Steuerung. Herausforderung
3: Vibrationsermüdung
· Versteckter Killer: Straßen-Vibrationen verursachen Strukturschäden
·Bewältigungsstrategie: Z-Richtung Stapelung optimiert Spannungsverteilung; Road-Spectrum Vibrationsprüfstandtests; Anwendung von hochdämpfenden Materialien.
4-Drei Trends bestimmen die aktuelle Entwicklung
·Chassisanordnung dominiert Mittel- und Langstreckenverkehre: Hohe Reichweite (>500 kWh) und niedriger Schwerpunkt-Eigenschaften werden bevorzugt
·CTC-Technologie Tiefenintegration: Batterie und Chassiskonstruktion verschmelzen, verbessern Raumausnutzung und Systemsteifigkeit
·Intelligentes Thermomanagement verbreitet sich: KI-Algorithmen ermöglichen präzise Temperaturregelung (Temperaturdifferenz <5°C), verlängern Batterielebensdauer
·Festkörperbatterie-Technologie entwickelt sich weiter: Halb-Festkörper-Batterien beschleunigen Kommerzialisierung, Potenzial konzentriert sich auf Sicherheit und Energiedichte-Steigerung
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die Welle der elektrischen Lkw erfasst global die Logistikbranche und treibt die Ziele der "Doppelten Kohlenstoffneutralität" kräftig voran. Doch mit dem rasanten Anstieg der Reichweitenanforderungen gehen Batteriesysteme einher, deren Kapazität allgemein 500 kWh überschreitet und sogar auf 1000 kWh zusteuert. Dies gleicht dem Transport eines mobilen "Energieforts", dessen potenzielle thermische Sicherheitsrisiken ein bisher unerreichtes Ausmaß erreichen. Wenn die drei extremen Sicherheitskriterien "ultrahohe Kapazität", "extrem schnelle Wärmeausbreitung" (<2 Minuten) und "ultrahohe Kollisionsresistenz" (>1500 kJ) zusammenkommen, steht die Branche vor einer ernsthaften technologischen Kluft. Dieser Artikel analysiert diese Herausforderungen und untersucht systematische Lösungsansätze zum Aufbau einer spezifischen Sicherheitslinie für elektrische Lkw.
Abbildung 1: Dreischichtige Stapelung mit Kurzmesser-Schema
1-Ära der 500 kWh+: Chancen und Sicherheitsherausforderungen Hand in Hand
a. Kapazitätssprung als Mainstream: Um den Bedarf an schweren Langstreckentransporten zu decken, haben sich die Batteriekapazitäten elektrischer Lkw schnell von 200-300 kWh auf 600 kWh+ erhöht. Große Player bieten bereits Lösungen mit 500 kWh, 600 kWh und sogar 1000 kWh an, was den Beginn der Ära der ultrahohen Kapazitäten markiert.
b. Die Reife der LFP (Lithium-Eisenphosphat)-Batterietechnologie ist ein wichtiger Treiber. Ihre Vorteile in Sicherheit und Zyklenlebensdauer machen sie zur bevorzugten Wahl für schwere Lkw.
2-Die "drei großen Herausforderungen" unter extremen Sicherheitsanforderungen
a. Grenzkontrolle der Wärmeausbreitung (<2 Minuten):
· Kernziel:
Sicherheitsdesigns müssen die Wärmeausbreitung verzögern oder blockieren, um ein Zeitfenster für Flucht und Rettung zu schaffen (z. B. die 5-Minuten-Warnung nach der nationalen Norm GB 38031-2020).
· Ernste Realität:
In hochdichten Batterien mit 500 kWh+ kann die enorme Energie eines thermischen Durchgehens einer einzelnen Zelle leicht eine katastrophale Kettenreaktion auslösen. Praktische Tests zeigen eine extrem schnelle Wärmeausbreitung: Ein Fall dokumentierte 22 Sekunden bis zur vollständigen Erfassung des Batterieraums, 5 Sekunden bis zur Entzündung benachbarter Module und minimale Ausbreitungszeiten zwischen Modulen von nur 44 Sekunden.
· Kernschwierigkeit und Lücke:
Wie kann die Wärmeausbreitung zwischen Modulen effektiv auf über 2 Minuten begrenzt werden?
Bisher gibt es keine kommerziellen Lkw-Systeme, die öffentlich diese strenge Anforderung erfüllen und verifizieren können.
b. Hohe strukturelle Kollisionsresistenz (>1500 kJ):
· Kernanforderung:
Die Kollisionsenergie eines beladenen Lkw übersteigt bei Weitem die von Pkw und liegt leicht über 1500 kJ. Als tragendes Chassiselement muss das Batteriepaket ultrahohe Festigkeit aufweisen und nach einem Aufprall intakt bleiben, um Schäden an den inneren Zellen und thermisches Durchgehen zu verhindern.
· Ernste Realität:
Aktuelle nationale und internationale Standards (z. B. GB/T 31467.3-2015, UNECE R100) definieren die Testschwellenwerte für Kollisionsenergie bei Lkw-Batterien unklar oder zu niedrig. Öffentlich zugängliche Zertifizierungsdaten für Systeme, die 1500 kJ standhalten, sind äußerst selten. Obwohl es Simulationen mit höheren Energien gibt (z. B. 2500 kJ), bleibt die vollständige Systemvalidierung eine enorme Herausforderung.
· Kernschwierigkeit und Lücke:
Es mangelt an klaren Standards für den Schutz gegen hohe Kollisionsenergien und an ausreichend validierten Lösungen.
c. Risiko sekundärer Katastrophenketten (Ladungsexplosion & Straßenlähmung):
· Ladungsexplosionsrisiko:
Die Hochtemperaturflammen eines thermischen Batteriedurchgehens können leicht die Ladung entzünden (insbesondere Gefahrgüter) und eine Desasterkette auslösen: "Batteriedurchgehen → Ladungsbrand → Explosion".
· Straßenlähmungsrisiko:
Lithiumbatteriebrände sind schwer zu löschen (erfordern große Mengen an kontinuierlichem Kühlwasser) und neigen zum Wiederentflammen. Ein brennender Lkw mit mehreren Tonnen Gewicht auf Straßen oder in Tunneln erfordert komplexe Rettungsmaßnahmen (Hochspannungsabschaltung, Schutz vor Giftgasen) und ist zeitaufwendig (kann Stunden dauern, Auswirkungen bis zu 24 Stunden anhalten), was leicht zu schweren Verkehrsstörungen und großen gesellschaftlichen Auswirkungen führt.
· Kernschwierigkeit und Lücke:
Es fehlen quantitative Standards für die Räumungszeiten von Straßen und effiziente Notfallsysteme für solche Fälle.
3-Aufbau der Sicherheitslinie: Design eines Warnsystems für thermische Ereignisse – Vierfaches Schutznetz
Tabelle 1: Vollständige Schutzstrategie "Wahrnehmung – Analyse – Blockierung – Reaktion"
4-Begleitende Wärmemanagement-Lösungen: Stärkung des Warnsystems
Flüssigkühlung: Integrierte effiziente Kühlplatten beseitigen lokale Hotspots und halten den Temperaturunterschied zwischen Zellen unter 3°C.
Modulares Design: Unabhängige, demontierbare Modulstrukturen ermöglichen den schnellen Austausch defekter Einheiten.
Intelligente Überwachungsplattform: Echtzeitanalyse des Batteriezustands in der Cloud, automatische Warnmeldungen an das Wartungsteam.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Im Markt für schwere Elektro-Lkw wird die „Batteriekapazitätsaufstockung“ zum Schlüsselbegriff: Die Batteriekapazität von Hauptmodellen überschreitet 370 kWh, und Modelle mit über 600 kWh werden immer häufiger vorgestellt. Dies ist nicht nur ein technischer Fortschritt, sondern auch eine klare Ansage der Branche an den Markt für Fernverkehrslogistik – durch die Erhöhung der Reichweite pro Ladung soll das Kernproblem der Nutzer, die „Reichweitenangst“, gelöst und die Gesamtbetriebskosten (TCO) optimiert werden. Dieser Artikel analysiert die zugrunde liegende Geschäftslogik und die technischen Lösungsansätze.
1-Geschäftslogik: Warum ist die „Batteriekapazitätsaufstockung“ notwendig?
a. Szenariogetriebene Notwendigkeit
· Geschlossene Szenarien (kurze Strecken, hohe Frequenz): Häfen, Minen etc. setzen auf Batteriewechsel (3-5 Minuten Ladezeit), wobei 280-kWh-Batterien ausreichen.
· Fernverkehrslogistik (Langstreckentransport): Macht 70 % des Frachtaufkommens aus und erfordert Reichweiten von über 500 km pro Ladung. 600-kWh+-Batterien werden zum „Schlüssel“ für diesen Markt.
b. Wirtschaftliche Abwägung der TCO
Tabelle 1: Herausforderungen und Chancen von elektrischen Schwerlast-Lkw
Wichtige Erkenntnis: Bei täglichen Fahrleistungen über 300 km sind schwere Elektro-Lkw mit Batteriewechsel wirtschaftlicher als Diesel-Lkw.
b. Modellinnovation: Lösung der Kostenproblematik
· Batteriemiete (BaaS): Nutzer kaufen das „nackte Fahrzeug“ und mieten die Batterie (5.000–9.000 Yuan/Monat), wodurch die Anschaffungskosten um 30 % sinken.
· Batteriewechseldienst: Servicegebühr von 0,2–0,5 Yuan pro kWh, Gesamtenergiekosten von ca. 2,73 Yuan/km (nahe an Diesel-Lkw mit 2,8 Yuan).
· Praxistest: Bei 50 Fahrzeugwechseln pro Tag kann sich die Amortisationszeit auf 5 Jahre verkürzen (IRR von 13,1 %).
2-Technische Lösungen: Wie lassen sich Reichweite und Eigengewicht ausbalancieren?
a. Kompromisse bei der Raumnutzung: Chassis gegen Platz
· Um zu verhindern, dass Batterien den Laderaum verkleinern, optimiert die Branche die Batterieanordnung. Beispielsweise werden Batterien ins Fahrgestell integriert (anstatt sie traditionell aufzuhängen), um Laderaum freizugeben, den Schwerpunkt zu senken und den Energieverbrauch zu verbessern.
· Nachteil: Geringere Bodenfreiheit und eingeschränkte Universalität des Chassis-Designs.
b. Kompromisse in der Materialwissenschaft: Energiedichte gegen Gewicht
· Der Schlüssel zur Gewichtsreduzierung liegt in der Steigerung der Batterieenergiedichte (mehr Energie pro Gewichtseinheit). Höhere Energiedichte macht Batterien leichter oder erhöht die Reichweite bei gleichem Gewicht.
· Kernpunkt: Innovationen bei Batteriematerialien (z.B. hoch nickelhaltige Kathoden, Silizium-Kohlenstoff-Anoden).
· Nachteil: Höhere Energiedichte geht oft mit Sicherheitsrisiken, kürzerer Lebensdauer, höheren Kosten und geringerer Schnellladefähigkeit einher – eine schwierige Abwägung.
c. Kompromisse im Geschäftsmodell: Netzwerk gegen Einzelfahrzeug
· Der Batteriewechselmodus für schwere Elektro-Lkw verlagert den Druck unbegrenzter Reichweite vom Einzelfahrzeug auf das Wechselnetzwerk. Durch dichte Stationen entlang der Strecke müssen Fahrzeuge nur genug Energie für die nächste Station mitführen, nicht für die gesamte Strecke.
· Effekt: Geringere Anforderungen an die Einzelbatteriekapazität, wodurch die Batterielast „angemessener“ wird.
d. Restwertmanagement: Die zentrale Hürde von BaaS
Batteriebanken müssen Fähigkeiten für den gesamten Lebenszyklus aufbauen: Gesundheitsüberwachung (SOH), stufenweise Nutzung, Recyclingsysteme.
Abbildung 1: Batterie-Pack-Gehäuse für Schwerlast-Lkw
3-Zukunftstrends: Von der „Kapazitätsaufstockung“ zur „effizienten Energienutzung“
a. Technische Weiterentwicklung: Festkörperbatterien werden die Energiedichte steigern und das Gleichgewicht zwischen Eigengewicht und Reichweite neu definieren.
b. Ladeinfrastruktur: Standardisierung des Batteriewechsels und Netzkoordination (z.B. Lastspitzenausgleich) sind entscheidend für die Skalierung.
c. Wettbewerb der Technologien: Wasserstoff-Lkw bleiben im Fern- und Schwerlastbereich eine Alternative.
Stufenweise Strategie, langfristige Entwicklung
Die „Batteriekapazitätsaufstockung“ ist eine notwendige Wahl für schwere Elektro-Lkw im Fernverkehr und spiegelt die dynamische Balance zwischen Marktanforderungen und technischer Realität wider. Mit Fortschritten in der Batterietechnik und Geschäftsmodellen wird sich die Branche vom „Wettlauf um Kapazität“ zum „Wettlauf um Effizienz“ entwickeln. Derzeit treibt sie den Wandel schwerer Elektro-Lkw in China von einer „Nischenlösung“ hin zum „Mainstream“ voran.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Schwere Lastwagen, als Kernkraft der Straßengüterlogistik, machen die Sicherheit, Zuverlässigkeit und Wirtschaftlichkeit ihrer Batteriesysteme zu einem technischen Fokus. Der Batterieträger, als Schlüsselbauteil zur Trägerung, Schutz und Verwaltung von Batteriemodulen, steht vor beispiellosen extremen Herausforderungen.
Abbildung1:Batterieträger für elektrische Schwerlastwagen
1-Extreme Herausforderungen für Schwerlastwagen-Träger
a.Strenge Anforderungen an die mechanische Dauerhaftigkeit: Vibration, Stoß und eine Lebensdauer von Millionen von Kilometern
Die Designlebensdauer von Schwerlastwagen beträgt ≥ 1,5 Millionen Kilometer, was mehr als das Zehnfache von Pkw ist. Der Batterieträger muss während dieser "gesamten
Lebensdauer" kontinuierlich drei Arten extremer mechanischer Belastungen standhalten:
·Hochfrequente zufällige Vibrationen: Wenn das Fahrzeug beladen über unbefestigte, bauliche oder pothöfige Straßen fährt, erzeugt das Fahrgestell zufällige Vibrationen in einem breiten Frequenzband von 5 Hz bis 2 kHz. Diese Vibrationen stellen nicht nur die Ermüdungsgrenze des Hauptrahmens des Trägers auf die Probe, sondern induzieren auch Mikrorisse in Spannungskonzentrationsbereichen wie Schweißnähten, Bolzenlöchern und Umbiegungen, die zu Ausgangspunkten von Ausfällen werden.
·Hohe g-instantane Stöße: Tiefe Schlaglöcher auf der Straße, Notbremsungen oder Abstürze beim Be- und Entladen können in Millisekunden Beschleunigungen von mehr als 50 g erzeugen. Der Träger muss Energie in einem Augenblick absorbieren/verteilen, um zu verhindern, dass die Zellen verschoben, kurzgeschlossen oder die Gehäuse gebrochen werden.
·Kumulative Ermüdungszerstörung: Millionen von Kilometern bedeuten Milliarden von Vibrationszyklen. Aluminium neigt unter wechselnden Spannungen dazu, Ermüdungsrisse zu entwickeln, die sich ausbreiten und schließlich zu strukturellen Brüchen führen. Die Kernaufgabe des Designs besteht darin, durch Topologieoptimierung, lokale Verstärkung, Mischung verschiedener Materialien und Prozesskontrolle, die Lebensdauer der Rissentstehung bis zum Ausscheiden des Fahrzeugs zu verzögern.
b. Komplexe Herausforderungen im Thermomanagement und Wärmekreislauf
Aufgrund der extrem hohen Kapazität (mehrere hundert kWh) und des Hochleistungs-Lade- und Entladevorgangs erzeugen Schwerlastwagen-Batteriepakete enorme Wärmemengen, und sie werden in Umgebungen von der Tundra bis zum Tropengebiet betrieben, was extremen Temperaturunterschieden ausgesetzt ist.
Kontrolle über einen breiten Temperaturbereich: Der Träger und das Thermomanagementsystem müssen die Zellentemperatur genau im optimalen Bereich von 25-40°C halten, bei Umgebungstemperaturen von -40°C bis +85°C, und die Temperaturdifferenz zwischen einzelnen Zellen < 5°C betragen.
Starker Spannungskreislauf: In Laborbeschleunigungsalterungstests müssen Tausende von heftigen Temperaturwechselzyklen von -40°C ↔ 85°C standgehalten werden (Rate von 5-15°C/min, Verweilzeit an Extremwerten 5-15 Minuten). Dieser Prozess verursacht wiederholte thermische Ausdehnung und Kontraktion an Materialgrenzflächen (Aluminiumlegierung/Dichtkleber/Kunststoffteile), was eine schwere Prüfung für die Zuverlässigkeit von Schweiß- und Klebestellen integrierter Kühlleitungen darstellt.
2-Hauptstrom-Materialkonzepte und Technologien zur multifunktionalen Integration
Um diese Herausforderungen zu bewältigen hat die Branche in Bezug auf Materialauswahl und Designkonzepte eine Technologieentwicklung verfolgt, die auf hochfesten
Aluminiumlegierungen basiert und sich zu einer hohen Integration von Funktionen weiterentwickelt.
a. Kernmaterialauswahl: Die Vorherrschaft der 6xxx-Serie Aluminiumlegierungen
Im Wettbewerb mit Stahl, Magnesiumlegierungen und Verbundwerkstoffen hat die 6xxx-Serie (Al-Mg-Si) Aluminiumlegierungen dank ihrer hervorragenden Gesamteigenschaften, reifen Fertigungsprozessen und hoher Kosteneffizienz den Status als "Hauptstrom" Material für Schwerlastwagen-Batterieträger erreicht.
Haupttypen und Eigenschaften:
6061-T6: Dies ist der am weitesten verbreitete Typ, bekannt für seine hervorragende Festigkeit, gute Schweißbarkeit und Korrosionsbeständigkeit.
6005A-T6 und 6063-T6: Als ergänzende Optionen weisen sie ebenfalls gute Extrusionseigenschaften auf und eignen sich für Bauteile mit etwas geringeren Festigkeitsanforderungen.
b. Wandel des Designkonzepts: Thermomanagement und Strukturintegritätsüberwachung
Das Designkonzept moderner Schwerlastwagen-Batterieträger hat sich grundlegend verändert: Anstatt sich auf einen "Trägerkörper" zu beschränken, der physische Unterstützung bietet, hat er sich zu einer hochintegrierten "intelligenten Temperaturregelplattform" weiterentwickelt. Dieser Trend zeigt sich hauptsächlich in zwei technischen Richtungen:
Effiziente Integration des Thermomanagements (reife Anwendung):Dies ist derzeit das am reifsten entwickelte und am weitesten verbreitete Integrationsgebiet. Der Kerngedanke besteht darin, die Kühlfunktion direkt in das Strukturdesign des Trägers zu integrieren, um ein effizientes und kompaktes Thermomanagement zu erreichen.
Erforschung der Strukturintegritätsüberwachung (SHM) (frühe Phase): Ziel dieser Technologie ist es, potenzielle strukturelle Schäden (wie Risse, Verformungen) am Träger während der langfristigen Nutzung zu warnen. Sie befindet sich noch in der Validierungs- und Laborforschungsphase und fehlt an Fällen von großskaliger kommerzieller Einsatz sowie ausreichenden Daten zur Langzeitbetriebszuverlässigkeit.
3-Analyse der Kernfertigungsprozessroute
Die Fertigungsprozesse von Schwerlastwagen-Batterieträgern bestimmen direkt ihre Kosten, Leistung und Produktionseffizienz. Der derzeitige Hauptstromweg basiert auf der Kombination aus Aluminiumprofil-Extrusion und Reibschweißung (FSW) als Kernkomponenten, die sich perfekt an die Leistungsanforderungen von Schwerlastwagen-Trägern und das derzeitige Produktionsmodell mit kleinen und mittleren Losgrößen anpassen lässt.
a. Aluminium-Extrusion: Dieses Verfahren bildet durch Pressen von Aluminiumbarren mit Formwerkzeugen langgestreckte Bauteile (Querträger/Längsträger usw.) und ist eine Kernfertigungstechnologie für Schwerlastwagen-Batterieträger. Der Vorteil liegt in niedrigen Werkzeugkosten und kurzen Entwicklungszeiten, insbesondere für die Produktion von großen nichtstandardisierten Teilen in kleinen Losgrößen. Allerdings müssen Schneiden, Bearbeiten und mehrere Schweißmontageschritte durchgeführt werden, was zu einem niedrigen Automatisierungsgrad, langsamen Produktionsrhythmus und einer geringeren Effizienz im Vergleich zum integrierten Gussverfahren führt.
b. Reibschweißung (FSW): Als Festphasenverbindungstechnik erreicht die Reibschweißung (FSW) eine hochfeste Schweißung von Aluminiumlegierungen durch Reibungswärme, die durch einen rotierenden Rührkopf erzeugt wird, und ist somit die erste Wahl für hochbelastete/dichte Verbindungen von Trägern. Die Festigkeit der Schweißnaht beträgt 80%-90% der Grundwerkstofffestigkeit, es gibt keine Poren- oder Rissdefekte, die geringe Wärmeverformung gewährleistet eine Dichtigkeit von IP67+ und sie ist umweltfreundlich. Ihre Einschränkung liegt darin, dass sie nur für Schweißungen auf ebenen oder einfachen gekrümmten Flächen geeignet ist.
Aluminium-Schwerlastwagen-Batterieträger haben sich von Hochfestigkeits-Leichtbau-Strukturen zu multifunktional integrierten Plattformen entwickelt. Jedoch führen die zunehmenden Funktionen zu Multi-Feld-Kopplungsausfällen, Prozesskomplexität und Zuverlässigkeitsherausforderungen. Zukünftige Durchbrüche müssen auf der koordinierten Innovation von Materialien-Prozessen-Systemen beruhen. Durch adaptive Schnittstellen und Digital Twin-Technologie soll eine sichere und nachhaltige Entwicklung intelligenter Träger erreicht werden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Kostengetriebene Revolution großer Zellen und Kühlherausforderungen:Die Energiespeicherindustrie durchläuft eine tiefgreifende Transformation, angetrieben von "Kostensenkung und Effizienzsteigerung" – dem rapiden Aufstieg der Technologie-Roadmap für große Zellen. 300Ah+ Zellen werden zunehmend Standard, während 500Ah und sogar höher leistungsfähige Zellen ihre Einrichtung beschleunigen. Diese Revolution steigert zwar die Systemenergiedichte und senkt die Kosten pro Wattstunde, bringt aber auch schwere Herausforderungen mit sich: Ein deutlicher Anstieg der Masse einzelner Zellen, ein starker Anstieg des Gesamtgewichts von Modulen/Paketen (Batteriepaketen), was den Tragdruck auf die unteren Stützstrukturen verdoppelt; eine größere Wärmeerzeugung und längere interne Wärmeübertragungswege stellen extreme Anforderungen an die Effizienz und Gleichmäßigkeit des Wärmemanagementsystems. Als Kern des Paketwärmemanagements stehen Flüssigkeitskühlplatten direkt unter dem Druck der Modernisierung.
Traditionelle "Dünnplattenabdeckungs"-Designs für Kühlplatten sind nicht länger nachhaltig. Unter den Beschränkungen von begrenztem Raum und strenger Kostenkontrolle müssen Kühlplatten ihre einzelne Funktion der Wärmeabfuhr übersteigen und sich zu einer Dreifaltigkeit von "Struktur-Funktion-Integration, maximaler Wärmeabfuhr-effizienz und Systemleichtbau" entwickeln. Dieser Artikel wird sich mit diesem fortschrittlichen Designpfad eingehend befassen.
1-Struktur-Funktion-Integration: Die "Tragrevolte" von Kühlplatten
Mit der deutlichen Zunahme der Zellmasse steigen die Lasten, die von der Gehäusebasisplatte und der Kühlplatte getragen werden, drastisch an. Die Gestaltung der Kühlplatte als tragendes Strukturbauteil ist der Schlüsselpunkt, um die Konflikte zwischen Gewicht, Kosten und Raum zu lösen.
a. Zum "Skelett" des Gehäuses werden: Integrierte tragende Basisplatte.
·Designkonzept: Die Kühlplatte ist nicht länger an der Gehäusebasisplatte befestigt, sondern wird selbst zur primären tragenden Struktur des Gehäuses.
·Kernvorteile: Signifikante Reduktion traditioneller Basisplatten und Halterungen, deutliche Senkung des Systemgewichts und der Materialkosten sowie Vereinfachung des Montageprozesses.
·Technische Anforderungen: Muss eine extrem hohe Biege-, Druck- und Stoßfestigkeit sowie Steifigkeit aufweisen.
b. "Stahlbewehrung" einbetten: Topologieoptimierung und Verstärkungsstrukturen
·Mechanik-getriebenes Design: Nutzung von CAE-Simulationen zur Topologieoptimierung, Integration von Versteifungsrippen usw. in nichtkritischen Wärmeabfuhrbereichen der Kühlplatte (z. B. Strömungskanallücken, Ränder).
·Hohe Materialeffizienz: Optimierte Konstruktion gewährleistet, dass das Material auf den kritischen Spannungswegen verteilt wird, überflüssiges Material entfernt wird und eine Gewichtsreduzierung bei gleichzeitiger Gewährleistung der Tragfähigkeit erreicht wird.
c. Modul-level Tragplattform: Komponenten konsolidieren
Großformatige, hochfeste Kühlplatten können direkt als Montagebasisplatte und tragendes Skelett für Module dienen. Zellen oder Module werden direkt darauf befestigt, wodurch zusätzliche Stützrahmen entfallen, die Struktur weiter vereinfacht und die volumetrische Effizienz verbessert werden.
2-Signifikante Verbesserung der Wärmeabfuhrleistung: Die Kunst des Ausgleichs zwischen Effizienz und Gleichmäßigkeit
Die Kernprobleme großer Batteriezellen sind die schwierige Wärmeabfuhr im Zentralbereich und die Kontrolle der Gesamttemperaturdifferenz. Das Design von Flüssigkeitskühlplatten erfordert Innovationen in mehreren Dimensionen, einschließlich Strömungskanälen, Schnittstellen und Materialien.
a. Strömungskanaldesign: Von "einfachem Rohrleitungsnetz" zu "intelligenten Blutgefäßen"
·Präzise Umleitung und verstärkte Turbulenz: Einsatz von baumförmigen Strömungskanälen, serpentinenförmigen + Turbulenzzylinder/Fin-Kompositstrukturen, um die Strömung und Störung im Hochwärmebereich der Zellmitte zu erhöhen. Vermeidung des Phänomens "schnelle Randkühlung und langsame Zentralkühlung" durch geradlinige Wege mit großem Durchmesser.
·Variable Querschnitte und zonenweise Kühlung: Basierend auf der Wärmeerzeugung in verschiedenen Bereichen der Batteriezelle (z. B. Mitte > Rand), Design von Strömungskanälen mit gradientenförmigen Querschnitten oder unabhängig steuerbaren Zonenkreisläufen, um eine präzise und bedarfsgerechte Wärmeverteilung zu erreichen, mit einer Temperaturdifferenzkontrolle von bis zu ± 2 ℃.
·Biomimetisches und topologisch optimiertes Strömungskanaldesign: Nutzung von CFD- und Topologieoptimierungstechniken zur Erzeugung eines effizienten und widerstandsarmen "natürlich wachsenden" Strömungskanalnetzwerks, um die Wärmeübertragungsfläche und -effizienz zu maximieren und den Pumpenleistungsverlust zu minimieren.
b. Durchbrechung des Grenzflächenwärmewiderstands: Engere "Kontakte" schaffen
·Hochleistungsgrenzflächenmaterialien (TIM): Forschung und Entwicklung von Dichtungen/Gelen/Phasenwechselmaterialien mit hoher Wärmeleitfähigkeit (>5W/mK), niedrigem Wärmewiderstand und langfristig stabiler Wärmeleitfähigkeit, unter Berücksichtigung von Isolierfähigkeit, Dämpfung und Verarbeitbarkeit.
·Oberflächenengineering mit Mikrostrukturen: Bearbeitung von Mikronuten, Arrays von Mikroprotrusionen oder Anwendung spezieller Beschichtungen auf der Kontaktfläche der Kühlplatte, um die effektive Kontaktfläche zu vergrößern, die Kontaktierung durch Kapillarkraft zu stärken und den Grenzflächenwärmewiderstand signifikant zu senken (kann um 30% - 50% reduziert werden).
c. Materialupgrade: Doppelte Verfolgung von Wärmeleitfähigkeit und Festigkeit
Exploration von Aluminiumlegierungen mit höherer Wärmeleitfähigkeit (z. B. hochwärmeleitfähige 6-Serien und spezielle 7-Serien Legierungen) oder aluminiumbasierten Verbundwerkstoffen (AMCs) bei gleichzeitiger Gewährleistung der strukturellen Festigkeit, um die grundlegende Wärmeleitfähigkeit zu verbessern.
3-Durchgängiger Leichtbau: Ein Gewichtspiel, bei dem jede Gramm zählt
Jedes Gramm Gewichtsersparnis bedeutet Kostensenkungen und verbesserte Transport- und Installationseffizienz.
Verfeinertes "Schlankheitsdesign":
a.Simulationsgetriebene Verdünnung: Durch genaue CAE-Berechnungen wird die maximale Verdünnung der Kühlplattenwandstärke erreicht, unter Beibehaltung von Festigkeits-, Steifigkeits- und Wärmeabfuhranforderungen (z. B. Reduktion von 2,0mm auf 1,5mm).
b.Hohlstrukturen und Aussparungen: Design von Hohlräumen oder sichere Aussparungsbehandlungen in Verstärkungsrippen und nichtkritischen Bereichen.
c.Einsatz hochfester Materialien: Verwendung von hochfesten Aluminiumlegierungen (z. B. 7xxx-Serien), um unter gleicher Leistung eine Dickenreduktion und Gewichtsersparnis zu erreichen.
4-Herstellungsprozess: Der Grundstein für fortschrittliche Designs
Die "Strukturierung" und "Komplexität" von Flüssigkeitskühlplatten stellen höhere Anforderungen an die Herstellungsprozesse.
Modernisierung und Integration etablierter Prozesse:
·Aluminiumextrusion + Reibschweißen (FSW): Vorteile liegen in der großen Größe und hohen strukturellen Festigkeit. Fortschrittliche Richtung: Entwicklung komplexer Profilquerschnitte mit integrierten Strömungskanälen und Verstärkungsrippen; Durchbruch in der Ultralang- und variablen Querschnitts-FSW-Schweißtechnik, um Schweißfestigkeit und Dichtigkeit zu gewährleisten.
·Stanzung + Löten: Vorteil liegt in der flexiblen Kanalgestaltung und großem Potenzial für Leichtbau. Fortschrittliche Richtung: Erreichung von Präzisionsstanzen tieferer und komplexerer Strömungskanäle; Verbesserung der Ausbeute und der Verbindungszuverlässigkeit bei großformatigem und Mehrteilchenlöten; Integration von Verstärkungsstrukturen in gestanzten Teilen.
·Hochdruckguss: Potenzial liegt in der Herstellung hochintegrierter und extrem komplex geformter Kühlplatten (mit integrierten Strömungskanälen, Rippenpositionen und einheitlichen Schnittstellen). Herausforderungen wie Werkzeugkosten, Oberflächenglätte von internen Kanälen und Porenkontrolle müssen überwunden werden.
·Hybridprozessinnovation: Kombination verschiedener Prozesse, um die Vorteile unterschiedlicher Verfahren zu integrieren und komplexere Designanforderungen zu erfüllen.
5-Zuverlässigkeit: Die Lebensader der integrierten Design
Wenn die Flüssigkeitskühlplatte zum Kern der Struktur wird, hängt ihre Zuverlässigkeit mit der Sicherheit des gesamten PACKs zusammen.
Stärkung der doppelten Zuverlässigkeit von "Struktur-Flüssigkeit":
a. Extreme mechanische Verifizierung: Notwendigkeit der Simulation extremer Betriebsbedingungen durch Vibrations-, Stoß-, Druck- und Falltests, die die Normen deutlich übersteigen.
b. Garantie der Ermüdungslebensdauer: Detaillierte Simulationen und Tests zur strukturellen Ermüdung und Druckzyklen durchführen, um sicherzustellen, dass es unter langfristigen Wechselbelastungen keine Leckagen oder Risse gibt.
c. Redundantes Dichtdesign: Verwendung von mehreren Dichtstrategien an wichtigen Schnittstellen.
d. Strenge Qualitätskontrolle: Einführung automatisierter Online-Tests, um die Herstellungsgleichmäßigkeit zu gewährleisten.
Der fortschrittliche Pfad von Flüssigkeitskühlplatten für Energiespeicher ist ein lebendiges Beispiel dafür, wie technologische Innovationen die Kostensenkung und Effizienzsteigerung in der Industrie vorantreiben. Wer den ersten Platz im Designwettbewerb um "Struktur-Funktion-Integration" gewinnen kann, wird im Wettbewerb um den Billionenmarkt für Energiespeicher einen Vorteil haben. Diese stille "Bodenplattenrevolution" formt die zukünftige Form von Energiespeichersystemen leise um.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Der Kern der igbt kühlung besteht im Problem der Wärmeübertragungseffizienz unter in Reihe geschalteten mehrschichtigen Wärmewiderständen, wobei der Wärmewiderstand der Schnittstelle mehr als 60 % ausmacht und das wichtigste Optimierungsobjekt darstellt.
Abbildung 1:Wärmeableitung des igbt modules diagram
1-Die Wurzel des Problems: Wo verbirgt sich der Wärmewiderstand?
Der Wärmewiderstand eines IGBT-Moduls ist eine komplexe Mehrschichtstruktur mit mehreren Materialschichten und Wärmeleitpfaden. Er setzt sich hauptsächlich aus dem Wärmewiderstand (Rth) des IGBT-Moduls zusammen, der sich wiederum aus dem Wärmewiderstand zwischen Sperrschicht und Gehäuse (Rth-Rjc) und dem Wärmewiderstand zwischen Gehäuse und Umgebung (Rth-Rca) in Reihe zusammensetzt:
a. Wärmewiderstand zwischen Sperrschicht und Gehäuse (Rth-Rjc):
· Die kupferkaschierte Keramikplatte ist der größte Engpass: Sie trägt mehr als 75 % zu Rth-Rjc bei, da ihre Keramikschicht (z. B. Al₂O₃) eine geringe Wärmeleitfähigkeit (15–35 W/m·K) aufweist und ihre Dicke nicht vernachlässigt werden kann.
Andere Ebenen sind für die restlichen 25 % des Wärmewiderstands des Chips verantwortlich (Wärmeleitfähigkeit auf Siliziumbasis ≈ 150 W/m·K), den Wärmewiderstand der Lötschicht (Hohlräume verursachen den Wärmewiderstand der Schnittstelle) und den Wärmewiderstand des Kupfersubstrats (hohe Wärmeleitfähigkeit, aber geringer Dicke). b. Wärmewiderstand Gehäuse-Umgebung (Rth-Rca):
Der Wärmewiderstand der Schnittstelle ist entscheidend: Der Wärmewiderstand der Wärmeleitpaste/Kontaktfläche zwischen Substrat und Kühlkörper macht 40–60 % des gesamten Wärmewiderstands aus und beträgt bei herkömmlichen einseitigen Wärmeableitungsdesigns sogar mehr als 60 %.
Einfluss der Wärmeableitungsstruktur: Beispielsweise betragen bei einem luftgekühlten Kühlkörper der Kontaktwärmewiderstand (Rjc), der Wärmeleitfähigkeitswärmewiderstand (Rch) und der Wärmeaustauschwärmewiderstand (Rha) 65,9 %, 5,9 % bzw. 28,2 % (herkömmliche Rippenstruktur).
2-Weg zur Überwindung des Wärmewiderstands: Koordinierte -Optimierung von Materialien und Strukturen
a. Chip-Dünnung: Reduzierung des inneren Wärmewiderstands
· Technologische Weiterentwicklung: Dünnung von 200 μm PT-Wafer auf 70 μm für IGBT7, wodurch der Wärmewiderstand um 60 % reduziert wird. Dünnungsverfahren (Schleifen/CMP/Plasmaätzen) können Spannungen abbauen und die Wärmediffusionseffizienz verbessern.
· Physikalischer Mechanismus: Die Dicke wird von 350 μm auf 110 μm reduziert, wodurch die Wärmekapazität pro Flächeneinheit (Cth) von 786,5 J/℃·m² auf 247,2 J/℃·m² sinkt, was die transiente Wärmeableitung beschleunigt. Nach der Dünnung verringert sich der Widerstand, der ohmsche Kontakt wird verbessert und das Ausfallrisiko durch innere Spannungen reduziert.
b. Schnittstelleninnovation: Silbersintern ersetzt wärmeleitendes Silikonfett
Die Verbesserung des Schnittstellenmaterials ist der Kern der Reduzierung des thermischen Kontaktwiderstands:
Tabelle 1: Vergleich der Wärmeleitfähigkeit zwischen Silbersintern und wärmeleitendem Silikonfett
c. Substratverbesserung: Keramik mit hoher Wärmeleitfähigkeit und Diamant
Substratmaterialien durchlaufen eine wichtige Entwicklung von Al₂O₃ über AlN bis hin zu Diamant. Das Hauptziel ist eine deutliche Verbesserung der Wärmeleitfähigkeit, um den Wärmeableitungsanforderungen elektronischer Geräte mit höherer Leistungsdichte gerecht zu werden.
· Durchbruch bei AlN-Substraten
Die Wärmeleitfähigkeit kann das 5- bis 10-fache von Al₂O₃ erreichen. Der Wärmeausdehnungskoeffizient (ca. 4,5 ppm/K) liegt näher am Silizium (ca. 2,6 ppm/K), wodurch die thermische Fehlanpassungsspannung zwischen Siliziumchips effektiv reduziert wird.
· Perspektiven für Diamantsubstrate: Die Wärmeleitfähigkeit übersteigt 2000 W/(m·K) (80-mal so hoch wie bei Al₂O₃), der Wärmeausdehnungskoeffizient beträgt 1,1 ppm/K und ist somit perfekt auf Siliziumchips abgestimmt. Die Wärmeleitfähigkeit von Diamant-Aluminium-Verbundwerkstoffen erreicht 613 W/(m·K) (2,6-mal so hoch wie bei reinem Aluminium), und die Optimierung der Grenzflächen verbessert die Bindungsfestigkeit.
Tabelle 2: Vergleich der wichtigsten Substratmaterialeigenschaften
3-Herausforderungen bei der Überwindung des Wärmewiderstands
a. Engpass der mechanischen Festigkeit bei der Chipverdünnung
Eine Reduzierung der Dicke von 200 μm auf 70 μm (IGBT7) kann den Wärmewiderstand um 60 % senken. Eine weitere Verdünnung auf 20 μm erhöht jedoch die Bruchgefahr. Ultradünne Chips (<50 μm) sind aufgrund unterschiedlicher Wärmeausdehnungskoeffizienten (CTE) anfällig für Mikrorisse.
b. Herausforderungen bei Substraten mit hoher Wärmeleitfähigkeit
Tabelle 3: Herausforderungen bei Substraten mit hoher Wärmeleitfähigkeit
c. Schnittstellenzuverlässigkeit: Herausforderung multiphysikalischer Kopplung
· Risiko einer Fehlanpassung des Wärmeausdehnungskoeffizienten beim Silbersintern: Die Silbersinterschicht (WAK = 18,4 ppm/K) unterscheidet sich viermal vom SiC-Chip (WAK = 4,5 ppm/K), und Temperaturwechselbeanspruchung führt zu Delamination.
· Kontrolle des Kontaktdrucks an der Schnittstelle: Ein Druck von 0,1 bis 0,5 MPa kann den Wärmewiderstand um 40 % reduzieren, bei einem Druck von über 1 MPa wird die Silberschicht jedoch herausgedrückt.
Mit dem Erreichen der 10-kW/cm²-Grenze für die IGBT-Leistungsdichte hat sich das Wärmeableitungsdesign von der „Hilfstechnik“ zum „Durchbruchpunkt bei Systemengpässen“ entwickelt. Die Substratrevolution von Al₂O₃ zu Diamant, der Übergang von Silikonfett zu Kupfersintern und die Chipverkleinerung von 200 μm auf 50 μm stellen im Wesentlichen einen Kampf gegen den zweiten Hauptsatz der Thermodynamik dar. Das Wärmeableitungsdesign nähert sich der physikalischen Grenze, und die dreieckige Synergie von Materialien, Struktur und Prozess wird zum Schlüssel zum Durchbruch.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Aluminium als Ersatz für Kupfer hat sich im Kühlkörper mit geschälten Lamellen zu einem unumkehrbaren Trend entwickelt. Kosten, geringes Gewicht und Ressourcensicherheit sind die wichtigsten Treiber. Die Leistungslücke wird durch Prozessinnovationen (Schältechnologie, Mikrokanaldesign) geschlossen. Aluminiumlösungen werden häufig in hocheffizienten Anwendungen wie Rechenzentren und Fahrzeugen mit alternativen Antrieben eingesetzt. Der Ersatz von Kupfer durch Aluminium ist jedoch kein einfacher Materialersatz, sondern ein systematisches Projekt, das umfassende Optimierungen von der Materialauswahl über das Strukturdesign und den Herstellungsprozess bis hin zu den Anwendungsszenarien erfordert, um das beste Verhältnis zwischen Kosten und Leistung zu erreichen. Dieser Artikel untersucht detailliert die wichtigsten technologischen Durchbrüche und Anwendungslösungen für diesen Ersatz.
1-Aluminium vs. Kupfer: Materialeigenschaften und Herausforderungen
Um die Machbarkeit des Ersatzes von Kupfer durch Aluminium wissenschaftlich zu bewerten, müssen wir zunächst die Unterschiede in den physikalischen Kerneigenschaften der beiden Metalle in Wärmeableitungsanwendungen verstehen:
Tabelle 1: Umfassender Vergleich der Wärmeableitungsmaterialeigenschaften von Aluminium und Kupfer
Die Leistung des Kühlkörpers hängt nicht nur von der Wärmeleitfähigkeit des Materials ab, sondern auch von den Wärmekapazitätseigenschaften und der Oberflächenausnutzung. Die unterschiedlichen physikalischen Eigenschaften von Aluminium und Kupfer bestimmen die Grenzen der Substitutionsmöglichkeit:
a. Die dialektische Beziehung zwischen Wärmeleitfähigkeit und Wärmekapazität
· Sofortiger Vorteil von Kupfer: Hohe Wärmeleitfähigkeit (385 W/m·K), schnellere anfängliche Wärmediffusion;
· Stationärer Durchbruch von Aluminium: Hohe spezifische Wärmekapazität (900 J/kg·K, 2,3-mal so hoch wie Kupfer), 133 % höhere Wärmespeicherkapazität pro Masseneinheit, geringe Dichte (2,7 g/cm³, 30 % von Kupfer), 40 % größere Wärmeableitungsfläche bei gleichem Volumen und langfristiges Gleichgewicht durch eine größere Oberfläche während der kontinuierlichen Wärmeableitungsphase.
b. Thermische Anpassung
Der Wärmeausdehnungskoeffizient von Aluminium (23,1 × 10⁻⁶/K) liegt nahe an dem von Leiterplattensubstraten (13–18 × 10⁻⁶/K), wodurch das Risiko von thermischen Spannungsversagen reduziert wird.
Darüber hinaus wird dieser Trend durch eine veränderte Leistungsperspektive vorangetrieben: Eine Reduzierung der lokalen Wärmeleitfähigkeit wird im Austausch für Leichtbauteile, Kostenoptimierung und verbesserte Nachhaltigkeit akzeptiert.
2-Wichtige Durchbrüche im Herstellungsprozess
a. Durchbruch im Werkstoffsystem: Optimierung der Legierungszusammensetzung und Härtekontrolle
· Traditionelle Schwachstellen: Herkömmliche Aluminiumwerkstoffe (wie z. B. 1060er Reinaluminium) haben eine geringe Härte (24–38 HB) und lassen sich leicht fräsen. Bei der anschließenden Bearbeitung bleibt das Material jedoch häufig am Werkzeug haften. Die Aluminiumlegierung 6063 hat eine hohe Härte (34–42 HB), was die spätere Bearbeitung begünstigt, die Fräshöhe ist jedoch begrenzt (≤ 50 mm).
Durchbruch: Durch Optimierung der Legierungszusammensetzung (Si 0,25 %, Mg 0,41 %) und innovative Schmelz- und Gießverfahren (Homogenisierung bei 556 °C + Extrusion bei 430 °C/Abschrecken bei 490 °C) wird die Härte von Aluminiumwerkstoffen stufenweise kontrolliert: Vor dem Schälen der Rippe wird eine niedrige Härte von 32–39 HB beibehalten (um die Bearbeitung von 70 mm hohen Rippen zu gewährleisten) und nach dem Schälen der Rippe auf 55–64 HB verstärkt (um das Problem des Anhaftens am Werkzeug während der Bearbeitung zu vermeiden).
Kontrolle von Verunreinigungen und ausgewogene Wärmeleitfähigkeit: Durch die Kontrolle der hohen Reinheit von Fe ≤ 0,11 % und Cu ≤ 0,02 % (99,70 % Aluminiumbasis) wird eine hohe Wärmeleitfähigkeit beibehalten und gleichzeitig die Bearbeitungseffizienz verbessert, sodass Aluminiumheizkörper mit hohen Rippen sowohl eine hohe Verarbeitungsleistung als auch eine hohe Betriebsfestigkeit aufweisen.
b. Der wesentliche Unterschied zwischen Materialhärte und Schneidverhalten: Der Hauptvorteil von Aluminium bei der Herstellung ultradünner Rippen liegt in seinen Kaltverfestigungseigenschaften und dem erforderlichen Schneidkraftbedarf. Technische Analyse:
·Die weichen Eigenschaften von Kupfer führen zum Schälen der Rippe: Durch Werkzeugextrusion kommt es leicht zu Materialansammlungen an der Rippenwurzel (Kräuseleffekt).
Der Dünnschichtbereich weist eine starke plastische Verformung auf (hohe Instabilität bei einer Dicke von <0,1 mm); die Kaltverfestigung ist gering, und die Struktur kann durch Verformung nicht verstärkt werden.
·Beim Schälen von Aluminiumlegierungen: Die Kaltverfestigung verbessert die Steifigkeit der Rippe deutlich (die Festigkeit der 6063-Legierung wird durch Kaltverfestigung verbessert); geringe Schnittkräfte ermöglichen den Einsatz präziserer Werkzeuge mit dünnen Klingen; die geringe elastische Rückstellkraft (ca. 1/3 der von Kupfer) gewährleistet die geometrische Genauigkeit der Rippe.
c. Durchbruch bei strukturellen Grenzen und Kostenoptimierung
Das Design ultradünner Rippen zielt im Wesentlichen auf die Maximierung des Oberflächen-Volumen-Verhältnisses ab, und die physikalischen Eigenschaften von Aluminium sind hierfür besser geeignet:
Tabelle 2: Vergleich der Parameter von Aluminium- und Kühlkörper mit geschälten Lamellen
Einfache Aluminiumprofile (Platte/Nut) ersetzen komplexe Formen und reduzieren so die Formkosten um 60 %. In der Kleinserienfertigung werden direkt plattengeschälte Lamellen (formfrei) eingesetzt, um kundenspezifische Anforderungen zu erfüllen.
3-Trend-Kern: Systemoptimierung statt Materialegoismus
Der Kernvorteil von Aluminium Kühlkörpern mit geschälten Lamellen liegt in der umfassenden Optimierung des Systems und nicht im Ersatz einer einzelnen Wärmeleitfähigkeit:
·Technischer Nutzen: Synergistischer Durchbruch bei geringem Gewicht und effizienter Wärmeableitung durch eine Struktur mit mehreren Lamellen, ein dünnes Lamellenverfahren und einteiliges Formteil;
·Vorteil der Leichtbauintegration: In aufstrebenden Bereichen wie neuen Energien/5G sind Leichtbau und Kosten wichtiger geworden als die absolute Wärmeleitfähigkeit, und die daraus resultierenden Vorteile wurden verbessert.
·Vollzyklusökonomie: Die Anschaffungskosten betragen nur 45 % der Kupferlösung, und die durch die Leichtbauweise reduzierte Lüfterleistung ermöglicht eine schnelle Amortisierung der Investition.
· Grundlage für eine nachhaltige Produktion: Die Branchenmerkmale einer ausreichenden Aluminiumproduktionskapazität und einer Rückgewinnungsrate von über 95 % gewährleisten eine stabile Lieferkette.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Der Sprung in der Leistungsdichte und das Spiel mit den thermischen Grenzen treiben die vier Revolutionen in der Kühltechnologie für Solarwechselrichter voran. Von der Lamellenluftkühlung der zentralisierten H-Brücke über die dreistufige NPC-Topologie mit Heatpipes zur Beherrschung der Wärmequelle; von modularen Mehrebenensystemen zum Aufbau einer thermischen Redundanz-Schutzlinie mit Phasenwechselmaterialien bis hin zu SiC-Softswitches mit Mikrokanal-Flüssigkeitskühlung zum Durchbrechen der hohen Wärmestromdichte – jede Topologie-Iteration definiert das Kühlparadigma neu. Der Kern dieser Entwicklung stellt die ultimative Herausforderung der Leistungselektronik an den zweiten Hauptsatz der Thermodynamik unter den dreieckigen Bedingungen von Effizienz, Leistungsdichte und Zuverlässigkeit dar und wird die Wettbewerbsbarrieren der nächsten Generation von Photovoltaik-Speicherfusionssystemen definieren.
1-Entwicklung von Solarwechselrichtersystemen
Die Entwicklung von Solarwechselrichtersystemen folgt dem vierstufigen Übergang von der Anpassung der Wärmeableitung über das Wärmemanagement und die thermische Synergie bis hin zur Entropiereduzierung. Von der Zentralisierung im Schrank zur intelligenten Integration auf Chipebene führt dies zu einer kontinuierlichen Leistungsdichte und gleichzeitig zu einem rasanten Anstieg der Effizienz und Marktdurchdringung.
a. Die physische Form von Solarwechselrichtern hat einen dreistufigen Wandel durchlaufen:
Frühe zentralisierte Wechselrichter waren groß (> 1 m³/MW) und wogen mehr als eine Tonne. Die spätere String-Lösung zerlegte die Leistungseinheit in 20–100-kW-Module, wodurch das Volumen auf 0,3 m³/MW reduziert wurde. Das aktuelle modulare Design wurde auf 10-kW-Untereinheiten weiterentwickelt, die Leistungsdichte liegt über 50 kW/l, und das Gewicht sank auf < 15 kg/kW.
b. Die Anpassungsfähigkeit an die Umgebung verschiebt sich vom passiven zum aktiven Schutz:
· Schutzstufe: IP54 → IP66/C5-M Korrosionsschutz (Küsten-/Salzsprühnebel-Szenarien)
· Temperaturbereich: -25–+60 °C → -40–+85 °C (extreme Kälte/Wüstenszenarien)
· Intelligente Reaktion: Ein dynamischer Temperaturregelungsalgorithmus passt die Wärmeableitungsleistung in Echtzeit an staubige und feuchte Umgebungen an.
c. Der Wärmeableitungsbedarf ändert sich qualitativ mit der Leistungsdichte:
Frühe Zwangsluftkühlungen bewältigen Wärmestromdichten von <100 W/cm²; die Heatpipe-Technologie im Drei-Ebenen-Zeitalter löst das Problem der Temperaturgleichmäßigkeit mehrerer Wärmequellen; SiC-Hochfrequenz fördert die Verbreitung der Flüssigkeitskühlung. Die Phasenwechselkühlung mit Mikrokanälen wird für >300 W/cm² zur Standardlösung und der Anteil des Wärmeableitungssystems wurde von 30 % auf 12 % der gesamten Maschine reduziert.
2-Entwicklung der Topologie von Solarwechselrichtersystemen und des Wärmemanagements
Die zugrunde liegende Logik der Entwicklung der Topologie von Solarwechselrichtersystemen basiert auf dem Prinzip „Effizienz-Leistungsdichte-Kosten“:
· Veränderungen im Verlustmechanismus: Von überwiegend Leitungsverlusten (H-Brücke) → Schaltverlusten im Kern (NPC) → Hochfrequenz-Magnetteile/Kondensatorverlusten (MMC) → Verlusten der elektromagnetischen Verträglichkeit beim sanften Schalten von SiC-Bauelementen (über 60 %). Dadurch verschiebt sich der Fokus der Wärmeableitung von der „Durchschnittstemperatur“ hin zur „Steuerung ultrahoher Wärmestromdichte“.
· Übergang zur Leistungsdichte: Die physikalische Grenze siliziumbasierter IGBTs (20 kHz/3 kW/L) wurde durch SiC-Bauelemente (100 kHz/50 kW/L) überschritten. Dies zwang die Wärmeableitungslösung zu einem Wechsel von Luftkühlung → Heatpipe → Flüssigkeitskühlung → Mikrokanal-Phasenwechselkühlung.
· Dynamische Kostenbilanz: Der Anteil der Kosten für das Wärmeableitungssystem sinkt allmählich von der H-Brücke zur SiC-Bauweise, die Kosten für die Wärmeableitung pro Leistungseinheit steigen jedoch. Um letztendlich eine Senkung der Stromgestehungskosten zu erreichen, ist eine Neugestaltung der thermischen Grenze durch ein kollaboratives Design von Topologie, Gehäuse und Wärmeableitung erforderlich.
Tabelle 1: Entwicklung der Solarwechselrichter-Topologien und des Wärmemanagements
Angesichts der technischen Herausforderungen, die sich aus der kontinuierlichen Steigerung der Leistungsdichte und der kontinuierlichen Verbesserung der Wärmestromdichte von Photovoltaik-Wechselrichtern ergeben, muss die Wärmeableitungslösung systematisch verbessert werden:
· Entwicklung von Luftkühlung zu Flüssigkeitskühlung: Um den hohen Wärmestromdichten neuer Chips gerecht zu werden und die Kerntemperatur deutlich zu senken;
· Kombination von Heatpipe- und Phasenwechseltechnologie: Effektive Unterdrückung des Thermoschocks modularer Systeme und Verlängerung der Lebensdauer wichtiger Komponenten;
· Gemeinsames Design und Kostenkontrolle: Optimierung des Wärmeableitungssystems durch die enge Integration von elektrischem und thermischem Management.
Als Partner für Wärmemanagement konzentriert sich Walmate auf Direct-to-Chip-Kühltechnologie und die Optimierung des Wärmewiderstands auf Systemebene, um praktikable Wärmeableitungslösungen für Photovoltaik-Speichersysteme bereitzustellen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Dieser Artikel untersucht den Innovationspfad der Wärmeableitungstechnologie für HGÜ-Systeme vor dem Hintergrund der rasanten Entwicklung der KI-Rechenleistung und konzentriert sich dabei auf zwei Hauptbereiche: Synergien bei der Flüssigkeitskühlung und Materialverbesserungen. Der Inhalt basiert auf öffentlichen Brancheninformationen. Sollten Auslassungen vorliegen, bitten wir um entsprechende Korrekturen.
1-Der Aufstieg der HGÜ und der unvermeidliche Anstieg des Kühlbedarfs
Der explosionsartige Anstieg der KI-Rechenleistung hat die Leistungsdichte von Rechenzentren deutlich erhöht (einzelne Schränke über 100 kW) und die Nachfrage nach hocheffizienten Stromversorgungssystemen angetrieben. Herkömmliche USV-Systeme stehen vor Herausforderungen hinsichtlich Effizienz und Stellfläche, während sich HGÜ-Systeme dank ihrer hohen Effizienz, geringen Verluste, geringen Größe und hohen Zuverlässigkeit schnell zur gängigen Stromversorgungslösung für KI-Rechenzentren entwickeln. Dies treibt das rasante Wachstum des HGÜ-Marktes und die zunehmende Verbreitung von KI-Rechenzentren voran. Gleichzeitig führt die KI-Nachfrage dazu, dass die HGÜ-Technologie auf höhere Spannungsebenen (z. B. 750-V- und 1000-V-Systeme) weiterentwickelt wird, um Effizienz und Leistungsbelastbarkeit weiter zu verbessern.
a. Explosion der KI-Rechenleistung und Anforderungen an die Energieeffizienz
Um hohe Energieeffizienzstandards (z. B. PUE ≤ 1,5/≤ 1,3 für Rechenzentren) zu erfüllen, muss die HGÜ-Kühltechnologie Folgendes erreichen:
· Effizientes Kühldesign mit Flüssigkeitskühlung zur Bewältigung der hohen Leistungsdichte; präzise Steuerung der Kühlparameter.
· Optimierung der Wärmeträgermedien, bevorzugter Einsatz von deionisiertem Wasser und Auswahl stabiler Flüssigkeiten, die in besonderen Fällen eine Phasentrennung verhindern (z. B. PCD).
· Die Kühlerleistung wurde verbessert, und es kommen Materialien mit hoher Wärmeleitfähigkeit zum Einsatz; das spezielle Design der Strömungskanäle verbessert die Wärmeübertragungseffizienz.
· Dynamische Temperaturregelung und -überwachung, Echtzeitüberwachung der wichtigsten Punkttemperaturen; ausgestattet mit Diagnosegeräten zur Fehlervorhersage.
· Redundanz- und Zuverlässigkeitsdesign, z. B.: N+1-redundante Konfiguration des Kühlsystems, Zweikreis-Kaltwasserleitungsnetz zur Vermeidung von Einzelpunktausfällen.
· Notfall-Wärmeableitungskapazität, unterstützt die Wärmeableitung unter extremen Betriebsbedingungen.
· Anpassungsfähigkeit an Umgebungsbedingungen, Gewährleistung eines stabilen Betriebs bei einer Umgebungstemperatur von 15–35 °C und Berücksichtigung einer feuchtigkeitsgeschützten Belüftung.
b. Vertiefte Anwendung von Halbleitern der dritten Generation (SiC/GaN)
Der Anstieg der KI-Rechenleistung hat die 800-V-Hochspannungs-Gleichstromarchitektur zu einem neuen Trend in Rechenzentren gemacht:
·SiC/GaN ersetzt aufgrund seiner hohen Leistungsdichte, Hochfrequenzschaltung und geringen Verluste schrittweise herkömmliche Silizium-basierte Bauelemente.
·Erhebliche Verbesserung der Systemeffizienz.
·Senkung der Materialkosten und Erhöhung der Zuverlässigkeit.
c. Energieeffizienzvorteile von HGÜ gegenüber Wechselstromversorgung und ihre Auswirkungen auf die Wärmeableitung
Die Anforderungen der HGÜ-Architektur an Wärmeableitungssysteme spiegeln sich hauptsächlich in hoher Leistungsdichte, effizienten Kühlmethoden, redundantem Design, Anpassungsfähigkeit an Umgebungsbedingungen, optimierter Energieeffizienz und schneller Fehlerbehebung wider. Diese Anforderungen bestimmen gemeinsam die Komplexität und die Herausforderungen von HGÜ-Systemen in Design und Betrieb.
Tabelle 1: Aufschlüsselung der Hauptursachen für die Unterschiede bei den Energieumwandlungsverlusten bei HGÜ und Wechselstrom
2-Innovationskern: Synergien bei der Flüssigkeitskühlung und Materialverbesserungen
a. Flüssigkeitskühlung: Generationswechsel von Edge- zum Mainstream-System
Die Verbreitung von Flüssigkeitskühlung hat rasant zugenommen. Die KI-Rechenleistung treibt den GPU-Stromverbrauch auf 1000 W, was eine Transformation der Luftkühlung erforderlich macht. Edge-Szenarien müssen sich an den extremen Temperaturbereich von -30 °C bis 60 °C anpassen.
Tabelle 2: Generationswechsel der Technologiepfade
b. Materialverbesserung: Ein entscheidender Durchbruch bei der Bewältigung extremer thermischer Herausforderungen
Materialverbesserungen ermöglichen Durchbrüche bei der Wärmeableitung: Optimiertes Thyristor-Wärmemanagement durch hochwärmeleitende Grenzflächenmaterialien, die Kombination von Aluminiumnitrid-Keramiksubstraten (Wärmeleitfähigkeit ≥ 180 W/mK) zur Verbesserung der Wärmeableitungskapazität von SiC/GaN-Bauelementen und die Nutzung einer zusammengesetzten Flüssigkeitskühlungsstruktur zur Unterstützung einer hohen Leistungsdichte. Auf Systemebene sorgen eine redundante N+1-Flüssigkeitskühlungsarchitektur, eine intelligente Temperaturregelungsstrategie und ein 800-V-Spannungsfestigkeits-Pipeline-Design für eine sichere und effiziente Wärmeableitung.
3-Technische Herausforderungen und Chancen in der Kühlkette
a. Zentrale Herausforderungen: Engpässe bei Standardisierung und Kompatibilität
Die mangelnde Einheitlichkeit der Schnittstellen der Kühlplatte auf Chipebene und die unterschiedlichen Spannungsfestigkeiten der Rohrleitungen auf Schrankebene (500–800 V) führen zu mangelnder Kompatibilität und erhöhen die Transformationskosten. Die Kühlplatten- und Immersionstechnologie sind getrennt, und fehlende Standards für die Kühlmittelisolierung verstärken die Fragmentierung der Branche. Betrieb und Wartung bergen Gefahren, wie z. B. unzureichende Leckageerkennungsmechanismen und fehlende Standards für die Leistungsminderung des Kühlmittels. Die Hauptursache liegt in der ökologischen Trennung der drei Parteien Chiphersteller/Serverhersteller/Anbieter von Flüssigkeitskühlungslösungen, die ein Inselproblem mit unklaren Verantwortlichkeiten schafft.
b. Kooperationsmöglichkeiten: Technische und industrielle Zusammenarbeit
Die Chipebene fördert die Standardisierung der Kühlplattenschnittstellen, und die Systemebene verknüpft HGÜ-Last und Kühldurchflussrate durch KI-Temperaturregelungsalgorithmen. Die Industrie nutzt ODCC zur Festlegung von Schnittstellen- und Kühlmittelstandards und verkürzt den Bereitstellungszyklus durch modulare Gesamtmaschinen. Innovative Kühlmittelregenerationstechnologien und Leasingmodelle senken die Kosten und decken Leckagerisiken durch Versicherungsmechanismen ab, um eine dreidimensionale Zusammenarbeit zwischen Technologie, Industrie und Finanzen zu erreichen.
Die HGÜ-Kühltechnologie steht derzeit noch vor Herausforderungen wie Standardisierung und Kompatibilität, doch die industrielle Zusammenarbeit zeichnet sich durch Durchbrüche ab. Dieser Artikel stellt lediglich eine vorläufige Beobachtung dar, und wir freuen uns darauf, Optimierungsansätze mit Branchenkollegen zu diskutieren.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Bei der Herstellung von Kühlkörpern sind Materialauswahl und Präzision der Schälrippen entscheidend. Angesichts der hohen Anforderungen an ultradünne und hochdichte Rippen besteht die zentrale Herausforderung darin, Wärmeleitfähigkeit, Kosten und Verarbeitbarkeit des Materials in Einklang zu bringen. Wie lassen sich die Grenzen der Ausrüstung überwinden, eine stabile Genauigkeit im Mikrometerbereich erreichen und gleichzeitig die Konsistenz der Zahnform und die Effizienz der Wärmeableitung sicherstellen? Dies bestimmt direkt die Produktleistung, die Kostenwettbewerbsfähigkeit und den Ertrag in der Massenproduktion.
1-Kernpunkte und Herausforderungen des Prozesses
a. Prozessprinzip: Schichtweises Schaben (Schruppen → Feinbearbeitung) formt hochdichte Rippenstücke.
Schichtweises Schaben entfernt überschüssiges Material schnell durch Schruppen und gewährleistet durch Feinbearbeitung eine präzise Rippenform. Dabei treten jedoch drei wesentliche Widersprüche auf:
· Kontrolle der thermischen Verformung: Die hohe Schnittwärme, die beim Schruppen entsteht, führt zu einer lokalen Ausdehnung dünnwandiger Rippenstücke. Diese Verformung muss beim Feinbearbeiten ausgeglichen werden, da sonst Elliptizitätsfehler (z. B. ungleichmäßige Abstände der Wärmeableitungsrippen) entstehen.
· Spannungsausgleich: Die Akkumulation von Eigenspannungen beim schichtweisen Bearbeiten führt zu Verzug der Zahnstücke, insbesondere bei Aluminium (hohe Wärmeleitfähigkeit, aber geringe Streckgrenze). Daher muss die Schnittkraft durch die Strategie „geringe Schnitttiefe und hoher Vorschub“ reduziert werden.
· Präzisionsübertragung: Das beim Schruppen verbleibende, gezackte Restmaterial erhöht die Belastung des Feinbearbeitungswerkzeugs, was leicht zu Rattern und Toleranzen in der Rippendicke führen kann.
b. Zwei große Schwachstellen
· Materialauswahl für Kühlkörper: Bei der Materialauswahl für Kühlkörper muss ein ausgewogenes Verhältnis zwischen Wärmeleitfähigkeit, Verarbeitbarkeit und Kosten gefunden werden. Durch Leistungsvergleiche und Auswahlentscheidungen, kombiniert mit Materialmodifikationen und Kostenkontrolle, lässt sich eine synergetische Optimierung erreichen.
Tabelle 1: Quantitativer Vergleich der Materialeigenschaften und Auswahllogik
· Equipment accuracy: Equipment accuracy optimization improves machining accuracy and tool life by suppressing cutting thermal deformation, tool wear and error, using innovative tools and thermal-mechanical coupling error compensation.
Tabelle 2: Kausale Kette von Präzisionsfehlern
2-Materialauswahl: Der Schlüssel zu Leistung und Kosten
a. Wärmeleitfähigkeit ist entscheidend
· Hoher Wärmestrom (> 100 W/cm²): Kupfer (Wärmeleitfähigkeit 380 W/m·K) wird bevorzugt, da seine Wärmeleitfähigkeit 30 % höher ist als die von Aluminium.
Risikokontrolle: Beizen zur Entfernung der Oxidschicht (10 % HNO₃) + Benzotriazol-Ölfilm zur Verhinderung von Sekundäroxidation, wodurch der Werkzeugverschleiß um 40 % reduziert wird.
Mittlerer und niedriger Wärmestrom (< 80 W/cm²): Reinaluminium (Wärmeleitfähigkeit 210 W/m·K) wird bevorzugt, da es die meisten Anforderungen an Unterhaltungselektronik erfüllt und nur 30 % des Kupferpreises einspart.
b. Kostenoptimierung
· Kostensensitive Projekte: Materialverdünnung (z. B. Aluminiumsubstrat von 4 mm auf 2 mm); Abfallrecycling (Kupferspäne-Rückgewinnungsrate > 95 %); lokales Verbunddesign (Kupfer wird nur im Kontaktbereich der Wärmequelle verwendet).
· Alternative Lösung: Reinaluminium + Heatpipe-Design, äquivalente Wärmeleitfähigkeit 200–220 W/m·K.
c. Kompromiss bei der Verarbeitungsschwierigkeit
· Bei hohen Rippenanforderungen (> 70 mm) wählen Sie Reinaluminium. Die maximale Rippenhöhe beträgt 120 mm und die Biegefestigkeit ist höher als bei Kupfer. Vorbehandlung und Vorglühen des Aluminiums (Restspannungsreduzierung) reduzieren Härteschwankungen.
· Für hochpräzise Rippenformen (Rippendicke < 0,5 mm) wählen Sie Aluminium der Serie 6. AL6063 wird nach der Weichbearbeitung gehärtet, wodurch die Rippendicke auf 0,25 mm eingestellt werden kann. Vermeiden Sie die direkte Verarbeitung von Hartkupfermaterialien (leichtes Einfallen der Zähne). Eine Vorbehandlung bei niedrigen Temperaturen ist erforderlich.
3-Optimierung der Anlagenpräzision: Der Schlüssel zur Verbesserung der Ausbeute
Die Anlagenpräzision ist der Kern des Schälprozesses, um hochdichte Lamellen zu erzielen und Verformungen und Verschleiß zu kontrollieren.
Tabelle 3: Einflussmechanismus von Gerätefehlerquellen auf den Ertrag
Ideen zur Optimierung der Präzision von Schälmaschinen:
· Zentrale Präzisionsverbesserung: CNC-Substitution, Ersatz mechanischer Getriebe durch CNC-Systeme zur Vermeidung von Indexierungsfehlern; Unterdrückung thermischer Verformungen durch Kaltluftschneidtechnologie und kombinierte Kompensationstechnologie zur aktiven Kontrolle der thermischen Verformung während der Bearbeitung; Werkzeugverstärkung durch Aufbringen einer CBN-Beschichtung und Optimierung der geometrischen Struktur zur Verbesserung der Werkzeugbruchfestigkeit.
· Wichtigste Erfolge: Die Bearbeitungsgenauigkeit der Maschinen erreicht ±0,003 mm (Mikrometerebene); die Konstruktion extremer Lamellen mit einer Dicke von 0,3 mm und einer Lamellenhöhe von 120 mm wird erfolgreich unterstützt; die Produktionsausbeute konnte deutlich von 65 % auf 95 % gesteigert werden.
Zusammenfassend lässt sich sagen, dass präzise Materialabstimmung und extreme Schälgenauigkeit die Haupthindernisse bei der Kühlerherstellung sind. Optimierte Materialien gewährleisten die Leistungsfähigkeit, während mikrometergenaue Maschinen (CNC-Getriebe, Unterdrückung thermischer Verformungen und langlebige Werkzeuge) die einzige Möglichkeit sind, eine hohe Ausbeute zu erzielen und die Konstruktion extremer Lamellenformen zu ermöglichen. Nur durch die kontinuierliche Optimierung dieser beiden Kerne und den proaktiven Einsatz fortschrittlicher Präzisionssteuerungstechnologien können wir die marktführende Position in der Kühlerverarbeitung festigen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die rasant steigende Rechenleistung von KI-Servern stößt auf „thermische Grenzen“ – die Leistungsdichte von Chips übersteigt 1000 W/cm² (z. B. NVIDIA H100), die Leistungsdichte von Gehäusen steigt von 2,4 kW auf 120 kW und die herkömmliche Luftkühlung erreicht die physikalische Grenze von 8–10 kW. Die zugrunde liegende Logik dieser „Wärmeableitungskrise“ ist das Ergebnis des Quanteneffekt-Dilemmas der Chiparchitektur (die Leckrate steigt unter 3 nm sprunghaft an), des unausgewogenen Energieverbrauchs bei der Datenverarbeitung (die mehr als 90 % des Systemstromverbrauchs ausmacht) und des exponentiellen Bedarfs an Training für große Modelle (GPT-4 verbraucht 32,4 TWh Strom für ein einziges Training). Angesichts starker politischer Beschränkungen (Chinas PUE ≤ 1,25) und des Drucks zur Energieeffizienz hat sich die Flüssigkeitskühlungstechnologie vom Randexperiment zum Mainstream entwickelt und ist zum Schlüssel zur Erschließung der KI-Rechenleistung geworden.
1-Die zugrunde liegende Logik der Kühlanforderungen für KI-Server
a. Chiparchitektur und Stromverbrauchsrevolution
Die Rechenleistungsdichte (Rechenleistung pro Flächeneinheit bzw. Stromverbrauchseinheit) und der Stromverbrauch von KI-Chips sind die wichtigsten Indikatoren für deren Leistung. Im Folgenden wird eine Analyse anhand von drei typischen Chips durchgeführt:
Da die Rechenleistung kontinuierlich steigt, kann die Chipleistung aufgrund physikalischer Einschränkungen bei Wärmeableitung und Energieeffizienz nicht voll ausgeschöpft werden. Dieses Phänomen der „Stromverbrauchsmauer“ ist auf folgende Ursachen zurückzuführen:
· Verzögerung der Wärmeableitung; die Wachstumsrate der Chip-Leistungsdichte (> 1000 W/cm²) übersteigt die Iterationsgeschwindigkeit der Wärmeableitungstechnologie bei weitem, sodass herkömmliche Lösungen an physikalische Grenzen stoßen.
· Unausgewogene Struktur des Energieverbrauchs. Auf physikalischer Ebene schwächt der Quantentunneleffekt unterhalb von 3 nm die Verbesserung der Energieeffizienz, und 3D-Stacking führt zu einem starken Rückgang der Wärmeableitungseffizienz um 30–50 %. Auf architektonischer Ebene macht der Energieverbrauch der Datenverarbeitung mehr als 90 % aus, und die Wachstumsrate der Rechenleistung (750-fach/2 Jahre) und der Speicherbandbreite (1,4-fach/2 Jahre) geraten ernsthaft aus dem Gleichgewicht. Auf Anwendungsebene erhöhen eine große Explosion der Modellparameter (z. B. verbraucht das GPT-4-Training 32,4 TWh) und eine dynamische Belastung (der momentane Stromverbrauch übersteigt TDP um 200 %) den Wärmeableitungsdruck.
Abbildung 1: Die Integration von Speicher und Computing
b. Wandel der Schaltschrankleistungsdichte
Die Schaltschrankleistungsdichte erlebt eine Revolution – von der allgemeinen Rechenleistung hin zu KI-gesteuerter Ultradichte. Das Paradigma hat sich von der „Geräteraumanpassung“ zum „Gerätedefinitionsraum“ gewandelt. Der Bedarf an KI-Rechenleistung hat die Infrastruktur zu sprunghaften Modernisierungen gezwungen.
· Exponentieller Übergang: Die globale Durchschnittsdichte stieg von 2011 bis 2024 von 2,4 kW/Gehäuse auf 9,5 kW/Gehäuse (CAGR ≈12 %). Intelligente KI-Rechenzentren haben die Dichte auf über 120 kW/Gehäuse (z. B. NVIDIA GB200 NVL72) gesteigert und könnten 2030 die MW-Marke erreichen.
· Der sprunghaft ansteigende Stromverbrauch von KI-Chips (H100-Einzelkarte 700 W → GB200-Einzelkarte 1200 W) und der Bedarf an großem Modelltraining (GPT-4-Einzeltraining verbraucht 32,4 TWh Strom) führen zu einem „Doppelhelixeffekt“, der die Gehäusedichte zwingt, mit dem Anstieg der Rechenleistung Schritt zu halten.
Technologischer Durchbruch: Die Luftkühlungsgrenze (8–10 kW) wird durch Flüssigkeitskühlung ersetzt. Kühlplatten (20–50 kW) und Tauchkühlung (50–120 kW) unterstützen eine hohe Dichte. Das Stromversorgungssystem wurde auf Hochspannungs-Gleichstrom-Übertragung (HGÜ) umgerüstet, Wirkungsgrad > 98 %. Die Raumausnutzung wurde um 40 % erhöht (Entfernung von Luftkanälen). Die Flüssigkeitskühlung senkt den PUE auf 1,08.
c. Politische und Energieeffizienz-orientierte Maßnahmen
Chinas Projekt „East Data West Computing“: Für östliche Knotenpunkte ist ein PUE von ≤ 1,25 und für westliche Knotenpunkte von ≤ 1,2 vorgeschrieben, was die Verbreitung der Flüssigkeitskühlungstechnologie vorantreibt. Am Beispiel des Knotenpunkts in der Inneren Mongolei kann der Einsatz von Tauchflüssigkeitskühlung den PUE auf 1,08 senken und so jährlich über 20 Millionen kWh Strom einsparen.
· Globale CO2-Emissionsvorschriften: Die EU-CSRD-Richtlinie verpflichtet Rechenzentren zur Offenlegung ihres gesamten CO2-Fußabdrucks über den gesamten Lebenszyklus, und der kalifornische „Climate Enterprise Data Accountability Act“ schließt Scope-3-Emissionen in die verpflichtende Offenlegung ein. Flüssigkeitskühlungstechnologie ist aufgrund der Reduzierung indirekter Emissionen (wie z. B. Kältemittelleckagen) zum Schlüssel zur Einhaltung der Vorschriften geworden.
Wirtschaftlicher Nutzen: Flüssigkeitskühlung spart 30–50 % Kühlenergie im Vergleich zur Luftkühlung. In Kombination mit den unterschiedlichen Strompreisen zu Spitzen- und Talzeiten kann sich die Amortisationszeit der Investition auf 3–5 Jahre verkürzen.
2-Entwicklung der Wärmeableitungstechnologie und Differenzierung technischer Ansätze
a. Flüssigkeitskühlungstechnologie: Vom Edge-End- zum Mainstream-Markt
Der Übergang der Flüssigkeitskühlung vom Edge-Experiment zum Wärmeableitungsstandard stellt eine Neuausrichtung von Rechenleistungsdichte und Energieeffizienz dar und führt zu einer Neustrukturierung der Wertschöpfungskette im Rechenzentrum.
· Entwicklungsprozess: Marginalisierungsphase (1960er–2010er Jahre), Nutzung ausschließlich im Supercomputing- und Militärbereich (z. B. Cray-2), eingeschränkt durch Materialkorrosion und hohe Kosten; Durchbruchsphase (2010er–2020er Jahre), GPU-Wärmedichte über 500 W/cm² (NVIDIA P100), und die chinesische PUE-Richtlinie (China PUE ≤ 1,25) förderte die kommerzielle Nutzung. Die Kosten für die Umstellung auf Kühlplatten sanken auf das 1,2-Fache der Luftkühlung. Mainstream (knapp 2–3 Jahre), KI-Gehäuse mit einer Leistungsdichte von über 120 kW (z. B. NVIDIA NVL72), Flüssigkeitskühlung hatte 12,2 % geringere Gesamtbetriebskosten als Luftkühlung und verkürzte die Amortisationszeit auf 3–5 Jahre.
· Evolutionäre und technische Logik: Von der „an Chips angepassten Luftkühlung“ zur „chipdefinierten Wärmeableitung“ wird Flüssigkeitskühlung zum zentralen Hebel für die Freisetzung von Rechenleistung. Industrielle Logik: Positive Kreislauffolge: „Politisch getriebene Standards → Standards senken Kosten → Kosten fördern die Verbreitung“. Ökologische Logik: Neugestaltung der Wertschöpfungskette im Rechenzentrum: Kühlsysteme werden von Kostenstellen zu Energieeffizienz-Assets.
· Differenzierung technischer Ansätze: Die Differenzierung der Flüssigkeitskühlungstechnologie ergibt sich aus dem Spiel zwischen Wärmeableitungseffizienz und Transformationskosten. Kühlplatten priorisieren Kompatibilität, gleichen Kosten und Risiken durch lokale Transformation aus und passen sich an Szenarien mittlerer Dichte an. Der Immersionstyp nutzt die physikalische Wärmeableitungsgrenze und durchbricht die Wärmedichtegrenze durch Systemrekonstruktion, steht jedoch vor Herausforderungen hinsichtlich Material, Betrieb und Wartung. Der Sprühtyp ermöglicht eine präzise Temperaturregelung auf Chipebene und ebnet den Weg für sensible Szenarien wie optisches Computing. Die Differenzierung der Flüssigkeitskühlungstechnologie basiert im Wesentlichen auf dem unlösbaren Dreieck zwischen Wärmeableitungseffizienz, Transformationskosten und Betriebs- und Wartungskomplexität. Der Kühlplattentyp ist ausgewogen, der Immersionstyp nutzt die physikalische Grenze und der Sprühtyp zielt auf eine präzise Temperaturregelung. Zusammengenommen fördern diese drei Aspekte die Flüssigkeitskühlung von einer „technischen Option“ zu einer „Rechenleistungsbasis“.
b. Kühltechnologie auf Chipebene präsentiert mehrdimensionale Durchbrüche
Die Kühltechnologie auf Chipebene durchläuft eine Dreifaltigkeit von Innovationen in den Bereichen Material-Struktur-Kontrolle. Kurzfristig wird sie von 3D-Mikrofluidik und Kühlplatten-Flüssigkeitskühlung (mit TDP im Kilowattbereich) dominiert, langfristig setzt sie auf Quantenkühlung und photothermische Synergie, um physikalische Grenzen zu durchbrechen. Ihre Entwicklung bestimmt unmittelbar die Effizienz der KI-Rechenleistung und die Entwicklung der Energieeffizienz von Rechenzentren.
· Materialien: Diamant/Graphen nähern sich der physikalischen Grenze der Wärmeleitfähigkeit, und Phasenwechselmaterialien lösen vorübergehende Thermoschocks.
· Struktur, Mikrofluidik und Kühlplatten werden von der externen Befestigung zur Chip-Einbettung verlagert, was kürzere Wärmeableitungswege und höhere Effizienz ermöglicht.
· Steuerung: Aktive Festkörperkühlung von Chips durchbricht Volumenbeschränkungen, und die dynamische KI-Regelung ermöglicht Synergien im Wärme-Computing.
· Kerntrend: Die Integration dieser drei Technologien fördert die Weiterentwicklung der Wärmeableitung von passiver Wärmeleitung zur aktiven Temperaturregelung auf Chipebene und unterstützt so die TDP-Anforderungen einzelner Chips im Kilowattbereich.
Die Entwicklung der Wärmeableitungstechnologie hat sich von der „Einzelpunktinnovation“ zur „Systemrekonstruktion“ weiterentwickelt: Kaltplatten-Flüssigkeitskühlung ermöglicht die Transformation bestehender Systeme mit Kompatibilität, Immersion durchbricht die physikalische Grenze der Wärmeableitung und die Chip-Level-Sprühtechnologie ermöglicht präzise Temperaturregelung. Zusammen bilden diese drei Technologien ein mehrschichtiges Wärmeableitungssystem. Mit der kommerziellen Nutzung von Quanten-Wärmeableitung und photothermischer Synergietechnologie werden sie künftig ultradichte Rechenleistung im Megawatt-Bereich in einem einzigen Gehäuse ermöglichen. Dieser Prozess revolutioniert nicht nur das Wärmeableitungsparadigma, sondern macht Rechenzentren auch von Energieverbrauchern zu energieeffizienten Anlagen – Schätzungen zufolge kann die vollständige Flüssigkeitskühlung Rechenzentren weltweit bis 2030 zu 450 Millionen Tonnen CO2-Emissionen verhelfen. Wärmeableitung entwickelt sich vom Kostenfaktor zum Kern der KI-Rechenleistungsökonomie.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Wenn man einen Kühlkörper sieht, der so präzise wie Kammzähne in einem elektronischen Gerät ist, könnte man meinen, seine Spitzenleistung sei schon lange vor dem Kontakt der Klinge mit dem Metall festgelegt. Warum investieren große Hersteller viel Geld in die Materialvorbehandlung? Denn dieser Schritt kann den Kühlkörper direkt verbessern: Aluminiumschneiden spart 20 % des Arbeitsaufwands, Kupferkühlkörper bleiben drei Jahre länger haltbar und selbst 12 cm hohe Kühlkörper lassen sich in einem Durchgang schneiden. Dieser Artikel stellt vor, wie man Metall mit wissenschaftlichen Methoden „auflockert“, sodass Hartmetall präzise in einen perfekten Kühlkörper verwandelt werden kann.
1-Warum ist die Vorbehandlung der „unsichtbare Motor“ des Skived-Kühlkörper?
a. Herausforderungen bei der Herstellung hochpräziser Kühlkörper
· Eigenspannungskonzentration: Die durch den Walz- oder Gießprozess der Rohmaterialien entstandenen Eigenspannungen werden beim Schälen freigesetzt, wodurch sich das Substrat verzieht.
· Materialerweichung: Aluminium, Kupfer und andere Werkstoffe erweichen während des Schneidprozesses lokal durch Temperaturanstieg (Aluminium 40–60 °C, Kupfer 80–120 °C), wodurch der Zahn einbricht oder Grate entstehen.
· Oberflächenoxidation: Kupfer oxidiert an der Luft leicht und bildet eine CuO-Schicht (hohe Härte und hohe Sprödigkeit), die den Werkzeugverschleiß erhöht und die Werkzeuglebensdauer verkürzt.
b. Vorbehandlung – die entscheidende Brücke vom metallischen Rohmaterial zum präzisen Zahnprofil
· Optimierung der Materialeigenschaften durch Rekristallisationsglühen von Aluminium- bzw. Kupferwerkstoffen. Dadurch werden die beim Walzen entstehenden Eigenspannungen eliminiert und die Gleichmäßigkeit der Werkstoffhärte deutlich verbessert.
· Oberflächenzustandskontrolle: Durch chemische Reinigung wird die Oxidschicht auf der Materialoberfläche entfernt. Beispielsweise kann Kupfer mit 10 %iger HNO₃ beizen. Die Oberflächenrauheit kann nach der Behandlung auf 0,4 μm reduziert werden, wodurch die Werkzeughaftung effektiv verringert wird. Alternativ kann Aluminium passiviert werden, beispielsweise durch Eloxieren. Dabei bildet sich ein 5–10 μm dicker Al₂O₃-Film, der Sekundäroxidation während der Bearbeitung vorbeugt.
c. Wie verbessert die Vorbehandlungstechnologie die Bearbeitungseffizienz?
· Verkürzung des Bearbeitungszyklus. Der Schnittwiderstand des Materials wird nach der Vorbehandlung reduziert, was eine höhere Vorschubgeschwindigkeit ermöglicht.
· Reduzierte Nachbearbeitungsrate: Durch Spannungsfreisetzung wird die Ebenheitsrate des Substrats deutlich verbessert, wodurch Nachkorrekturen entfallen.
2-Grundlagen der Vorbehandlungstechnologie: Die Integration von Werkstoffwissenschaft und Technologie
Der Kern der Vorbehandlungstechnologie besteht darin, die Prozesslogik anhand der Werkstoffeigenschaften anzupassen, um die inhärenten Widersprüche von Werkstoffen mit hoher Wärmeleitfähigkeit wie Aluminium und Kupfer beim Wälzschälen von Zahnrädern zu lösen.
a. Werkstoffeigenschaften bestimmen die Vorbehandlungslogik
Vorbehandlung von Aluminiumwerkstoffen: Glühen bei 300–350 °C für 2 Stunden reduziert Walzspannungen und verbessert die Härtegleichmäßigkeit um 40 %. Die Oberflächenbehandlung kann durch Eloxieren zur Erzeugung einer 5–10 μm dicken Al₂O₃-Schicht oder durch chemische Passivierung (Chromatierung) erfolgen, um die Oxidation während der Verarbeitung zu verhindern.
Vorbehandlung von Kupferwerkstoffen: Glühen bei 500–600 °C für 1 Stunde macht das Material weicher, reduziert die Härte von 80 HB auf 45 HB und reduziert die Schnittkraft um 30 %. Beim Beizen wird eine 10%ige HNO₃-Lösung verwendet, um die Oxidschicht zu entfernen. Ab einer CuO-Schichtdicke von 1 μm erhöht sich der Werkzeugverschleiß um 50 %.
b. Kernwiderspruch: Verarbeitungsparadoxon bei Werkstoffen mit hoher Wärmeleitfähigkeit
Widerspruch: Die hohe Wärmeleitfähigkeit (z. B. 380 W/mK bei Kupfer) ist der Hauptvorteil des Kühlkörpers. Eine hohe Wärmeleitfähigkeit führt dazu, dass die Schnittwärme schnell auf das Werkzeug übertragen wird, was den Verschleiß beschleunigt (die Standzeit bei der Kupferbearbeitung beträgt nur ein Drittel der von Aluminium).
Vorbehandlungsschema, Gleichgewicht zwischen Wärmeleitfähigkeit und Bearbeitbarkeit, z. B. Niedertemperaturvorbehandlung von Kupferwerkstoffen zur Reduzierung des Anstiegs der Schnitttemperatur oder Gradientenwerkstoffdesign; Oxidschichtmanagement, z. B. Erhalt des dichten Al₂O₃-Films von Aluminiumwerkstoffen zur Reibungsreduzierung; Beschichtung der Kupferwerkstoffe mit einem Benzotriazol-Ölfilm nach dem Beizen zur Verhinderung der Sekundäroxidation.
3-Kernmethoden der Vorbehandlung
a. Mechanische Vorbehandlung: Vorbereitung der Weiterverarbeitung
Oberflächenreinigung (Sandstrahlen/Polieren), Entfernung von Oxidschichten, Ölflecken und Graten, Verbesserung der Oberflächenrauheit (Ra-Wert), Verbesserung der Beschichtungshaftung oder des anschließenden Beizeffekts.
b. Chemische Vorbehandlung: Aktivierung der Oberflächenaktivität
Durch physikalische Reinigung (Dekontamination), chemische Modifizierung (Bildung eines Konversionsfilms) und Verbesserung der Oberflächeneigenschaften wird die Materialoberfläche von einem inerten in einen hochaktiven Zustand überführt. Der Kern liegt in der Abstimmung von Oberflächenrauheit, Dichte der chemischen funktionellen Gruppen und Korrosionsbeständigkeit, um ein ideales Substrat für nachfolgende Prozesse zu schaffen.
c. Wärmebehandlung: Umformung der Materialmikrostruktur
Durch die präzise Steuerung der Heiz-, Isolations- und Abkühlprozesse des Materials wird die Mikrostruktur neu organisiert und optimiert. Der Kern liegt in der Nutzung thermischer Aktivierungsmechanismen, um atomare Diffusion, Phasenwechsel und Defektreorganisation voranzutreiben und dem Material so neue Leistungsmerkmale zu verleihen.
d. Zusammensetzungskontrolle: Vollständiges Prozessmanagement vom Schmelzen bis zum Formen
Die Zusammensetzungskontrolle ist die Kerntechnologie der Materialherstellung. Durch die Auswahl der Rohstoffe, eine präzise Schmelzkontrolle und Optimierung der Formparameter, kombiniert mit digitaler Erkennung, eine Feinkontrolle der Schwankungen und eine verbesserte Leistung.
4-Aluminum vs. Copper: Differentiated Pretreatment Strategies
Due to the significant differences in the physical and chemical properties of aluminum and copper, pretreatment strategies need to be designed specifically to solve their respective processing pain points.
5-Wie wird die Vorbehandlung zu einem effizienten „Verstärker“?
a. Zusammenspiel mit dem Schälverfahren
· Reduzierter Werkzeugverschleiß: Nach der Vorbehandlung werden die Restoxidschichten auf der Oberfläche reduziert, die Standzeit des Schälwerkzeugs verlängert und die Abplatzrate von hochdichten Lamellen reduziert.
· Verbesserte Bearbeitungsgenauigkeit: Die Sandstrahlvorbehandlung eliminiert Materialeigenspannungen, reduziert den Zahnhöhenfehler von ±0,5 mm auf ±0,1 mm und erfüllt die Anforderungen an hochverzahnte Zähne (Zahnhöhe/Substratdicke ≥10).
b. Zusammenspiel mit der Oberflächenbehandlung
· Verbesserte Beschichtungshaftung: Nach der Passivierungsvorbehandlung kann die Erfolgsquote bei Beschichtungshaftungsprüfungen deutlich verbessert werden.
· Reduzierter thermischer Kontaktwiderstand: Durch die Vorbehandlung entsteht eine gleichmäßige mikroporöse Struktur, die den thermischen Widerstand der Schweißschnittstelle zwischen Heizkörper und Wärmerohr um 15–20 % reduziert.
c. Zusammenarbeit mit der CNC-Oberflächenbearbeitung
· Reduzierung sekundärer Bearbeitungsfehler: Nach der chemischen Reinigung zur Entfernung von Ölflecken reduziert sich die Gratbildung beim CNC-Fräsen von Aluminium um 60 % und die Anzahl der Gewindeschneid- und Gleitfehler um 50 %.
d. Einfluss der Vorbehandlung auf die Produktionseffizienz
· Verbesserte Ausbeute: Durch die Optimierung der chemischen und mechanischen Vorbehandlungsprozesse konnte die Ausbeute an Skived-Kühlkörper und die CNC-Bearbeitung deutlich verbessert und die Produktqualität gewährleistet werden.
· Verkürzter Bearbeitungszyklus: Nach der Vorbehandlung ist bei der Aluminiumbearbeitung kein separates Entgraten erforderlich, und die Bearbeitungszeit eines einzelnen Werkstücks verkürzt sich erheblich. Die Bearbeitungsgeschwindigkeit der automatisierten Sandstrahlanlage wird erhöht, und die Produktionseffizienz wird deutlich verbessert.
· Reduzierter Energieverbrauch und geringere Kosten: Durch die mechanische Vorbehandlung anstelle des chemischen Beizens wird der Energieverbrauch der Bearbeitung reduziert. Nach der Vorbehandlung verringert sich die Härte des Materials, der Formverlust wird reduziert und die Produktionskosten werden effektiv gesenkt.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Mit der Beschleunigung des globalen Energiewandels gewinnt die Rolle von Energiespeichersystemen in der Frequenzregelung, dem neuen Energieverbrauch und anderen Szenarien zunehmend an Bedeutung. Als Kernträger muss das Design des ESS-Batteriegehäuses hinsichtlich der Anpassungsfähigkeit an extreme Klimabedingungen, struktureller Festigkeit und langfristiger Zuverlässigkeit berücksichtigt werden. Ausgehend von den Szenarioanforderungen beleuchtet dieser Artikel die wichtigsten technischen Ansätze zur Klimaanpassung, analysiert die Designherausforderungen und Innovationsrichtungen und bietet eine Referenz für die Entwicklung eines ESS-Batteriegehäuses mit hoher Anpassungsfähigkeit an die Umwelt.
1. Differenzierung der Energiespeichermarktszenarien und verfeinerte Managementtrends
a. Szenario-Differenzierungskarte: Verknüpfung regionaler Besonderheiten und technischer Anforderungen
Der Energiespeichermarkt weist eine erhebliche regionale Differenzierung auf, und technische Lösungen müssen an die klimatischen Bedingungen, Netzeigenschaften und Anwendungsszenarien angepasst werden:
· Extreme Klimaszenarien:
Wüstenumgebung mit hohen Temperaturen: Das Gehäuse muss Temperaturen über 50 °C standhalten (der Wärmeinseleffekt im Inneren des Behälters kann bis zu 53,3 °C erreichen), die Schutzart IP55/IP67 erfüllen und verschiedene Maßnahmen wie sanddichte Baumwolle und Dichtungsmittel gegen Wind- und Sanderosion ergreifen.
Große Höhe/niedrige Temperaturen: Bei niedrigen Temperaturen von -40 °C ist die Integration einer Vorwärmtechnologie für Batteriezellen, die Optimierung der Kühlleistungsdämpfung des Flüssigkeitskühlsystems (die Betriebsuntergrenze wird auf -30 °C erweitert) und eine verstärkte elektrische Isolierung erforderlich, um dem durch dünne Luft verursachten Lichtbogenrisiko entgegenzuwirken.
Szenarien für die Anpassung des Stromnetzes:
Die europäische Netzfrequenzregelung muss eine dynamische Leistungsregelung (47,5–51,5 Hz) gewährleisten und mit den Anforderungen des Marktes für Nebendienstleistungen kompatibel sein. Nordamerikanische Photovoltaik-Speicherintegrationsprojekte müssen eine 1500-V-Gleichstromarchitektur und schnelle Lade- und Entladevorgänge (≤ 100 ms) unterstützen und zur Gewährleistung der Sicherheit thermische Durchgehensausbreitungstests bestehen.
Szenarien für industrielle und gewerbliche Energiespeicher:
Kompaktes Design mit direkter Zellintegrationstechnologie (Platzbedarf um 33 % erhöht), modulare Lösungen ermöglichen flexible Erweiterungen (15–921 kWh) und integrieren intelligente Betriebs- und Wartungsfunktionen, um die Kosten über den gesamten Lebenszyklus zu senken.
b. Verfeinerte Geschäftsstrategie, Transformation von der Produktlieferung zur wertschöpfenden Dienstleistung
Maßgeschneiderte technische Lösungen: Angesichts der hohen Übertragungskosten in isolierten Gebieten kann die Konfiguration eines Langzeit-Energiespeichersystems mit einer Laufzeit von mehr als vier Stunden die Investitionen in Netzmodernisierungen um 30 % senken. Das netzgekoppelte Energiespeichersystem unterstützt verschiedene Szenarien und verbessert die Netzstabilität.
·Service über den gesamten Lebenszyklus: Optimieren Sie Anfangsinvestitionen sowie Betriebs- und Wartungskosten durch das LCoS-Modell (Levelized Cost of Storage). Die intelligente Betriebs- und Wartungsplattform integriert Strompreisdaten und Lastprognosen, optimiert dynamisch Lade- und Entladestrategien und steigert den Umsatz um mehr als 15 %.
2-Wichtige technische Ansätze für Klimatoleranz
a. Kooperatives Design von Wärmemanagement und Struktur
·Flüssigkeitskühlungstechnologie:
Kühlplatten-Flüssigkeitskühlung: Durch den Einsatz einer serpentinenförmigen Mikrokanal-Kühlplatte (Kanalbreite ≤ 2 mm) und einer Temperaturdifferenzregelung von ≤ 3 °C sind die Transformationskosten 15–20 % höher als bei einer Luftkühlung, und die Batterielebensdauer wird um 30 % verlängert.
Tauchflüssigkeitskühlung: Direkte Wärmeableitung durch dielektrisches Kühlmittel. Die Wärmeleiteffizienz wird um mehr als 50 % gesteigert, wobei jedoch die Kühlmittelkosten und der Wartungsaufwand abgewogen werden müssen. Diese Kühlung wird hauptsächlich in High-End-Anwendungen eingesetzt.
·Optimierte Strukturintegration:
Das integrierte Design von Strömungskanal und Bodenplatte wird mit einem Rührreibschweißverfahren kombiniert. Die Schweißnahtfestigkeit erreicht 95 % des Grundmaterials, die seismische Leistung entspricht den IEC-Normen und das Gehäusegewicht wird um 18 % reduziert.
b. Klimaerosionsschutzsystem: Materialrevolution und innovative Dichtungstechnologie
·Materialauswahl:
Das Gehäuse aus Aluminiumlegierung erreicht durch Eloxieren Korrosionsschutz der Stufe C5 und hält im Salzsprühtest 3000 Stunden lang ohne Korrosion stand. Der Kohlefaserverbundwerkstoff reduziert das Gewicht um 35 %, und die Winddruckbeständigkeit erreicht 2,5 kPa.
·Dichtungstechnologie:
Die dynamische Dichtungsstruktur aus EPDM-Gummi, Polyurethanschaum und Silikondichtmittel bietet dreifachen Schutz. Durch das Laserschweißverfahren wird eine Luftdichtheit von 10⁻⁷ Pa·m³/s erreicht.
c. Klimaschutzstrategie: Aktiver Schutz und intelligente Regelung
·Anpassung an hohe und niedrige Temperaturen:
Die Verbunddämmschicht (Wärmeleitfähigkeit ≤ 0,018 W/m·K) wird mit der elektrischen Heizfolie kombiniert, um den Temperaturunterschied zwischen Innen- und Außenseite des Gehäuses über 50 °C zu halten. Die Impuls-Selbsterhitzungstechnologie reduziert den Energieverbrauch um 70 %.
Wind- und sandabweisendes Design:
Durch das Überdruck-Belüftungssystem (Staubabscheideleistung ≥95 %) und das bionische Mikrorillen-Oberflächendesign wird die Staubkonzentration auf ≤0,1 mg/m³ kontrolliert und der Oberflächenstaub um 60 % reduziert.
3-Zentrale Herausforderungen und Anforderungen bei der Entwicklung von ESS-Batteriegehäusen
a. Definition der Umweltverträglichkeit
Es müssen mehrdimensionale Kriterien wie mechanische Festigkeit (Schlagfestigkeit, Erdbebensicherheit), chemische Beständigkeit (Salzsprühbeständigkeit, UV-Beständigkeit) und Wärmemanagement erfüllt werden.
b. Anforderungen an die Strukturfestigkeit
Innenwände und Verstärkungsrippen optimieren die Spannungsverteilung, und die tragende Struktur gleicht den Druck aus. Aluminiumlegierungsrahmen in Kombination mit Verbundplatten sorgen für geringes Gewicht (31 % Gewichtsreduzierung) und hohe Steifigkeit.
c. Markttreibende Faktoren
Politische Ausrichtung: Der Bau großer inländischer Wind- und Solaranlagen fördert hohe Umweltstandards; obligatorische Zertifizierungen in Überseemärkten (wie z. B. Australiens AS/NZS 4777.2) beschleunigen den Technologie-Upgrade.
Wirtschaftliche Anforderungen: Flüssigkeitskühlungssysteme reduzieren die Stromgestehungskosten und bieten erhebliche Vorteile bei hohen Lade- und Entladeraten (1C).
4-Mehrdimensionales Designsystem für strukturelle Festigkeit
a. Materialinnovation und Verbundstruktur
Hochleistungsaluminiumlegierung (Zugfestigkeit ≥ 270 MPa) und Halterung aus Magnesiumlegierung reduzieren das Gewicht. Die Sandwich-Verbundstruktur (Aluminiumplatte + Aluminiumschaum-Kernschicht) gewährleistet sowohl geringes Gewicht als auch Schlagfestigkeit.
b. Modulare und skalierbare Architektur
Standardisierte Schnittstellen ermöglichen eine schnelle Erweiterung von Batterieclustern. Flexible Fertigungsverfahren (Rührreibschweißen/Laserschweißen) verbessern die Kompatibilität der Produktionslinien und passen sich den Anforderungen der gemischten Installation von Batteriezellen unterschiedlicher Größe an.
Das umweltgerechte Design des ESS-Batteriegehäuses ist das Ergebnis einer engen Verknüpfung von Technologieiteration und Szenarioanforderungen. Durch mehrdimensionale Strukturoptimierung und Innovationen im Bereich Klimaschutztechnologie muss die Zuverlässigkeit deutlich gesteigert werden. Zukünftige technologische Entwicklungen konzentrieren sich auf intelligente dynamische Temperaturregelung (z. B. KI-gesteuerte Wärmemanagementstrategien), kohlenstoffarme Materialprozesse (Einsatz biobasierter Verbundwerkstoffe) und eine globale Standardisierungszertifizierung (für multiregionale Klimabedingungen), um extremen Umgebungen und vielfältigen Marktherausforderungen gerecht zu werden. Durch die Stärkung der strukturellen Festigkeit, Leichtbauweise und Optimierung der gesamten Lebenszykluskosten können Energiespeichersysteme die großflächige Anwendung neuer Energien wirksam unterstützen und äußerst anpassungsfähige Infrastrukturgarantien für die kohlenstoffarme Umstellung des globalen Energiesystems bieten.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Der Anwendungsprozess der Hauptmaterialien der ESS-Batterie Gehäuse ist im Wesentlichen ein Abwägungsprozess zwischen Leichtgewichtsanforderungen, Wärmemanagementeffizienz und Vollzykluskosten. Von Stahl über Aluminiumlegierungen bis hin zu Verbundwerkstoffen wird jede Iteration von Prozessinnovationen (wie Schweißtechnologie, modularem Design) und Funktionsintegration (Flüssigkeitskühlung + Brandschutz + Abdichtung) begleitet.
1-Leichte Logik
a. Materialauswahl und Substitutionslogik
· Anfangsstadium (vor 2020): Stahl und verzinkter Stahl dominieren
Materialeigenschaften: Stahl (Dichte 7,8 g/cm³) hat sich aufgrund seiner geringen Kosten und ausgereiften Technologie durchgesetzt, ist jedoch schwer und korrodiert leicht. Bei verzinkten Stahlplatten (Sand- und Staubverschleißklasse 4) besteht auch nach längerem Gebrauch noch Rostgefahr und es entstehen hohe Wartungskosten.
Anwendungsbeschränkungen: Das Batterie Gehäuse beträgt mehr als 40 %, die Energiedichte des Systems ist gering, kundenspezifisches Schweißen führt zu einem langen Installationszyklus und es ist schwierig, den Bedarf an verteilter Energiespeicherung zu decken.
Durchbruchszeitraum (2020-2024): Vielfältige Anwendungen von Aluminiumlegierungen und Edelstahl
Popularisierung der Aluminiumlegierung: Die Dichte (2,7 g/cm³) ist 65 % niedriger als die von Stahl und der Wärmeleitfähigkeitskoeffizient beträgt 237 W/mK, was für die Flüssigkeitskühlungstechnologie geeignet ist. Das integrierte Design integriert den Flüssigkeitskühlkanal und die Grundplatte durch Rührreibschweißen, wodurch die Anzahl der Anschlüsse reduziert und die Abdichtung verbessert wird. Die typische Doppelschicht-Strukturlösung (äußere verzinkte Stahlplatte zum Schutz vor Wind und Sand + innere Schicht aus einer Aluminium-Magnesium-Legierung zur Temperaturkontrolle) erreicht eine Steigerung der Systemleistung um 12 %.
Edelstahloptimierung: Edelstahl 316L ist über 2.000 Stunden beständig gegen Chloridionenkorrosion und stellt in Kombination mit einer Silikonversiegelung eine Lösung für Szenarien mit hoher Luftfeuchtigkeit dar.
Reifestadium (2024 bis heute): Verbundwerkstoffe und Funktionsintegration
SMC-Verbundwerkstoff: Glasfaserverstärkung (Dichte 1,67 g/cm³) wiegt nur 21 % von Stahl und das Formpressen ermöglicht eine speziell geformte Strukturgestaltung; Die „Sandwich“-Verbundstruktur (SMC+Aerogel) weist eine Feuerwiderstandsgrenze von 2 Stunden bei gleichzeitiger Gewichtsreduzierung von 30 % auf.
Erkundung von Kohlefasern: Zugfestigkeit 300–1200 MPa, Dichte 1,5–2,0 g/cm³, Kostenbegrenzung (5-8-mal so hoch wie bei Stahl), wird hauptsächlich zur lokalen Verstärkung in High-End-Szenarien verwendet.
Der Kern der Materialleichtbauweise liegt in der Optimierung des Dichte-Festigkeits-Verhältnisses. Den Vergleich der Materialleistung finden Sie in der folgenden Tabelle. Durch den Ersatz hochdichter Materialien (wie Stahl) durch Aluminiumlegierungen oder Verbundwerkstoffe kann das Gewicht deutlich reduziert werden, während gleichzeitig die Festigkeit gewährleistet bleibt (z. B. durch Ausgleich des Festigkeitsverlusts durch Topologieoptimierung), wodurch die Energiedichte und die Transporteffizienz verbessert werden.
b.Strukturoptimierungstechnologie
Durch die Strukturoptimierung wird die mechanische Struktur der Batterie Gehäuse mithilfe innovativer Designmethoden neu aufgebaut, wobei Materialien und Prozesse rationalisiert werden und gleichzeitig die Tragfähigkeit erhalten bleibt. Bei der Aluminiumlegierungsschweißtechnologie wird eine fortschrittliche Schweißtechnologie verwendet, um eine deutliche Verringerung der Wandstärke zu erreichen. In Kombination mit dem integrierten Design von Strömungskanal und Rahmen werden redundante Verbindungsknoten reduziert und das Risiko eines Dichtungsversagens verringert. Bei der Stanz- und Löttechnologie wird ein Formgebungsprozess verwendet, um eine integrierte, gekrümmte Dünnwandstruktur zu erzeugen, wodurch der Einsatz herkömmlicher Befestigungselemente erheblich reduziert wird. Zudem wird eine Oberflächenbehandlungstechnologie integriert, um die Korrosionsbeständigkeit zu verbessern und so die Betriebs- und Wartungskosten während der gesamten Lebensdauer effektiv zu senken. Die beiden Technologien verbessern synergetisch die Produktionseffizienz und die strukturelle Zuverlässigkeit durch die Reduzierung von Verarbeitungsschritten und Materialredundanz, senken die Kosten für die Energiespeicherung pro Einheit erheblich und gewährleisten gleichzeitig die langfristige Betriebsstabilität der Geräte unter komplexen Arbeitsbedingungen.
c. Innovation im Fertigungsprozess
Strukturelle Designoptimierung und Effizienzsteigerung:
Integriert: Der Flüssigkeitskühlkanal ist in die Bodenplatte des Gehäuses integriert, wodurch 30 % der Anschlüsse eingespart und sowohl die Abdichtung als auch die Wärmeableitungseffizienz verbessert werden.
Modulares Design: Standardisierte Schnittstellen sind mit mehreren Materialien kompatibel, erhöhen die Installationseffizienz um 50 % und passen sich an eine schnelle Bereitstellung in mehreren Szenarien an.
Fortschrittliche Technologie senkt die Kosten und verbessert die Effizienz:
Hochpräzise Automatisierung: Laserschneiden + Roboterschweißen, Materialausnutzungsrate um 15 % erhöht und Produktionszyklus um 40 % verkürzt.
Digitale Simulation: CAE optimiert Prozessparameter, reduziert Formversuche um 50 % und erreicht eine Ausbeute von über 98 %.
2-Kernelemente der Kostenkontrolle über den gesamten Zyklus
a. Kostenstrukturmodell
Die Lebenszykluskosten des Vertriebs (LCOS) umfassen:
· Anfängliche Investitionskosten (C_mv): Kauf der Ausrüstung (über 50 %) und Bau.
Betriebskosten (C_ps): Ladestromgebühr, manuelle Verwaltung, Energieverlust (z. B. steigen die Ladekosten um 33 %, wenn der Umwandlungswirkungsgrad 75 % beträgt).
Betriebs- und Wartungskosten (C_om): Gerätewartung, Störungsbehebung, Ersatzteilaustausch (machen 20–30 % der Lebenszykluskosten aus)
Formelausdruck: CEss = α⋅EBESS + β⋅PBESS + Cps + ComCEss = α⋅EBESS + β⋅PBESS + Cps + Com
Unter anderem wirkt sich die Gewichtsreduzierung direkt auf die Anfangsinvestition aus, indem sie E (Energiebedarf) und P (Leistungsbedarf) reduziert.
Abbildung 1. Lebenszykluskosten eines Energiespeicherkraftwerks
b. Der Einfluss von Leichtgewicht auf die Kosten
3-Schlüsselstrategien zum Ausgleich von Leichtbau und Leistung
a. Gleichgewicht zwischen Kraft und Gewicht
Lokale Verstärkung: Verwenden Sie Stahl, um Spannungskonzentrationsbereiche (wie z. B. Schraubverbindungen) zu verstärken, und verwenden Sie in anderen Bereichen leichte Materialien.
Bionisches Strukturdesign: wie etwa blattaderförmige Flüssigkeitskühlrohre, die das Gewicht reduzieren und gleichzeitig die Wärmeableitungseffizienz verbessern.
b. Optimierte Wärmeableitungsleistung
Anpassung der Wärmeleitfähigkeit des Materials: Aluminiumlegierung (237 W/mK) ist besser als Stahl (50 W/mK) und daher für Flüssigkeitskühlsysteme geeignet.
Integration des Wärmemanagements: Integrieren Sie die Kühlplatte in das Gehäuse, um das Gewicht zusätzlicher Wärmeableitungskomponenten zu reduzieren.
c. Schutzleistungsgarantie
Mehrschichtige Versiegelung: Doppelter Schutz durch Kolloidversiegelung + mechanische Kompression, entspricht dem IP67-Standard.
Brandschutzkonstruktion: Die „Sandwich“-Kabinenstruktur (hochtemperaturbeständige Schicht + feuerfeste Schicht) erreicht eine Feuerwiderstandsgrenze von 2 Stunden.
Die zugrunde liegende Logik der Gewichtsreduzierung und Kostenkontrolle von ESS-Batterie Gehäuse besteht darin, den Ressourcenverbrauch über den gesamten Zyklus zu reduzieren und gleichzeitig die Leistung durch die dreidimensionale Koordination von Materialsubstitution, Strukturoptimierung und Prozessinnovation sicherzustellen. Im Kern geht es dabei um ein umfassendes Spiel aus der Verbesserung der Energiedichte, der Optimierung der Betriebs- und Wartungseffizienz sowie dem Recycling von Materialien. Dabei gilt es, das beste Gleichgewicht zwischen technischer Machbarkeit und wirtschaftlicher Effizienz zu finden.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die Sicherheitsentwicklung in der Energiespeicherbranche ist ein systematischer Wandel, der durch die Synergie von Technologie-Iterationen und Sicherheitsstandards vorangetrieben wird. Von der Neugestaltung der Wärmeableitungswege über den koordinierten Schutz von Materialien und Strukturen bis hin zum integrierten Wärmemanagement spiegelt dieser Prozess die grundlegende Branchenlogik für den Schutz vor thermischem Durchgehen wider – von passiver Abwehr bis hin zu aktiver Unterdrückung und von einer eindimensionalen bis hin zu einer mehrstufigen Kopplungsverbesserung.
1-Das „unmögliche Dreieck“ der Energiespeichertechnologie und Strategien zur Lösung zentraler Widersprüche
a. Die Widersprüche des „unmöglichen Dreiecks“ der Energiespeichertechnologie manifestieren sich hauptsächlich in der gegenseitigen Kontrolle und Balance mehrerer Dimensionen:
Die Entwicklung der Energiespeichertechnologie steht vor einem komplexen Gleichgewicht zwischen Energiedichte, Sicherheit und Kosten. Hochaktive Materialien können zwar die Energiedichte verbessern, erhöhen aber auch das Risiko eines thermischen Durchgehens erheblich. Sicherheitskonzepte auf Systemebene (z. B. Temperaturregelung durch Flüssigkeitskühlung) können zwar Risiken reduzieren, gehen aber oft mit einem Verlust der Energiedichte einher. Die Einführung aktiver Schutzsysteme und intrinsischer Sicherheitstechnologien kann die Sicherheit verbessern, erhöht aber die Kosten für Nicht-Batteriekomponenten erheblich. Diese Widersprüche verdeutlichen die vielfältigen Einschränkungen, die bei der Entwicklung der Energiespeichertechnologie gelöst werden müssen.
b. Strategien zur Lösung zentraler Widersprüche:
Materialinnovation: Der Einsatz neuer Elektrolytmaterialien verzögert die Ausbreitungszeit des thermischen Durchgehens deutlich und berücksichtigt gleichzeitig die hohe Energiedichte. Natrium-Ionen-Batterien behalten eine angemessene Energiedichte bei und senken gleichzeitig die Kosten durch die Optimierung der Materialien für die negative Elektrode. Die Einführung von Nanokompositmaterialien erhöht die theoretische Kapazität deutlich.
Systemoptimierung: Fortschrittliche Flüssigkeitskühlungstechnologie verbessert die Wärmeableitungseffizienz durch präzise Temperaturregelung deutlich und senkt gleichzeitig Betriebs- und Wartungskosten. Dynamisch rekonfigurierbare Batterienetzwerke erhöhen die Systemverfügbarkeit durch schnelle Topologieanpassung.
Intelligente Steuerung: Das Frühwarnsystem auf Basis künstlicher Intelligenz hat die Genauigkeit der Risikovorhersage durch mehrdimensionale Datenfusion deutlich verbessert. Der Fortschritt in der Energieumwandlungstechnologie hat die Systemeffizienz deutlich gesteigert. Innovationen in Politik und Geschäftsmodellen haben die Implementierung von Technologien beschleunigt. Beispielsweise hat das Modell der gemeinsamen Energiespeicherung den Druck von Einzelinvestitionen verringert, und die Kaskadennutzung hat die Kosten über den gesamten Lebenszyklus weiter optimiert.
2-Evolutionsregeln
a. Fusion von Innovationen auf technischen Pfaden
Intelligente Frühwarnung durch Daten aus verschiedenen Quellen: Die neue Generation von Überwachungssystemen integriert mehrdimensionale Sensordaten wie Gas-, Druck- und Akustiksignale und kombiniert dynamische Fehlermodelle mit historischen Datenanalysen, um die Fehlalarmrate deutlich zu reduzieren und die Warnzeit zu verkürzen.
Thermomanagement und Brandschutzkonzept: Flüssigkeitskühlungstechnologie kombiniert mit einem dynamischen Temperaturanpassungsalgorithmus für eine präzise Temperaturregelung, Brandschutzsystem und Batteriemanagement sind eng miteinander verbunden und bilden eine mehrstufige Vernetzungsstrategie, die die Ausbreitung eines thermischen Durchgehens effektiv verhindert.
Koordinierte Optimierung von Materialien und Strukturen: Hochtemperaturbeständige Isolierbeschichtungen ersetzen herkömmliche feuerfeste Materialien und verlängern die Wärmeausbreitungszeit deutlich. Antikollisionsverstärkungen und gerichtete Druckentlastungskanäle verbessern die Widerstandsfähigkeit gegen mechanische Einwirkungen.
b. Schrittweise Verbesserung der Schutzstufen
Progressiver Schutz von der Batteriezelle bis zum System: Frühzeitige Risikoüberwachung durch eingebettete Sensoren auf Batteriezellenebene; Verbunddetektoren und Phasenwechselmaterialien auf Modulebene verhindern lokale Wärmestaus. Eine kollaborative Überwachungsplattform auf Systemebene gewährleistet umfassenden Lebenszyklusschutz.
Von passiver Reaktion zur aktiven Verteidigung: Der neue Standard fördert die Entwicklung aktiver Verteidigungstechnologien. Beispielsweise unterbricht das intelligente Batteriemanagementsystem den Gefahrenpfad zu Beginn des Ladevorgangs durch dynamische Impedanzanalyse, und die aktive Antikondensationstechnologie eliminiert Umweltgefahren.
Mehrdimensionaler kollaborativer Schutz: Das thermisch-elektrisch-mechanische Design erhöht die Gesamtsicherheit des Systems. Die kollaborative Überwachung von Brandschutz, Betrieb und Wartung deckt die gesamte Produktion und den Transport ab, um das Risiko von Fehlalarmen zu reduzieren.
3-Evolutionsprozess
a. Weiterentwicklung der Wärmeableitungstechnologie
Flüssigkeitskühlungstechnologie hat sich etabliert: Flüssigkeitskühlungssysteme reduzieren die Temperaturunterschiede von Batterieclustern durch effiziente Temperaturgleichmäßigkeit deutlich, verlängern die Lebensdauer und verbessern die Sicherheit. Die Immersionsflüssigkeitskühlungstechnologie durchbricht die Wärmeableitungsgrenze weiter und unterstützt schnelle Lade- und Entladevorgänge.
Strukturoptimierung verbessert die Wärmeableitungseffizienz: Das mehrkanalige Paralleldesign sorgt für einen gleichmäßigen Kühlmittelfluss, und die Integration von Wärmedämmung und Kühlfunktionen blockiert den Wärmeausbreitungspfad.
b. Material- und Strukturinnovation
Hochsicheres Materialsystem: Hochtemperaturbeständige Membranen und Keramikbeschichtungen verzögern die Kettenreaktion des thermischen Durchgehens deutlich. Leichte Verbundwerkstoffe verbessern die strukturelle Festigkeit und die Schutzleistung bei gleichzeitiger Gewichtsreduzierung.
Innovation bei Batteriezellen und -modulen: Das neue Batteriezellendesign reduziert die Zirkulation und verlängert die Lebensdauer durch Optimierung der inneren Struktur. Die Modulintegrationstechnologie verbessert die Raumausnutzung und die Wärmeableitungseffizienz.
c. Integration des Wärmemanagements
Integriertes Design auf Systemebene: Die integrierte Lösung integriert Batteriemanagement, Brandschutz und Wärmemanagement umfassend, unterstützt flexiblen Einsatz und passt sich an extreme Umgebungen an.
Intelligente und kollaborative Steuerung: Künstliche Intelligenzmodelle prognostizieren den Batteriestatus in Echtzeit und optimieren die Energieverteilung. Brandschutzsysteme und Wärmemanagement sind für eine schnelle Reaktion miteinander verknüpft.
Umfassendes Lebenszyklusmanagement: Closed-Loop-Management vom Entwurf bis zur Außerbetriebnahme, kombiniert mit digitaler Überwachung und cloudbasierter Zustandsbewertung, verbessert die Systemzuverlässigkeit deutlich.
Sicherheitsinnovationen in der Energiespeichertechnologie sind nicht nur das Ergebnis technologischer Iteration, sondern auch der Neugestaltung der zugrundeliegenden Logik des Energiesystems. Durch die tiefgreifende Integration von Materialien, Strukturen und Intelligenz durchbricht die Branche die vielfältigen Hürden von Energiedichte, Sicherheit und Kosten und baut ein dreidimensionales Schutznetzwerk von Mikrozellen bis hin zu Makrosystemen auf. Die Synergie von Flüssigkeitskühlungstechnologie und dynamischer Frühwarnung, die Komplementarität hochtemperaturbeständiger Materialien und Leichtbauweise sowie die Kreislauflogik des vollständigen Lebenszyklusmanagements prägen gemeinsam die Zukunftsvision hochsicherer und hocheffizienter Energiespeichersysteme. Mit den Durchbrüchen bei Spitzentechnologien wie Quantenmaterialien und Festkörperbatterien beschleunigt die Energiespeicherbranche den Weg in eine neue Ära der Eigensicherheit und der großflächigen Anwendung und trägt so nachhaltig zur kohlenstoffarmen und intelligenten Transformation des globalen Energiesystems bei.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Da sich Energiespeichersysteme in Richtung größerer Kapazität und höherer Energiedichte entwickeln, sind die Größenanpassung und das Kompatibilitätsdesign vonESS-Batteriegehäuse zu zentralen Fragen bei der Verbesserung der Systemeffizienz und -zuverlässigkeit geworden. Dieser Artikel kombiniert die neuesten technischen Designfälle, patentierte Technologien und Branchentrends, um eine Analyse aus drei Dimensionen durchzuführen: Raumnutzung, modulare Kompatibilität sowie Anordnung und Stützdesign der Batteriezellen.
1- Optimieren Sie die Raumnutzung
Die Verbesserung der räumlichen Nutzung integrierter Energiespeichersysteme ist im Wesentlichen ein wechselseitiger Antrieb aus Technologieiteration und Szenarioanforderungen. Durch die gemeinsame Innovation von Technologien wie Batteriezellen mit großer Kapazität, modularer Architektur und Flüssigkeitskühlungsintegration bewegt sich die Branche vom „umfangreichen Stapeln“ zur „extremen räumlichen Wiederverwendung“.
a. Anwendung von Batteriezellen mit großer Kapazität: Sprung in Energiedichte und Effizienz
Zusammenfassung der Ideen: Der Kern der Anwendung von Batteriezellen mit großer Kapazität besteht darin, die internen Strukturebenen des Batteriepacks zu reduzieren und die Raumausnutzung von den Batteriezellen zum Batteriepack direkt zu verbessern. Herkömmliche Batteriepacks verwenden einen dreistufigen Integrationsmodus „Batteriezelle → Modul → Batteriepack“, und die Modulstruktur (Querträger, Längsträger, Schrauben usw.) führt zu einer geringen Platzausnutzung. Bei Batteriezellen mit großer Kapazität kann die Modulebene übersprungen werden, indem das Volumen der einzelnen Zelle verlängert oder vergrößert wird. Mithilfe der CTP-Technologie (Cell to Pack) können die Batteriezellen direkt in das Batteriepaket integriert werden.
Technischer Kern: Verwenden Sie ultragroße Batteriezellen mit über 600 Ah, um die Anzahl der Batteriezellen und Verbindungspunkte zu reduzieren und die Kapazität einzelner Zellen zu erhöhen.
b. Räumliche Wiederverwendung und Kostenoptimierung: Vom „Komponentenstapeln“ zur „mehrdimensionalen Wiederverwendung“
Zusammenfassung der Ideen: Räumliche Wiederverwendung und Kostenoptimierung sind zwei Seiten derselben Medaille. Ihre zugrunde liegende Logik besteht darin, die physikalischen und Kostengrenzen herkömmlicher Energiespeichersysteme durch strukturelle Vereinfachung, Funktionsintegration, Materialiteration und standardisiertes Design zu überwinden.
Der Kern der räumlichen Wiederverwendung besteht darin, die Zwischenverbindungen durch extreme Vereinfachung der Strukturebene zu reduzieren. Ein Beispiel: das Zwei-in-Eins-Design der Hochspannungsbox: Die patentierte Technologie von Jiangsu Trina Energy Storage kombiniert zwei Hochspannungsboxen zu einer, teilt sich das gesamte Plus-/Minus-Relais und die elektrische Verbindung, reduziert den horizontalen Platzbedarf um 30 % und senkt die Kosten für elektrische Komponenten um 15 %.
Domänenübergreifende Wiederverwendung von Funktionsmodulen, Integration von Strukturteilen und Wärmeableitungskanälen, wie z. B. die Integration der Flüssigkeitskühlplatte in die Bodenplatte des Gehäuses und die gemeinsame Nutzung des Raums zwischen Flüssigkeitskühlrohr und Strukturträger, wodurch 15 % der unabhängigen Wärmeableitungskomponenten eingespart werden; der Batteriekörper als Strukturteil: Die Blade-Batterie von BYD bietet Stützkraft durch die langen und dünnen Seitenwände der Batteriezelle, wodurch der Modulrahmen entfällt und die Raumausnutzungsrate auf 60–80 % erhöht wird.
Eine tiefgreifende Optimierung der elektrischen Topologie, beispielsweise eine Hochspannungskaskadentopologie, reduziert die Anzahl paralleler Schaltungen durch Erhöhung der Kapazität und des Spannungsniveaus einzelner Zellen (wie z. B. der intelligente String-Energiespeicher von Huawei), reduziert den physischen Platzbedarf des Batteriestapels um 20 % und verkürzt die Systemreaktionszeit um 50 %. Gemeinsam genutztes Relaisdesign: Die Zwei-in-Eins-Hochspannungsbox von Jiangsu Trina Energy Storage ermöglicht es zwei Leitungen, dasselbe Relais gemeinsam zu nutzen, wodurch die Anzahl der Relais und die Kabellänge um 50 % reduziert und die Installationseffizienz um 30 % verbessert wird.
2-Batteriezellenanordnung und Trägerdesign: Gleichgewicht zwischen Tragfähigkeit, Wärmeableitung und Vibrationsfestigkeit
Das Wesentliche bei der Zellanordnung ist ein Spiel zwischen Raumausnutzung, Wärmeverteilung und mechanischer Stabilität. Die physikalische Form und Anordnungsrichtung der Zelle wirken sich direkt auf die Raumausfüllungseffizienz aus:
a. Optimieren Sie die Anordnung der Batteriezellen
Umgekehrtes Batteriezellendesign: Das explosionssichere Ventil der Batteriezelle ist nach unten gerichtet, sodass der thermische Durchgehenauslass und der untere ballsichere Raum gemeinsam genutzt werden, wodurch Platz in der Höhe der Batteriezelle frei wird und eine Volumenausnutzungsrate erreicht wird.
Liegendes Zelllayout: optimiert die Raumausnutzung in Höhenrichtung des Batteriepacks, erhöht den Anteil aktiver Materialien und erreicht eine deutlich höhere Volumenausnutzung als stehende Zellen.
Ultralange und dünne Batteriezellen: Durch das verlängerte und dünnere Batteriezellendesign wird die Anzahl der Batteriezellen pro Volumeneinheit reduziert und so die Gruppierungseffizienz verbessert.
b. Koppeldesign von Wärmeableitung und Tragfähigkeit: Ziel ist es, durch gemeinsame Innovation von Struktur, Materialien und Prozessen eine doppelte Optimierung der effizienten Wärmeableitung und der strukturellen Festigkeit zu erreichen.
Struktureller Entwurfspfad:
Integrierte Struktur, wie etwa konformes Design der Flüssigkeitskühlplatte und des Stützbalkens: Einbettung des Flüssigkeitskühlkanals in den Stützbalken aus Aluminiumlegierung, wodurch unabhängige Komponenten reduziert und die Raumausnutzung verbessert wird;
Schicht- und Fächeranordnung, bei der Batteriepack, Flüssigkeitskühlsystem und BMS in Schichten gestapelt werden, um die gegenseitige Beeinflussung zwischen Wärmefluss und mechanischer Belastung zu verringern;
Bionische mechanische Optimierung, wie etwa eine Waben-/Wellenstruktur, die Gestaltung einer Waben- oder Wellenkernschicht im Stützrahmen aus Aluminiumlegierung (wie etwa die patentierte Lösung von Mufeng.com), die Vibrationsenergie durch Verformung absorbiert und gleichzeitig den Wärmeableitungspfad optimiert.
Materialinnovationspfad:
Wärmeleitfähigkeit und lasttragende Integration, wie beispielsweise Aluminiumlegierungs-Verbundfaserwerkstoffe (Wärmeleitfähigkeit ≥ 200 W/m·K, Festigkeit +30 %); intelligente Materialien, Phasenwechsel-Füllschicht (PCM) absorbiert Wärme und gibt sie langsam ab, mit einem Temperaturunterschied von ±1,5 °C; Leichte Dämpfung: Elastische Silikon-Polsterschicht absorbiert Vibrationen (Dämpfung +40 %).
Prozessimplementierungspfad:
Präzisionsumformungsverfahren wie das Extrusionsformen: werden zur Herstellung flüssigkeitsgekühlter Träger aus Aluminiumlegierungen mit komplexen Strömungskanälen verwendet;
Oberflächenbehandlungstechnologie, wie z. B. die Erzeugung einer keramischen Oxidschicht auf der Oberfläche einer Aluminiumlegierung, um die Korrosionsbeständigkeit (Salzsprühtest ≥ 1000 h) zu verbessern und die Wärmeableitungseffizienz zu steigern (Oberflächenemissionsgrad um 20 % erhöht);
Intelligenter Montageprozess und dynamische Vorspannungseinstellung, wie z. B. die Integration von Drucksensoren und elektrischen Aktuatoren zur Einstellung der Bolzenvorspannung (5–20 kN) in Echtzeit, um Überdruckschäden an den Batteriezellen zu vermeiden.
c. Abgestimmte Auslegung der Tragfähigkeit und Schwingungsfestigkeit der Trägerstruktur: Das Trägersystem muss die doppelte Anforderung der statischen Tragfähigkeit (Batteriezellengewicht + Stapeldruck) und der dynamischen Schwingungsfestigkeit (Transport/Erdbebeneinwirkung) erfüllen.
3- Modularität und Kompatibilität: standardisierte Schnittstellen und skalierbare Architektur
Der Kern der Verwendung einer standardisierten Schnittstelle zur Anpassung an Batteriezellen unterschiedlicher Größe besteht darin, durch gemeinsame Innovationen im mechanischen, elektrischen und thermischen Management eine flexible Erweiterung der Batteriezellenspezifikationen auf einer einheitlichen Plattform zu erreichen. Die aktuelle Technologie hat sich von der statischen Kompatibilität zur dynamischen Anpassung verlagert und wird sich in Zukunft in Richtung Intelligenz, Leichtbauweise und szenarienübergreifender Integration entwickeln.
a. Gemeinsame Innovation der mechanischen Struktur:
Standardisierung mechanischer Schnittstellen: Festlegung einheitlicher Abmessungen von Anschlussgeräten.
Modulares Batteriepack-/Schrankdesign: Skalierbare Module und Batterieschränke werden durch standardisierte Batterieeinheiten (wie 280-Ah- und 314-Ah-Zellen) gebaut, um flexible Kombinationen mit unterschiedlichen Kapazitätsanforderungen zu unterstützen.
Abbildung 1 – 280 Ah ESS-Batteriegehäuse
b. Dynamische Anpassung des elektrischen Systems
Standardisierte Kommunikationsprotokolle und Schnittstellen, wie z. B. BMS-Kompatibilität: Formulieren Sie ein einheitliches BMS-Kommunikationsprotokoll (Batteriemanagementsystem), um eine nahtlose Verbindung mit PCS und Batteriezellen verschiedener Hersteller zu unterstützen. dynamische Leistungsregelung durch virtuelle Trägheitssteuerung und Optimierungsalgorithmus für mehrere Zeitskalen, um eine Echtzeitanpassung der Wirk-/Blindleistung zu erreichen; und adaptives Design zur Anpassung elektrischer Parameter.
c. Intelligente Anpassung des Thermomanagementsystems
Hierarchische Wärmemanagementlösungen, wie etwa die Verwendung von flammhemmendem, hochelastischem Schaumstoff, wärmeleitendem Klebstoff und anderen Materialien auf Zellebene, um die Anforderungen an Isolierung und Wärmeableitung auszugleichen und die Wärmediffusion zu hemmen; das integrierte Design der auf Modulebene integrierten Flüssigkeitskühlplatte und der Wärmedämmschicht zur Verbesserung der Zykluslebensdauer; Auf Systemebene wird die Kühlleistung durch Kompressoren mit variabler Frequenz und mehrere Kühlzweige dynamisch angepasst.
Intelligente Überwachung und Vorhersage, Multisensorfusion. Um eine hochpräzise Temperaturerfassung zu erreichen, werden Temperatursensoren an wichtigen Stellen wie den Batteriezellenpolen und großen Oberflächen angebracht. Die Digital-Twin-Technologie optimiert Wärmeableitungsstrategien in Echtzeit durch Cloud-Überwachung und vorausschauende Wartung.
4- Fazit
Die Optimierung des Platzes in ESS-Batteriegehäuse hat sich von einer einzelnen strukturellen Verbesserung zu einer mehrdimensionalen, kollaborativen Innovation verlagert:
Die Verschmelzung von Material, Struktur und Algorithmus, wie beispielsweise die Kombination aus Kohlefaserbox + CTP-Technologie + KI-Layout-Algorithmus, wird zum Mainstream werden.
Modularisierung und Standardisierung nehmen Fahrt auf, und ein standardisiertes Design mit Pack als kleinster Funktionseinheit wird die Branche dazu bewegen, Kosten zu senken und die Effizienz zu steigern.
Wärmemanagement und Raumnutzung sind tief integriert, und Technologien zur Immersionsflüssigkeitskühlung und dynamischen Temperaturregelung schöpfen das Potenzial des Weltraums noch weiter aus.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Mit dem explosionsartigen Wachstum der KI-Rechenleistung und der kontinuierlichen Erhöhung der Leistungsdichte von Rechenzentren kann herkömmliche Luftkühlung den Wärmeableitungsbedarf nicht mehr decken. Flüssigkeitskühlung ist mit ihren Vorteilen effizienter Wärmeableitung, Energieeinsparung und Verbrauchsreduzierung unverzichtbar geworden. In der Flüssigkeitskühlung ist der Wettbewerb zwischen Kühlplatten und Immersion besonders hart. Dieser Artikel analysiert die Vor- und Nachteile der beiden Technologien hinsichtlich technischer Merkmale, Anwendungsszenarien, Wirtschaftlichkeit und Zukunftstrends und untersucht ihre zukünftigen dominierenden Richtungen.
1-Vergleich der technischen Eigenschaften: Kühlplatten bieten hohe Kompatibilität, Tauchkühlungen höhere Wärmeableitungseffizienz
a. Kühlplatten-Flüssigkeitskühlung: Ein „Reformer“ mit reibungslosem Übergang.
Hohe Kompatibilität: Die Serverstruktur muss nicht wesentlich verändert werden. Die Lösung ist mit der Infrastruktur bestehender luftgekühlter Rechenzentren kompatibel, mit geringen Umbaukosten und kurzen Zykluszeiten.
Hohe Sicherheit: Das Kühlmittel kommt nicht direkt mit elektronischen Komponenten in Kontakt, das Risiko von Leckagen ist gering und kann durch modulare Bauweise (z. B. Schnellwechselkupplungen und redundante Leitungen) weiter reduziert werden.
Hohe Reife: Die Kühlplattentechnologie ist beispielsweise im Alibaba Cloud Qiandao Lake Data Center und in Kooperationsprojekten mit Intel weit verbreitet und deckt 90 % des aktuellen Marktes für Flüssigkeitskühlung ab.
Einschränkungen: Kühlplatten können nur einige Hochleistungskomponenten (wie CPU und GPU) abdecken, die restliche Wärme wird weiterhin durch Luftkühlung abgeführt. Der PUE-Wert liegt üblicherweise bei 1,1–1,2 und ist damit etwas höher als beim Tauchkühlungstyp.
b. Immersionsflüssigkeitskühlung: Ein „Innovator“ mit effizienter Wärmeableitung
Bei der Immersionsflüssigkeitskühlung wird der Server vollständig in isolierendes Kühlmittel getaucht, wodurch die Wärme durch direkten Kontakt vollständig abgeführt wird. Zu den wichtigsten Vorteilen zählen:
Extreme Energieeffizienz: Die Wärmeleitfähigkeit von Flüssigkeiten ist 20- bis 30-mal höher als die von Luft, der PUE-Wert kann bis auf 1,05 sinken, und die Wärmeableitungseffizienz ist mehr als dreimal so hoch.
Platzsparend: Das Kühlsystem benötigt nur ein Drittel des Volumens einer Luftkühlung, und die Leistungsdichte eines einzelnen Gehäuses kann über 50 kW erreichen. Dies eignet sich ideal für hochdichte Szenarien wie KI-Supercomputing.
Leise und umweltfreundlich: Es werden keine Lüfter benötigt, der Lärm wird um mehr als 90 % reduziert, und es entsteht keine Staubbelastung, was die Lebensdauer der Geräte verlängert.
Herausforderungen: Für die Immersion sind maßgeschneiderte Server erforderlich, die Kosten für Kühlmittel betragen bis zu 60 % (z. B. fluorierte Flüssigkeit), die Anfangsinvestition ist hoch und die Umweltverträglichkeit muss verbessert werden.
2-Differenzierung der Anwendungsszenarien: Mittel- und kurzfristige Cold-Plate-Systeme dominieren, langfristiges Potenzial für Immersions-Systeme wird freigesetzt
a. Cold-Plate-Systeme: Kostengünstige Lösung für Bestandsumbau und IDC-Neubau
Renovierung alter Rechenzentren: Cold-Plate-Systeme lassen sich schnell an die bestehende luftgekühlte Architektur anpassen, mit kurzen Umbauzyklen und kontrollierbaren Kosten. Beispielsweise reduziert die modulare Lösung, die Intel und Bih gemeinsam entwickelt haben, die Implementierungsschwierigkeiten durch standardisiertes Cold-Plate-Design.
Szenarien mit mittlerer und hoher Rechenleistung: Cold-Plate-Systeme unterstützen bereits 130–250 kW Leistung pro Gehäuse (z. B. NVIDIA B-Serie GPUs) und erfüllen damit die meisten KI-Trainingsanforderungen.
b. Immersions-Systeme: Ultimative Lösung für Supercomputing und grüne Rechenzentren
Ultrahohe Rechenleistung: Die Gehäuseleistung der nächsten Chipgeneration (z. B. der NVIDIA Rubin-Serie) wird 1000 kW überschreiten, und Immersions-Systeme werden die einzig praktikable Lösung sein.
Anforderungen an die Einsparung grüner Energie: Der PUE-Wert von Immersionskühlungen liegt bei etwa 1,05, und die Abwärmerückgewinnungseffizienz erreicht 90 % (wie beispielsweise bei der Lösung von Lenovo), was der Zielvorgabe „Dual Carbon“ entspricht.
c. Aktuelle Marktsituation
Kühlplatten dominieren den aktuellen Markt: Im Jahr 2025 machen Kühlplatten 80–90 % des Marktes für Flüssigkeitskühlung aus, während Immersionskühlungen weniger als 10 % ausmachen. Darüber hinaus wurden standardisierte Schnittstellen entwickelt (wie beispielsweise das OCP-Kühlplattendesign von Intel), und Lösungen von Herstellern wie Inspur und Sugon sind hochkompatibel. Das inländische Projekt „East Data West Computing“ fordert einen PUE-Wert von ≤ 1,25 für neue Rechenzentren, und Kühlplatten sind für den Übergang zur bevorzugten Wahl geworden.
Der Immersionstyp ist einsatzbereit: Die Phasenwechsel-Immersionslösung C8000 von Sugon Digital erreicht einen PUE von 1,04, und das Rechenzentrum „Kirin“ von Alibaba Cloud überprüft die Machbarkeit der einphasigen Immersion. Hochleistungschips wie die NVIDIA B200 GPU (1000 W+) erzwingen Immersionsanwendungen, und die Rechenleistungsdichte der Flüssigkeitskühlung steigt um 30–50 %. Die EU plant, fluorierte Flüssigkeiten im Jahr 2028 zu verbieten, und die inländische Forschung und Entwicklung von Kühlmitteln auf Kohlenwasserstoff-/Silikonölbasis (wie beispielsweise die „Kunlun“-Serie von Sinopec) beschleunigt sich.
3 – Autoritative Meinung PK
Kühlplatten-Fraktion: Kühlplatten sind der „Eisbrecher“ der Flüssigkeitskühlung und werden in den nächsten fünf Jahren noch 80 % des wachsenden Marktes für Flüssigkeitskühlungen ausmachen. Immersionskühlung muss warten, bis der Stromverbrauch des Chips den kritischen Punkt durchbricht.
Immersions-Fraktion: Phasenwechsel-Immersion ist die ultimative Form der Flüssigkeitskühlung, Kühlplatten nur eine Übergangslösung. Sobald der Stromverbrauch eines einzelnen Chips 800 W übersteigt, ist Immersion die einzige Wahl.
Neutrale Fraktion: Die Differenzierung der technischen Ansätze spiegelt die Schichtung des Rechenleistungsbedarfs wider. Kühlplatten dienen dem „östlichen Datenverkehr“, Immersion dem „westlichen Computing“. Die parallele Entwicklung wird das Hauptthema der nächsten zehn Jahre sein.
4 – Branchenchancen und -strategien
Kosten- und Umweltaspekt: Kühlplatten haben kurzfristige Vorteile, und Immersionskühlung muss die Kosten senken, um den Stillstand zu überwinden.
Kühlplatte: Optimierung von Materialien (Kupfer-Aluminium-Verbundwerkstoff), Verbesserung der Verarbeitungsgenauigkeit (Leckageschutz) und Förderung eines modularen und standardisierten Designs.
Immersion: Entwicklung kostengünstiger Kühlmittel (z. B. einphasige Immersionsflüssigkeit), kompatibler Gehäuse und Zusammenarbeit mit Chipherstellern zur Anpassung individueller Kühllösungen.
Technische Reserve: Erforschung von Zweiphasenströmungskühlplatten und intelligenten Überwachungssystemen (z. B. dynamische Durchflussregelung durch KI), um dem zukünftigen hohen Leistungsbedarf gerecht zu werden.
5-Schlussfolgerung
Kurzfristig (2025–2027): Kühlplatten dominieren die allgemeine Entwicklung, und die Immersionsdurchdringung steigt auf 15–20 %. Langfristig (2030+): Phasenwechsel-Immersionskühlplatten werden im Bereich hoher Rechenleistung zum Mainstream, Kühlplatten verdrängen den Markt für Kühlplatten mit mittlerer und niedriger Dichte.
Gewinner: Kühlmittelkosten, steigender Chip-Stromverbrauch und internationale Umweltschutzrichtlinien.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Mit der rasanten Entwicklung von Fahrzeugen mit alternativen Antrieben und der Energiespeicherindustrie sind geringes Gewicht, hohe Sicherheit und effizientes Wärmemanagement zu zentralen Anforderungen geworden. Unser Unternehmen ist intensiv in der Verarbeitung von Aluminiumlegierungen tätig. Mithilfe fortschrittlicher Materialauswahl, Umformungsverfahren und Schweißtechnik konzentrieren wir uns auf die Forschung, Entwicklung und Fertigung von Batteriewannen, Flüssigkeitskühlplatten, ESS Batterie-Gehäuse und Heizkörpern. Aluminiumlegierungen haben sich aufgrund ihrer geringen Dichte (ca. 2,7 g/cm³), hohen Festigkeit, Korrosionsbeständigkeit und hervorragenden Wärmeleitfähigkeit (ca. 150–220 W/m·K) zur idealen Wahl für geringes Gewicht und Wärmemanagement von Geräten mit alternativen Antrieben entwickelt.
1-Auswahl von Aluminiumlegierungen und wichtige Überlegungen
Verschiedene Produkte stellen deutlich unterschiedliche Leistungsanforderungen an Aluminiumlegierungen. Daher ist es wichtig, Festigkeit, Korrosionsbeständigkeit, Schweißbarkeit und Prozessanpassungsfähigkeit optimal aufeinander abzustimmen, um die richtigen Werkstoffe auszuwählen:
a. Batteriewannen
Gängige Werkstoffe: 6061-T6, 6005A-T6, 6063-T6.
Auswahlkriterien:
·Zugfestigkeit ≥ 240 MPa (z. B. 6061-T6) muss erfüllt sein, um die nationalen Standards für Extrusion, Fall- und Kugelschlagprüfungen zu erfüllen;
·Hohe Anforderungen an die Schweißbarkeit, thermische Risse müssen vermieden werden (vorzugsweise Mg/Si-verstärkte 6xxx-Serie);
·Die Korrosionsbeständigkeit wird durch Eloxieren oder Aluminiumbeschichtung verbessert.
Abbildung 1 – Batteriewannen aus Aluminiumlegierung
b. ESS Batterie-Gehäuse
Gängige Marken: 5083, 6061-T6 (besonders hohe Festigkeit und Korrosionsbeständigkeit).
Auswahlkriterien:
· Vibrations- und Stoßbelastungen standhalten; Streckgrenze ≥ 200 MPa;
· Hohe Anforderungen an die Oberflächenbehandlung zur Vermeidung elektrochemischer Korrosion.
c. Flüssigkeitskühlplatte
Gängige Marken: 3003, 6061/6063, 6082.
Auswahlkriterien:
· Hohe Wärmeleitfähigkeit und Korrosionsbeständigkeit;
· Der Flüssigkeitskühlkanal erfordert eine komplexe Formgebung. Die Serie 6xxx mit hervorragender Extrusionsleistung wird bevorzugt.
2-Unterschiede in der Prozessleistung und Verarbeitungsschwierigkeiten
Die Verarbeitung von Aluminiumlegierungen muss an ihre physikalischen Eigenschaften angepasst werden, insbesondere beim Schneiden, CNC-Bearbeiten, Schweißen und bei der Oberflächenbehandlung:
a. Schneiden und CNC-Bearbeitung
Schwierigkeiten:
· Hochpräzise Lochbearbeitung ist aufgrund der Materialduktilität anfällig für Grate oder Verformungen (z. B. Vorsprünge an den Kanten von Stufenlöchern).
· Dünnwandige Strukturen (z. B. Strömungskanäle von Flüssigkeitskühlplatten) müssen die Schnittkräfte kontrollieren, um Verzug zu vermeiden.
Lösung:
· Diamantbeschichtete Werkzeuge verwenden, um die Kantenschärfe zu verbessern und Extrusionsverformungen zu reduzieren.
· Verarbeitungsparameter optimieren (z. B. hohe Geschwindigkeit und niedriger Vorschub) und mit gängigen CNC-Geräten kombinieren, um eine stabile Verarbeitung zu gewährleisten.
b. Schweißprozess
Kernprobleme:
· Oxidschichten (Al₂O₃-Schmelzpunkt 2050 °C) behindern das Schmelzen und führen leicht zu Poren und Schlackeneinschlüssen.
· Manche Legierungen neigen stark zu Heißrissen, daher müssen die Schweißenergie und die Schweißdrahtzusammensetzung kontrolliert werden. Bevorzugte Verfahren:
·WIG-Schweißen (Wechselstrom): Geeignet für dünne Bleche. Die Oxidschicht wird durch Kathodenreinigung entfernt.
·MIG-Schweißen (Hochstrom + Helium-Mischgas): Hohe Schweißeffizienz für dicke Bleche und kontrollierbare Wärmezufuhr.
Abbildung 2 - Schweißen des Batteriewannen
c. Oberflächenbehandlung
·Druckfeste Isolierbeschichtung: Die Beschichtung auf dem Batteriewannen und der Innenseite der Packbox muss den Drucktest (≥ 3000 V DC/1 min) bestehen. Die Beschichtungsdicke beträgt 20–50 μm, um die Isolationssicherheit in Hochspannungsumgebungen zu gewährleisten.
·Isolier- und Entfeuchtungsbeschichtung: Für die ESS Batterie-Gehäuse werden hydrophobe Materialien (z. B. Fluorkohlenwasserstoffharz) verwendet, um das Risiko von Kondensation im Inneren zu verringern. Der Dyn-Wert von ≥ 34 gewährleistet die Haftung.
·Kollisionsschutzbeschichtung: Für die Außenwand des Batteriewannen wird Polyurethan-Elastomer (Härte ≥ 80 Shore A) verwendet, wodurch die Schlagfestigkeit um mehr als 30 % verbessert wird.
·Eloxieren: Konventionelle Korrosionsschutzbehandlung mit einer Schichtdickenabweichung von ≤ 3 μm, geeignet für komplexe Strukturen.
3-Überprüfung und Anpassung der Ausrüstung
Um die Standards der neuen Energiebranche (wie GB/T31467.3, UL2580) zu erfüllen, sind mehrdimensionale Überprüfungen und Prozessanpassungen erforderlich:
a. Überprüfung
· Strukturelle Festigkeit: Überprüfung der Tragfähigkeit, Extrusion und Kugelschlagfestigkeit der Wanne durch Finite-Elemente-Simulation (maximale Spannung ≤ Streckgrenze des Materials);
· Dichtungsprüfung: Das Flüssigkeitskühlsystem nutzt Heliumlecksuche (Leckrate ≤ 1 × 10⁻⁶ mbar·l/s) und einen zyklischen Drucktest (0,5–1,5 MPa/5000-mal);
· Überprüfung der Beschichtungsleistung:
Spannungsfestigkeitsprüfung der Isolierbeschichtung (5000 V DC/60 s ohne Durchschlag);
Antikollisionsbeschichtung besteht Kugelschlagprüfung (1 kg Stahlkugel aus 1 m Höhe) und Salzsprühnebelprüfung (1000 h ohne Abblättern).
b. Optimierung der Anlagenanpassung
· Allgemeine CNC-Anlagenumgestaltung: Durch hochpräzises Vorrichtungsdesign und einen dynamischen Kompensationsalgorithmus kann die Bearbeitungsverformung dünnwandiger Teile ≤0,1 mm betragen.
· Schweißparameterbibliothek: Festlegung von Standardschweißparametern (wie Stromstärke und Drahtvorschubgeschwindigkeit) für verschiedene Aluminiumlegierungen zur Verkürzung des Fehlerbehebungszyklus.
· Automatisiertes Beschichtungsspritzen: Durch den Einsatz eines mehrachsigen Roboterspritzens in Kombination mit Infrarothärtungstechnologie beträgt die Beschichtungsgleichmäßigkeitsabweichung ≤5 %.
Fazit
Die breite Anwendung von Aluminiumlegierungen in Anlagen für neue Energien ist nicht nur ein Erfolg der Materialwissenschaft, sondern auch Ausdruck von Prozessinnovation. Unser Unternehmen wird weiterhin neue Aluminiumlegierungen erforschen, die hochfest, korrosionsbeständig und leicht zu verarbeiten sind. Durch Prozessinnovationen fördern wir die Leistungssteigerung von Produkten wie Batterieträgern und Flüssigkeitskühlplatten und unterstützen so die Branche auf dem Weg in eine effiziente und leichte Zukunft.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Da die Leistungsdichte elektronischer Geräte stetig steigt, spielt die Wärmeableitung eine entscheidende Rolle für die Systemzuverlässigkeit und -lebensdauer. Als professioneller Hersteller mit 19 Jahren Erfahrung im Wärmemanagement kombinieren wir typische technische Fälle mit unserer Erfahrung in der multiphysikalischen Feldsimulation, um die fünf größten technischen Missverständnisse, die Ingenieure in Hochleistungsszenarien häufig übersehen, gründlich zu analysieren und branchenkonforme Lösungen bereitzustellen.
Missverständnis 1: Missbrauch von Materialien mit hoher Wärmeleitfähigkeit, Berechnungsabweichung des Wärmewiderstands der Schnittstelle
Typisches Problem: Übermäßiges Streben nach theoretischen Werten wärmeleitender Materialien unter Missachtung der technischen Realität des Wärmewiderstands der Schnittstelle.
Fallanalyse: Ein bestimmtes Wärmeableitungsmodul für Laserradare im Automobilbereich verwendet ein reines Kupfersubstrat (Wärmeleitfähigkeit 401 W/m·K), die Beschichtungsdicke des Wärmeleitmaterials (TIM) wird jedoch nicht genau kontrolliert (konstruktiv 0,1 mm, tatsächliche Schwankung ±0,05 mm). Der gemessene Wärmewiderstand der Schnittstelle erreicht 0,6 °C·cm²/W, wodurch die FPGA-Sperrschichttemperatur den Standard um 22 % überschreitet. Durch die Umstellung auf vorgeformte Wärmeleitpads (Toleranz ±0,02 mm, Wärmewiderstand <0,03 °C·cm²/W) und die Kombination mit einem Vakuumsinterverfahren sinkt die Sperrschichttemperatur um 17 °C, und die mittlere Betriebsdauer zwischen Ausfällen (MTBF) erhöht sich auf 100.000 Stunden.
Optimierungsplan:
Materialauswahl: Der Wärmewiderstand von TIM wird gemäß ASTM D5470 gemessen. Phasenwechselmaterialien oder metallgefüllte Elastomere werden bevorzugt.
Prozesskontrolle: Durch den Einsatz automatischer Dosiergeräte (Genauigkeit ±3 %) wird eine Dickentoleranz von <10 % gewährleistet und Luftspalte vermieden.
Missverständnis 2: Falsche Luftstromführung im Kühlsystem, lokale Hotspots außer Kontrolle
Typisches Problem: Die Anzahl der Lüfter wird blind gestapelt, wobei die Impedanzanpassung des Strömungskanals und der Grenzschichtablösungseffekt ignoriert werden.
Technisches Beispiel: Ein GPU-Cluster im Rechenzentrum verwendet vier 12038-Lüfter (Luftvolumen 200 CFM). Aufgrund einer falschen Auslegung des Luftführungswinkels (90°-Biegung) beträgt das tatsächliche effektive Luftvolumen jedoch nur 65 % des Nennwerts, und die lokale Temperaturdifferenz erreicht 40 °C. Nach der Optimierung mittels CFD-Simulation wird die Luftführung auf einen sich allmählich erweiternden Strömungskanal (Diffusionswinkel < 7°) umgestellt und eine versetzte Lamellenanordnung (der Abstandsgradient erhöht sich von 2 mm auf 3,5 mm) verwendet. Dadurch wird der Gesamtwindwiderstand um 30 % reduziert und die Hotspot-Temperaturdifferenz auf 8 °C begrenzt.
Kernstrategie:
Strömungsfelddesign: Windkanaltests werden gemäß ISO 5801 durchgeführt, um das Verhältnis von Einlass- zu Auslassfläche zu optimieren (empfohlen: 1:1,2).
Dynamische Regelung: Basierend auf der Q-H-Kurve des PWM-Lüfters wird der Systemimpedanzpunkt auf den höchsten Wirkungsgradbereich (üblicherweise 60–80 % des maximalen Luftvolumens) abgestimmt.
Missverständnis 3: Fehlerhaftes Umweltschutzdesign beschleunigt Materialalterung
Typisches Problem: Fokussierung auf die anfängliche Wärmeableitungsleistung, Vernachlässigung der Auswirkungen langfristiger Umweltbelastungen wie Feuchtigkeit, Hitze, Staub und Salznebel.
Fallanalyse: Ein Offshore-Windkraftkonverter verwendet einen Kühlkörper aus Aluminiumlegierung 6061 (Oberfläche eloxiert). Nach sechsmonatigem Betrieb in Salznebelumgebung löste sich die Oxidschicht ab, wodurch der thermische Kontaktwiderstand um 50 % anstieg und die IGBT-Ausfallrate sprunghaft anstieg. Durch die Umstellung auf Aluminiumlegierung 5052 (Salznebelbeständigkeit > 1000 h) und die Beschichtung mit Polyurethan-Dreischichtlack (Schichtdicke 50 μm, gemäß IEC 60068-2-11) sank die 3-Jahres-Feldausfallrate um 75 %.
Konstruktionsmerkmale:
Beschichtungstechnologie: Plasmagespritzte Al2O3-Keramikbeschichtung (Wärmeleitfähigkeit 30 W/m·K, Temperaturbeständigkeit > 800 °C) wird in Hochtemperaturszenarien eingesetzt.
Dichtungsstruktur: Schutzart IP69K (zweilagige Silikondichtung + Überdruckventil) zum Schutz vor Staub und Wasserdampf.
Missverständnis 4: Fehlende Modellierung der transienten Wärmelast und falsche Auswahl der Phasenwechselmaterialien
Typisches Problem: Die mittels stationärer Simulation entwickelte Wärmeableitungslösung kann Leistungsimpulse im Millisekundenbereich nicht bewältigen.
Messdaten: Ein Festkörper-Leistungsverstärker wird in einer 5G-Basisstation einer Impulslast von 2 ms bei 2000 W ausgesetzt. Der transiente Temperaturanstieg der herkömmlichen Aluminiumsubstratlösung erreicht 55 °C. Das Phasenwechselmaterial in Mikrokapselform (Paraffin-Graphen-Komposit, latente Phasenwechselwärme 220 J/g) wird in Kombination mit der transienten thermischen Simulation (ANSYS Icepak, transiente Schrittlänge 1 ms) verwendet, um den Temperaturanstieg auf 18 °C zu kontrollieren und so die Anforderungen des MIL-STD-810G-Schlagtests zu erfüllen.
Dynamische Managementtechnologie:
Phasenwechselverpackung: Die Wabenstruktur dient zur Einkapselung des Phasenwechselmaterials (Porosität > 70 %), um Flüssigkeitsaustritt zu vermeiden und die Wärmediffusionseffizienz zu verbessern.
Modellkalibrierung: Die Simulationsrandbedingungen werden basierend auf Infrarot-Wärmebildgebung (Abtastrate 100 Hz) korrigiert, und der Fehler beträgt <±1,5 °C
Missverständnis 5: Die TCO-Bewertung ist einseitig und ignoriert versteckte Betriebs- und Wartungskosten.
Typisches Problem: Es werden nur die Anschaffungskosten der Hardware verglichen, die Verluste durch Energieverbrauch, Wartung und Ausfallzeiten werden jedoch nicht quantifiziert.
Kostenvergleich: Eine Halbleiterfabrik verwendete ursprünglich luftgekühlte Schaltschränke (Anschaffungskosten 500.000 Yuan) und hatte eine jährliche Stromrechnung von 1,2 Millionen Yuan (PUE = 1,8). Nach der Umstellung auf eine zweiphasige Immersionsflüssigkeitskühlung (Anschaffungskosten 1,8 Millionen Yuan) sank die jährliche Stromrechnung auf 450.000 Yuan (PUE = 1,05). Durch die Reduzierung des Reinraumklimatisierungsbedarfs beliefen sich die jährlichen Gesamteinsparungen auf 900.000 Yuan. Die zusätzlichen Investitionen amortisierten sich innerhalb von 2,1 Jahren (IRR > 25 %).
Entscheidungsmodell:
Verfeinerte Modellierung: Einführung einer Monte-Carlo-Simulation zur Quantifizierung der Auswirkungen der Geräteausfallrate (Weibull-Verteilung) auf die TCO.
Politische Überlagerung: In Kombination mit CO2-Steuermechanismen (wie dem EU-CBAM) werden die CO2-Emissionen von Flüssigkeitskühlsystemen über ihren gesamten Lebenszyklus um 60 % reduziert und eine zusätzliche Subvention von 15 % gewährt.
Fazit: Weiterentwicklung des thermischen Designparadigmas von erfahrungsbasiert zu datenbasiert
Standardisierter Prozess: Einführung des thermischen Teststandards JESD51-14 bereits in der Konzeptionsphase, um spätere Nacharbeiten zu vermeiden (der Projektzyklus eines bestimmten optischen Moduls wird um 30 % verkürzt).
Multidisziplinäre Zusammenarbeit: Durch die Kopplung elektromagnetischer Verluste (HFSS-Extraktion) und des thermischen Dehnungsfelds mit COMSOL Multiphysics wird die Wärmeableitungseffizienz einer Radar-TR-Komponente um 40 % verbessert.
Intelligenter Betrieb und Wartung: Einsatz von Fasergitter-Temperatursensoren (Genauigkeit ±0,1 °C) und digitalen Zwillingsplattformen zur Fehlervorhersage (unerwartete Ausfallzeiten eines Supercomputing-Zentrums werden um 90 % reduziert).
Durch konsequentes Engineering und die Verifizierung vollständiger Datenverbindungen können thermische Designingenieure „unsichtbare Fehlerquellen“ gezielt vermeiden und den Grundstein für hochzuverlässige Systeme legen. Als Branchenexperten setzen wir uns für geschlossene Kreislauflösungen vom Material bis zum System ein und bewältigen gemeinsam mit unseren Kunden Herausforderungen im Wärmemanagement.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
1-Besondere Toleranzanforderungen für Schlüsselteile
Bei der Herstellung von Batteriewannen für Elektrofahrzeuge und flüssigkeitsgekühlten Energiespeichergehäusen wirkt sich die Toleranzkontrolle wichtiger Verbindungsflächen und Schnittstellen direkt auf die Abdichtung, die Wärmeableitungseffizienz und die Montagegenauigkeit aus.
a. Montagefläche der Flüssigkeitskühlplatte
Die Flüssigkeitskühlplatte ist das Herzstück des Batterie-Wärmemanagementsystems. Die Ebenheit ihrer Montagefläche wirkt sich direkt auf die Abdichtung des Kühlmittelkanals aus. Liegt die Ebenheit außerhalb der Toleranz, führt dies zu einer ungleichmäßigen Kompression der Silikondichtung, was lokale Undichtigkeiten oder einen erhöhten Wärmewiderstand zur Folge haben kann.
b. Fehlende Schweißnähte
Batteriewannen bestehen häufig aus einer Aluminiumlegierung. Fehlende Schweißnähte führen zu Spannungskonzentrationen und verringern die Lebensdauer. Insbesondere bei hohen Anforderungen an die Luftdichtheit des Batteriegehäuses (z. B. IP67) muss eine Fehlausrichtung streng kontrolliert werden.
c. Positionierungsloch für Batteriemodule
Das Positionierungsloch dient der präzisen Befestigung des Batteriemoduls. Zu große Toleranzen führen zu einer Fehlausrichtung des Moduls, was zu Verbindungsfehlern oder mechanischen Vibrationen führen kann.
d. Position der Befestigungsschraube
Die Schraube dient zur Verbindung des Batteriegehäuses mit dem Chassis. Positionsabweichungen führen zu Spannungen in der Montage und können sogar zum Bruch der Schraube führen.
e. Kantengeradheit des Batteriegehäuses
Die Kantengeradheit des Batteriegehäuses beeinflusst die Montage der oberen und unteren Abdeckungen sowie den IP-Schutzgrad, insbesondere bei lasergeschweißten Gehäusen, bei denen die Kante als Referenz für die Laserkopfführung dient.
2-Einfluss der Maßtoleranz auf die Fertigungseffizienz
Der Einfluss der Maßtoleranz auf die Fertigungseffizienz spiegelt sich hauptsächlich in der Balance zwischen Prozessablauf, Kostenkontrolle und Produktqualität wider. Eine sinnvolle Toleranzgestaltung kann nicht nur die Produktfunktion sicherstellen, sondern auch den Produktionsrhythmus optimieren. Der Einfluss einer sinnvollen Kontrolle der Maßtoleranz auf die Fertigungseffizienz spiegelt sich hauptsächlich in folgenden Aspekten wider:
a. Balance zwischen Bearbeitungsgenauigkeit und Produktionskosten
· Obwohl strenge Maßtoleranzen die Dichtungs- und Montagegenauigkeit verbessern können, sind hochpräzise Bearbeitungsanlagen und komplexe Prozesse erforderlich, was die Anlageninvestitionen und die Bearbeitungszeit erheblich erhöht.
· Übermäßiges Streben nach Genauigkeit kann zu höheren Bearbeitungskosten führen. Für wichtige Funktionsteile müssen strenge Toleranzen festgelegt und in unkritischen Bereichen entsprechend gelockert werden, um die Kosten zu senken.
b. Kontrolle der Nacharbeits- und Ausschussrate
· Eine sinnvolle Toleranzgestaltung kann Nacharbeit aufgrund von Maßabweichungen reduzieren.
· Schweißverformungen sind das Hauptproblem bei der Herstellung von Batteriewannen. Der Einsatz des CMT-Kaltschweißverfahrens kann die Wärmezufuhr optimieren, die Verformung nach dem Schweißen reduzieren und den Nacharbeitszyklus verkürzen.
c. Modulare und standardisierte Produktion
· Durch standardisierte Komponenten werden die Toleranzanforderungen auf lokal austauschbare Teile konzentriert, was den Verarbeitungsaufwand insgesamt reduziert.
· Ein standardisiertes Toleranzdesign kann zudem die Kompatibilität mehrerer Modelle unterstützen und den Bedarf an kundenspezifischer Verarbeitung reduzieren.
3-Industrienormen und praktische Anwendungen der Ebenheitskontrolle
Industrienormen stellen strenge Anforderungen an Batteriewannen für Fahrzeuge mit alternativen Antrieben:
a. Ebenheitsstandard: Die Ebenheit der Montagefläche der Flüssigkeitskühlplatte muss ≤ 0,2 mm, die Ebenheit der unteren Trägerplatte ≤ 0,5 mm/m² und der Ebenheitsfehler des Rahmens nach dem Schweißen ≤ 0,8 mm betragen.
b. Optimierung des Herstellungsprozesses: CNC-Präzisionsfräsen, CMT-Kaltschweißen und Vibrationsalterungsbehandlung (VSR) werden in Kombination mit einer Online-Erkennung mittels Laserinterferometer eingesetzt, um das Verformungsrisiko zu reduzieren.
c. Materialauswahl: Es wird die Verwendung hochfester Aluminiumlegierungen wie 6061 mit einer Streckgrenze von ≥ 1180 MPa empfohlen, wobei sowohl das geringe Gewicht als auch die strukturelle Stabilität berücksichtigt werden müssen.
4-Toleranzanpassungsstrategie durch Materialien und Prozesse
a. Materialinnovation fördert Leichtbau
Der Einsatz von leichten, hochfesten Aluminiumlegierungen (z. B. 6061) und Verbundwerkstoffen (Siliziumkarbid-verstärkte Aluminiummatrix), kombiniert mit Eloxal und Isolierbeschichtung, ermöglicht eine Gewichtsreduzierung von 30 % und eine verbesserte Korrosionsbeständigkeit. Er entspricht den Anforderungen an die Wärmeableitung von Flüssigkeitskühlsystemen.
b. Prozesskooperation verbessert die Fertigungsgenauigkeit
Einteiliges Extrusionsformen und Rührreibschweißen (FSW) reduzieren die Anzahl der Schweißnähte. CMT-Kaltschweißen und Laserschweißen kontrollieren die thermische Verformung.
c. Geschlossener Regelkreis für Simulationserkennung zur Gewährleistung der Zuverlässigkeit
CAE-Simulation optimiert die Anordnung der Verstärkungsrippen. Laserscanning und Heliumlecksuchtechnologie ermöglichen eine vollständige Prozessüberwachung. Das modulare Design ist mit einer Toleranz von ±5 mm kompatibel, was Kosten senkt und die Effizienz steigert.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
1-Schweißprozesseigenschaften von Aluminiumlegierungen für Batteriewannen/Energiespeichergehäuse
Bei der Herstellung von flüssigkeitsgekühlten Energiespeichergehäusen, Batteriewannenn und anderen Produkten sind Flüssigkeitskühlkanäle und Mehrkammerstrukturen typische komplexe Konstruktionsmerkmale (siehe Abbildung 1). Solche Strukturen weisen häufig folgende Merkmale auf:
Abbildung 1: Typischer Aufbau eines Batteriewannen
Dreidimensionale Raumverflechtung: Die Strömungskanäle sind serpentinenförmig verteilt und weisen zahlreiche Wendepunkte auf.
Mehrstufige Verbindung: Haupt- und Nebenhohlraum sind durch dünnwandige Trennwände (2–3 mm dick) miteinander verbunden.
Miniaturisierungsmerkmale: kleiner Querschnitt der Strömungskanäle (die Mindestwandstärke des Aluminiumprofil-Strömungskanals beträgt 1,2 mm) und schlechte Schweißzugänglichkeit.
2-Analyse der Schwierigkeiten bei der Kombination mehrerer Schweißtechnologien in der Batteriewannen
Bei der Herstellung von Batteriewannen ist die Kombination mehrerer Schweißtechnologien erforderlich, beispielsweise die koordinierte Anwendung von Rührreibschweißen (FSW), Kaltmetall-Übergangsschweißen (CMT), traditionellem Schmelzschweißen (WIG/MIG) und anderen Technologien. Diese Kombination zielt darauf ab, Leichtbau, Festigkeit, Dichtheit und Produktionseffizienz zu berücksichtigen, birgt jedoch auch folgende Kernprobleme:
a. Problem der koordinierten Wärmezufuhr mehrerer Prozesse
Verschiedene Schweißtechnologien (wie FSW und Laserschweißen) weisen große Unterschiede in der Wärmezufuhr auf, die leicht zu Materialveränderungen und thermischen Verformungen führen können. Diese Probleme müssen durch Optimierung der Schweißsequenz und Parameteranpassung gelöst werden.
b. Engpässe bei Gerätekompatibilität und Effizienz
Der Gerätewechsel ist komplex, und die Anforderungen an die Genauigkeit der Parametersynchronisation sind hoch. Modulares Arbeitsplatzdesign und intelligente Schweißmaschinen sind erforderlich, um die Effizienz der Zusammenarbeit zu verbessern und die Zykluszeit zu verkürzen.
c. Herausforderungen beim Ausgleich von Dichtungsstärke und Kosten
Das Risiko von Undichtigkeiten an den Schnittstellen mehrerer Schweißnähte ist hoch (sie sind für 70 % der Defekte verantwortlich), daher ist eine redundante Dichtung und eine optimierte Topologie erforderlich.
3-Technische Praxis: Koordination mehrerer Schweißprozesse für Batteriewannen, Energiespeicher-Flüssigkeitskühlung und PACK-Box
a. Planung der Schweißnahtposition
· Optimierung der Schweißposition: Bereits in der Produktentwicklungsphase sollte die Schweißposition optimal gewählt werden, um Schweißnahtbildung an wichtigen Bauteilen oder in Bereichen, die die Produktfunktionen beeinträchtigen, zu vermeiden. Passen Sie beispielsweise den Abstand zwischen Frontrahmen und Wasserdüse an, um Störungen durch Schweißnahtbildung zu vermeiden. Optimieren Sie die Schweißposition der Wasserdüse, um die Auswirkungen auf die Produktleistung zu minimieren.
· Anpassung an die Produktstruktur: Die Schweißposition sollte an die Produktstruktur angepasst sein, um sicherzustellen, dass die Schweißnaht verschiedenen Belastungen während des Produkteinsatzes standhält. Beispielsweise werden bei Flüssigkeitskühlplatten die strukturelle Stabilität und Zuverlässigkeit des Produkts durch eine rationale Planung der Schweißposition verbessert.
· Einfache Bedienung und Erkennung: Die Schweißposition sollte für Bediener bequem zu bedienen und zu erkennen sein, um Schweißvorgänge und anschließende Qualitätsprüfungen durchzuführen. Vermeiden Sie beispielsweise Schweißarbeiten an schwer zugänglichen oder schlecht einsehbaren Stellen, um die Schweißeffizienz und -qualität zu verbessern.
b. Schweißnarbenkontrolle
· Schweißnarbengröße: Die Schweißnarbengröße muss streng kontrolliert werden. Die Schweißnarbenhöhe muss in der Regel im Bereich von 4–6 mm liegen und darf die Ebene nicht überschreiten, um das Erscheinungsbild und die Montagegenauigkeit des Produkts zu gewährleisten. Beispielsweise konnte im Projekt mit der Flüssigkeitskühlplatte die Schweißnarbengröße durch Anpassung der Schweißparameter und des Schweißprozesses erfolgreich kontrolliert werden, wodurch die Auswirkungen der Schweißnarbe auf die Produktleistung und -qualität vermieden wurden.
· Schweißnarbenform: Die Schweißnarbenform sollte möglichst gleichmäßig sein, um übermäßiges Schmelzen oder unvollständiges Verschmelzen zu vermeiden. Durch Optimierung der Schweißparameter und Betriebstechniken kann die Schweißnarbenform effektiv verbessert und die Schweißqualität gesteigert werden.
· Schleifbehandlung: Die an der Reibschweißstelle entstehenden konkaven Schweißspuren werden durch Schleifen glatt geschliffen, um die Anforderungen an Aussehen und Leistung des Produkts zu erfüllen.
c. Optimierung der Schweißsequenz
· Trennwandschweißen: Bei großen Produkten kann die Gesamtverformung durch Trennwandschweißen effektiv kontrolliert werden. Durch die Aufteilung des Produkts in mehrere Bereiche und deren sequentielles Schweißen wird die Wärmekonzentration während des Schweißprozesses reduziert und das Risiko thermischer Verformungen verringert.
· Schrittweise Korrektur: Während des Schweißprozesses wird die Schweißverformung durch die schrittweise Korrekturmethode zeitgerecht angepasst. Durch kontinuierliche Messung und Korrektur der Produktverformung während des Schweißprozesses werden Maßgenauigkeit und Form des Endprodukts entsprechend den Konstruktionsanforderungen sichergestellt.
· Optimierung des Schweißpfads: Planen Sie den Schweißpfad rational, um wiederholtes Schweißen im selben Bereich zu vermeiden und den Wärmeeintrag zu reduzieren. Beispielsweise wurde im Projekt mit der Flüssigkeitskühlplatte der Wärmeeintrag während des Schweißprozesses reduziert und die Schweißqualität durch Optimierung des Schweißpfads verbessert.
d. Kooperative Verformungskontrolle
Die Flüssigkeitskühlplatte verformt sich während des Schweißprozesses thermisch, was zu einer Verringerung der Maßgenauigkeit des Produkts führt.
Optimierungsmaßnahmen:
· Nutzen Sie Trennschweißen und schrittweise Korrekturmethoden, um die Gesamtverformung zu kontrollieren.
· Optimieren Sie die Schweißparameter, reduzieren Sie Stromstärke und Spannung sowie die Wärmezufuhr.
· Fixieren Sie das Produkt mit Vorrichtungen, um Bewegungen und Verformungen während des Schweißens zu reduzieren.
· Nutzen Sie symmetrische Schweißverfahren, um die Schweißwärme gleichmäßig zu verteilen.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Die CTC-Technologie (Cell-to-Chassis) steht aufgrund ihrer Fähigkeit, Reichweite und Raumeffizienz von Elektrofahrzeugen signifikant zu steigern, im Fokus. Doch ob sie traditionelle Batterietechnologien tatsächlich ersetzen kann, bleibt umstritten. Der zentrale Engpass in der Fertigung – die Schweißtechnik für Batteriegehäuse – entscheidet über ihre Zukunft: Komplexe Strukturen, Materialvielfalt und anspruchsvolle Thermomanagement-Anforderungen stellen konventionelle Schweißverfahren vor enorme Prüfungen. Dieser Artikel analysiert aus Ingenieursperspektive das Potenzial und die Grenzen der CTC-Technologie und zeigt, wie Schweißprozesse zum „Gradmesser“ dieser technologischen Revolution werden.
1-„Ideale vs. Realität“ der CTC-Technologie
CTC integriert Zellen direkt in das Fahrwerk, reduziert theoretisch überflüssige Komponenten und erhöht die Energiedichte. Doch die Machbarkeit der Massenanwendung wird kritisch hinterfragt:
Ambitionen vs. Zurückhaltung der Hersteller: Tesla, BYD und andere Marktführer haben CTC-Lösungen eingeführt, doch viele Hersteller zögern noch. Bis 2025 werden CTC-Modelle nur 15–20 % des globalen Marktes ausmachen, während CTP (Cell-to-Pack) dominant bleibt.
„Kosten der Reichweitensteigerung“: CTC erhöht die Energiedichte um 15–20 %, doch die strukturelle Komplexität treibt die Fertigungskosten um 30–50 % in die Höhe (Berechnungen von Beratungsunternehmen). Das Kosten-Nutzen-Verhältnis bleibt unklar.
Reparaturkosten-Debatte: Die monolithische Bauweise erhöht die Batteriereparaturkosten drastisch. Versicherungsdaten zeigen, dass bei CTC-Fahrzeugen nach Unfällen in 70 % der Fälle das gesamte Batteriesystem ersetzt werden muss – im Vergleich zu 25 % bei konventionellen Modellen.
Diese Widersprüche machen die Zukunft von CTC ungewiss. Ob der Marktanteil 20 % übersteigt, hängt von drei Faktoren ab: Teslas Cybertruck-Serienproduktion, Kostensenkungsdruck durch chinesische Preiskämpfe und europäische Regulierung zur Batteriereparaturfähigkeit. Die Schweißtechnik wird entscheiden, ob CTC die Kluft zwischen Labor und Massenproduktion überwindet.
2-Drei entscheidende Hürden des Schweißprozesses
Hersteller von Batterieträgern müssen bei der Implementierung der CTC-Technologie drei Kernprobleme überwinden:
a. Präzision im Mikrometerbereich und Effizienz
Traditionelle Schweißverfahren tolerieren Fehler von 0,5 mm. CTC-Träger müssen jedoch mehr Batterien aufnehmen, die Anzahl der Nähte erhöht sich um mehr als das Dreifache, und die meisten davon befinden sich auf gekrümmten und unregelmäßigen Teilen. Tests eines Herstellers zeigen, dass bei einem Schweißpositionierungsfehler von mehr als 0,15 mm die Ausbeute der Batteriezellenmontage von 99 % auf 82 % stark sinkt. Erschwerend kommt hinzu, dass die verbesserte Präzision oft mit einem Rückgang der Effizienz einhergeht – obwohl die Genauigkeit des Laserschweißens hoch ist, sind die Anlagenkosten mehr als fünfmal so hoch wie beim herkömmlichen Schweißen.
b. Materialmix: Wasser und Feuer
Um ein ausgewogenes Verhältnis zwischen geringem Gewicht und Festigkeit zu erreichen, wird für CTC-Träger häufig eine Mischstruktur aus Aluminiumlegierung, Kohlefaser und Spezialstahl verwendet. Die Unterschiede im Wärmeausdehnungskoeffizienten verschiedener Materialien können bis zu 20-mal so groß sein (z. B. Aluminium 23 μm/m·K gegenüber Kohlefaser 0,8 μm/m·K). Dadurch entstehen beim Schweißen leicht innere Spannungen und können zu Rissen führen. Beim Versuch, Aluminium und Kohlefaser zu verbinden, erreichte die Rissrate der Schweißnaht bis zu 18 % und überschritt damit deutlich den branchenüblichen Grenzwert von 3 %.
c. „Unsichtbarer Killer“ der Wärmeeinflusszone
Hohe Schweißtemperaturen können die Isoliermaterialien oder Sensorschaltungen um die Batteriezelle beschädigen. Ein Automobilhersteller erhöhte die Selbstentladungsrate des Batteriemoduls aufgrund unsachgemäßer Kontrolle der Schweißwärmezufuhr um 50 %. Ingenieure müssen die Schweißtemperaturschwankungen innerhalb von 0,1 Sekunden auf ±15 °C genau kontrollieren – dies entspricht dem Einbau einer hochpräzisen Temperaturbremse am Schweißbrenner.
3-Der Ausweg: Kein Patentrezept, nur Systeminnovation
Angesichts dieser Herausforderungen erkundet die Branche drei bahnbrechende Wege:
a. „Cocktailtherapie“ durch Prozesskombination
Laser-Lichtbogen-Hybridschweißen: Durch die Kombination der Präzision des Laserschweißens mit den Vorteilen des Lichtbogenschweißens wird die Schweißgeschwindigkeit von Aluminiumlegierungen um 40 % erhöht;
Kaltmetall-Übergangstechnologie (CMT): Durch präzise Steuerung der Wärmezufuhr wird die Wärmeeinflusszone um 60 % reduziert;
Intelligentes Roboterkompensationssystem: Automatische Anpassung des Schweißbrennerpfads anhand von Echtzeit-Schweißdaten und Steigerung der qualifizierten Schweißrate komplexer gekrümmter Oberflächen von 75 % auf 95 %.
b. Kompromisse im Vorfeld der Werkstoffentwicklung
Einige Unternehmen entwickeln gemeinsam mit Materiallieferanten schweißfreundliche Verbundwerkstoffe. Beispielsweise wurde die Schweißrissempfindlichkeit einer inländischen modifizierten Aluminiumlegierung (physikalische, chemische oder prozesstechnisch modifiziertes Aluminiumlegierungsmaterial) von Stufe 7 auf Stufe 3 (gemäß ISO-Normen) reduziert. Obwohl dadurch 5 % des Leichtbaueffekts verloren gehen, erhöht sich die Schweißausbeute auf 98 %.
c. „Digitaler Zwilling“ in der Erkennungsdimension
Durch die Erfassung aller Daten des Schweißprozesses (Strom, Temperatur, Geschwindigkeit usw.) und die Kombination mit KI-Modellen wird die Fehlerwahrscheinlichkeit vorhergesagt. Nach der Einführung dieser Technologie in einem Werk stieg die Online-Erkennungsrate von Schweißfehlern von 80 % auf 97 % und die Ausschusskosten wurden um 45 % gesenkt.
4-Neue Aufgaben für Ingenieure: Sicherheit in der Unsicherheit finden
a. CTCs Kontroverse ist ein Kampf zwischen „Systemoptimierung“ und „lokalen Grenzen“:
Wenn Schweißtechnik-Fortschritte langsamer sind als Kostensenkungsziele, bleibt CTC eine Nische.
Bei Durchbrüchen in Material, Technik und Prüfung könnte CTC ein neues Zeitalter einläuten.
b. Ingenieure müssen Kompetenzen neu definieren:
Interdisziplinäres Wissen: Verständnis für elektrochemische Sensibilität gegenüber Schweißwärme.
Agilität: Teams, die Schweißparameter für neue Legierungen in einer Woche optimieren, verdreifachen ihre Auftragschancen (europäischer Fall).
CTC steht am Scheideweg zwischen „disruptiver Innovation“ und „Serienfallen“. Es wird bestehende Technologien nicht vollständig ersetzen, zwingt die Schweißtechnik jedoch zu höherer Präzision, Materialkompatibilität und Intelligenz. Die wahren Gewinner sind nicht die Pionier-Hersteller, sondern Ingenieurteams, die „unmögliche Nähte“ in standardisierte Schnittstellen verwandeln.
Wir werden regelmäßig Informationen und Technologien zu Wärmedesign und Leichtbau aktualisieren und mit Ihnen teilen. Vielen Dank für Ihr Interesse an Walmate.
Scan to follow
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试